
PH NG PHÁP GIA CÔNGƯƠ
CHÙM TIA LASER
(Laser Beam Machining - LBM)
M c tiêu : ụSau khi h c nghiên c u xong ch ng này, ng iọ ứ ươ ườ
nghiên c u có kh năng sau:ứ ả
- Hi u khái ni m gia công b ng chùm tia Laser.ể ệ ằ
- Hi u, bi t nguyên lý gia công b ng chùm tia Laser.ể ế ằ
- T ng minh v ph ng pháp gia công chùm tia Laser.ườ ề ươ
- Bi t t ng t n các thông s công ngh .ế ườ ậ ố ệ
- T ng minh thông s công nghườ ố ệ
- u và nh c đi m c a gia công chùm tia Laser.Ư ượ ể ủ
I. Khái ni m :ệ
- Laser đ c s d ng nh là m t d ng c phát ra tia năngượ ử ụ ư ộ ụ ụ
l ng t p trung r t m nh mà trong t ng lai g n trong m t sượ ậ ấ ạ ươ ầ ộ ố
lĩnh v c nào đó, nó là m t cu c cách m ng k thu t trong giaự ộ ộ ạ ỹ ậ
công kim lo i. Hi n t i thì có th s d ng thành công trongạ ệ ạ ể ử ụ
vi c gia công siêu tinh, trong công ngh hàn nh ng đi m r tệ ệ ữ ể ấ
nh và trong luy n kim. Gia công chùm tia laser là quá trìnhỏ ệ
x lý nhi t trong đó tia laser đ c dùng làm nóng ch y và b cử ệ ượ ả ố
h i v t li u.ơ ậ ệ
- Máy tia laze là máy c t b ng tia sáng ho t đ ng theo chắ ằ ạ ộ ế
đ xung. Năng l ng xung c a nó không l n, nh ng nó đ cộ ượ ủ ớ ư ượ
h i t trong m t chùm tia có đ ng kính kho ng 0,01 mm vàộ ụ ộ ườ ả
phát ra trong kho ng th i gian m t ph n tri u giây tác đ ngả ờ ộ ầ ệ ộ
vào b m t chi ti t gia công, nung nóng, làm ch y và b c h iề ặ ế ả ố ơ
v t li u. Tia sáng y đ c g i là tia laze, vi t t t theo ti ngậ ệ ấ ượ ọ ế ắ ế
Anh là LASER (light Amplification Simulated Emission of
Radiation) và th ng d ch nghĩa ra ti ng Vi t là máy phátườ ị ế ệ
l ng t ánh sáng.ượ ử
II. Nguyên lý gia công :
- Hình 5.65 ch ra nguyên lý gia công tia lazer trên máyỉ
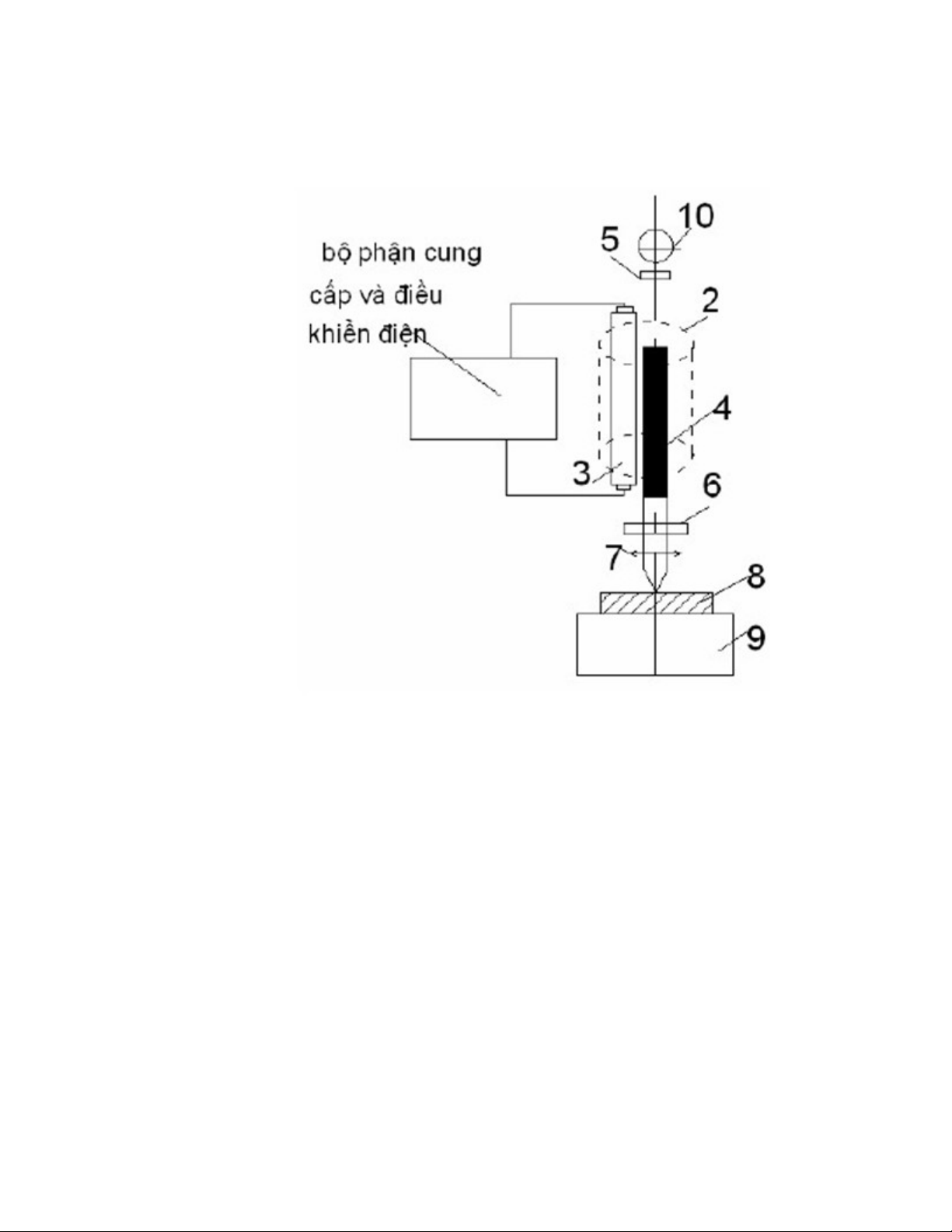
K-3M.
Hình 5.65 :
Nguyên lý gia công chùm tia laser.
2) Bu ng ph n x ánh sángồ ả ạ
3) Đèn phát xung
4) Thanh h ng ng cồ ọ
5) G ng ph n x toàn ph nươ ả ạ ầ
6) G ng ph n x 50%ươ ả ạ
7) Th u kính h i tấ ộ ụ
8) Chi ti t gia côngế
9) Bàn gá
10) T bào quang đi nế ệ
- Ngu n đi n công nghi p 1 qua bi n th và n n dòng đ cồ ệ ệ ế ế ắ ượ
n p vào h th ng t . Đi n áp t i đa c a t là 2 kV đ đi uạ ệ ố ụ ệ ố ủ ụ ể ề

khi n s phóng đi n t i đèn phát xung 3 đ t trong b ph nể ự ệ ớ ặ ở ộ ậ
ph n x ánh sáng 2. B ph n này có d ng hình tr v i ti tả ạ ộ ậ ạ ụ ớ ế
di n m t tr c t ngang là elíp. Khi đèn 3 phát sáng, toàn bệ ặ ụ ắ ộ
năng l ng s t p trung t i v trí có đ t thanh h ng ng c 4.ượ ẽ ạ ạ ị ặ ồ ọ
Nh ng ion Crữ+3 c a thanh h ng ng c b kích lên m c năngủ ồ ọ ị ứ
l ng cao, khi t t xu ng chúng s phát ra nh ng l ng t .ượ ụ ố ẽ ữ ượ ử
Nhờ
h dao đ ng c a các g ng ph ng 5 và 6, nh ng l ng t nàyệ ộ ủ ươ ẳ ữ ượ ử
s đi l i nhi u l n qua thanh h ng ng c và kích các ion Crẽ ạ ề ầ ồ ọ +3
khác đ r i cùng phóng ra chùm tia l ng t . G ng 5 có để ồ ượ ử ươ ộ
ph n x ánh sáng g n 99%, còn g ng 6 g n 50%. Nh đó,ả ạ ầ ươ ầ ờ
m t m t ta v n nh n đ c chùm tia lade phía d i, m tộ ặ ẫ ậ ượ ở ướ ặ
khác
kho ng 1% chùm tia phát ra qua g ng 5 s đ c t bào quangả ươ ẽ ượ ế
đi n 10 thu l i và qua h th ng chuy n đ i ta bi t đ c năngệ ạ ệ ố ể ổ ế ượ
l ng c a chùm tia đã phát ra kh i máy. Chùm tia nh n đ cượ ủ ỏ ậ ượ
qua g ng 6 s đ c t p trung b i h quang h c 7 và tác d ngươ ẽ ượ ậ ở ệ ọ ụ
lên chi ti t gia công 8 (đ t trên bàn máy 9) có kh năng diế ặ ả
chuy n t a đ theo ba ph ng X, Y, Z.ể ọ ộ ươ
- Khi t p trung tia laser vào v trí gia công c n ch n hậ ị ầ ọ ệ
th ng quang h c và ch đ gia công nh năng l ng chùm tiaố ọ ế ộ ư ượ
t i, th i gian xung tác d ng c a chùm tia, tiêu c c a h th ngớ ờ ụ ủ ự ủ ệ ố
quang h c và s xung laser.ọ ố
- Quá trình tác d ng c a chùm tia laser vào v trí gia côngụ ủ ị
đ c chia ra các giai đo n sau :ượ ạ
+ V t li u gia công hút năng l ng c a chùm tia laser vàậ ệ ượ ủ
chuy n năng l ng này thành nhi t năng.ể ượ ệ
+ Đ t nóng v t li u gia công t i nhi t đ có th phá h ngố ậ ệ ớ ệ ộ ể ỏ
v t li u đó. Giai đo n này ng v i quá trình truy n nhi t trongậ ệ ạ ứ ớ ề ệ
v t r n tuy t đ i b gi i h n v m t phía theo ph ng tácậ ắ ệ ố ị ớ ạ ề ộ ươ
d ngụ
c a chùm tia k t b m t tác d ng..ủ ể ừ ề ặ ụ
+ Phá h ng v t li u gia công và đ y chúng ra kh i vùngỏ ậ ệ ẩ ỏ
gia công. Giai đo n này ng v i quá trình truy n nhi t mà bạ ứ ớ ề ệ ề

m t tác d ng luôn luôn thay đ i theo ph ng tác d ng c aặ ụ ổ ươ ụ ủ
chùm tia laser.
+ V t li u gia công ngu i d n sau khi chùm tia laser tácậ ệ ộ ầ
d ng xong.ụ
III. C s c a ph ng pháp gia công b ng chùmơ ở ủ ươ ằ
tia Laser :
- Năm 1954 N. Pronhorop thu c vi n Hàn Lâm Khoa H cộ ệ ọ
Liên Xô và cùng lúc đó P. Godon, H. J. Zeigi và C. H. Taunơ
thu c Tr ng Đ i H c Colombia đã đ c gi i th ng Nobelộ ườ ạ ọ ượ ả ưở
về
vi c l n đ u tiên trên th gi i đã ch t o thành công máy phátệ ầ ầ ế ớ ế ạ
l ng t -MASER mà v sau đ c thay th b ng danh tượ ử ề ượ ế ằ ừ
LASER (LIGH APLICATION BY STIMULATED EMUSION
OF RADIOTION)- Có nghĩa là s khu ch đ i ánh sáng b ngự ế ạ ằ
b c x c ng b c.ứ ạ ưỡ ứ
- Laser là m t d ng c phát tia sáng, có th ra phóng xộ ụ ụ ể ạ
song song c c m nh. V ph ng di n quang h c có th hìnhự ạ ề ươ ệ ọ ể
dung ngu n sáng này nh là m t đi m sáng đ t trong vô c c,ồ ư ộ ể ặ ự
nh đ n m c kích th c c a m t đi m ch m. Đi m ánh sángỏ ế ứ ướ ủ ộ ể ấ ể
l th ng này phóng ra năng l ng b ng nh ng nguyên tạ ườ ượ ằ ữ ử
đ c kích thích trong tr ng thái khá n đ nh (metastabil).ượ ạ ổ ị
- Trên s đ nguyên lí làm vi c c a laser có th th y m tơ ồ ệ ủ ể ấ ộ
không gian quang h c ch a đ ng thanh laser, không gian Laserọ ứ ự
này là m t d ng c phát tia sáng, có th ra phóng x song songộ ụ ụ ể ạ
c c m nh. V ph ng di n quang h c có th hình dung ngu nự ạ ề ươ ệ ọ ể ồ
sáng này nh là m t đi m sáng đ t trong vô c c, nh đ n m cư ộ ể ặ ự ỏ ế ứ
kích th c c a m t đi m ch m. Đi m ánh sáng l th ng nàyướ ủ ộ ể ấ ể ạ ườ
phóng ra năng l ng b ng nh ng nguyên t đ c kích thíchượ ằ ữ ử ượ
trong tr ng thái khá n đ nh (metastabily chúng là hai phíaạ ổ ị ở
là hai kính ph n chi u, và gi a chúng là thanh laser, nh ngả ế ữ ữ
nguyên t c a nó b kích thích vào nh ng tr ng thái khá nử ủ ị ữ ạ ổ
đ nh, nh ng photon đ c phóng ra. Photon phóng ra t phíaị ữ ượ ứ
nh ng trong s đó nhi u photon h ng vào tr c quang h c c aư ố ề ướ ụ ọ ủ
thanh laser. Trong lúc đó có nh ng nguyên t đang tr ng tháiữ ử ở ạ
b kích thích va ch m nhau, và do đó photon ti p t c đ cị ạ ế ụ ượ
phóng ra, nh ng photon này n i ti p nh ng photon tr c vữ ố ế ữ ướ ề
pha cũng nh v h ng. Quá trình này ti p di n cho đ n lúcư ề ướ ế ễ ế
các photon chuy n đ ng d c theo tr c quang h c và sau nhi uể ộ ọ ụ ọ ề
l n ph n x tr l i, m t ph n c a chúng r i b đ u ra c aầ ả ạ ở ạ ộ ầ ủ ờ ỏ ầ ủ
thanh laser. đây m t b ph n đi qua kính ph n chi u bỞ ộ ộ ậ ả ế ộ
ph n, còn b ph n khác đ c ph n x tr v thanh laser cóậ ộ ậ ượ ả ạ ở ề
m t ph n chi u 100%, m t ra c a nó đ nh h ng cho nh ngộ ả ế ặ ủ ị ướ ữ
tia sáng đ p lên nó.ậ
Hình 5.66 :
S đ nguyên lý làmơ ồ
vi c c a laser:ệ ủ
- Khi tia sáng đã xuyên qua kính ph n chi u đ u ra, thìả ế ở ầ
hình thành m t tia n i ti p nhau, đã đ c chu n tr c r t m nh.ộ ố ế ượ ẩ ự ấ ạ
Tia laser đ c hình thành nh v y có th đ c s d ng nh làượ ư ậ ể ượ ử ụ ư
m t d ng c làm vi c ch đ xung. Tia ánh sáng đ c đi uộ ụ ụ ệ ở ế ộ ượ ề
ch nh tiêu c , h ng vào m t ph ng c a v t gia công, tuỳ theoỉ ự ướ ặ ẳ ủ ậ
kh năng h p th c a v t li u mà trên l p b m t s có nhi tả ấ ụ ủ ậ ệ ớ ề ặ ẽ ệ
đ c c cao. Ví d : chi u vào m t kh i than tia laser trong ch cộ ự ụ ế ộ ố ố
lát s có m t ng n l a ph t lên cao và trong m t mili giâyẽ ộ ọ ử ụ ộ
nhi t đ c c b có th tăng lên đ n 8000ệ ộ ụ ộ ể ế oC.
- Nói tóm l i, các photon trong đi u ki n nào đó, có thạ ề ệ ể








![Phương Pháp Gia Công Tia Nước: [Thêm thông tin chi tiết/hướng dẫn/ví dụ cụ thể nếu có]](https://cdn.tailieu.vn/images/document/thumbnail/2014/20140331/hoangtuxuquang/135x160/7411396310538.jpg)

![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)














