Giáo trình: THIẾT BỊ CÁN
3.5.6. Máy nắn thép và máy là phẳng sản phẩm
Thép hình và thép tấm sau khi cán và được làm nguội xong thường có những
chỗ chưa thẳng và phẳng vì vậy người ta thường dùng máy nắn thép (còn gọi là máy
là phẳng) để nắn thẳng và là phẳng sản phẩm. Các máy nắn và máy là thép thường
đặt sau sàn làm nguội.
a/ Máy nắn thép tấm
n
Công dụng và phân loại
Máy nén thép tấm thường được gọi là máy là phẳng. Máy gồm nhiều con lăn
sắp xếp theo thiết kế và so le với nhau để là phẳng thép tấm. Máy chia làm 2 nhóm:
- Nhóm máy đặt con lăn song song: nhóm máy này dùng để là phẳng các tấm
dày và dày vừa. Máy đặt ở các xưởng cán nóng tấm dày và dày vừa có S ≥ 4 mm.
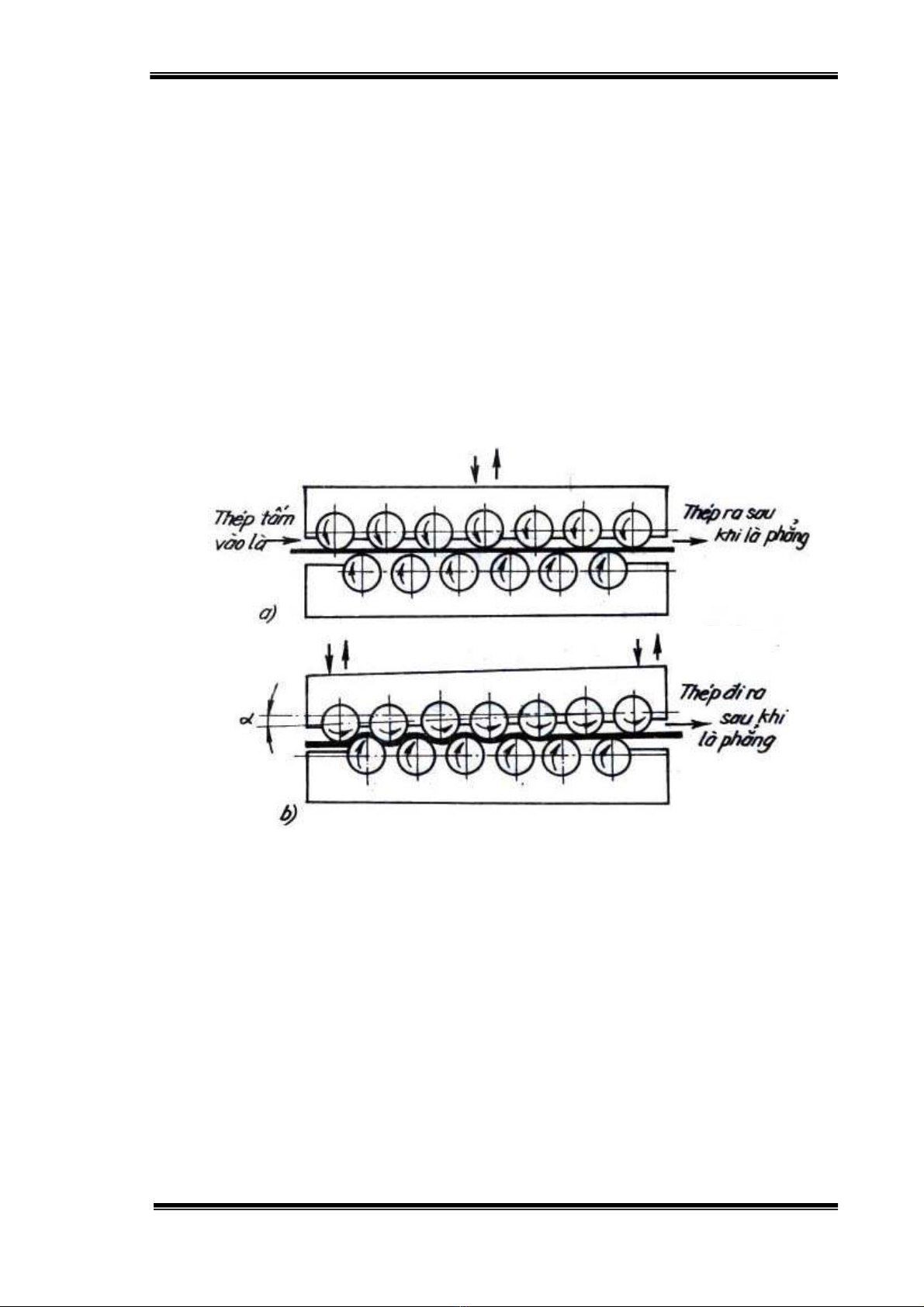
H.3.8. Sơ đồ nắn phẳng thép tấm
a/ Nắn thép bằng các con lăn đặt song song; b/ Bằng các con lăn đặt nghiêng
- Nhóm máy đặt các con lăn nghiêng: nhóm này dùng để là phẳng các loại
thép tấm có chiều dày nhỏ hơn 4 mm. Thép được là phẳng là nhờ các con lăn đầu.
o
Các thông số cơ bản của máy là phẳng
D - đường kính con lăn (mm); L - chiều dài con lăn (mm).
t - bước con lăn (khoảng cách tâm của 2 con lăn).
n - số con lăn có trong máy.
D và L của con lăn sẽ quyết định tới chất lượng nắn và kết cấu của máy. D
và t không được lấy quá lớn vì sẽ làm giảm chất lượng nắn, nhưng nếu nhỏ quá sẽ
làm lực cần là và nắn trên các con lăn rất lớn. Thực tế sản xuất và kinh nghiệm thiết
kế cho thấy nên lấy t = 1,1D; n = 9÷11 (đối với dàn lăn cho thép tấm dày hơn 4
Trường đại học Bách khoa - Đại học Đà nẵng
101
Giáo trình: THIẾT BỊ CÁN
mm), n = 13÷17 (đối với dàn lăn cho thép tấm có S < 4 mm, n = 19÷23 (đối với dàn
lăn cho thép tấm đặc biệt và mỏng).
Độ nắn, là có chính xác hay không phụ thuộc nhiều vào số con lăn, càng
nhiều thì nắn càng chính xác song nếu nhiều quá thì không hợp lý và không kinh tế.
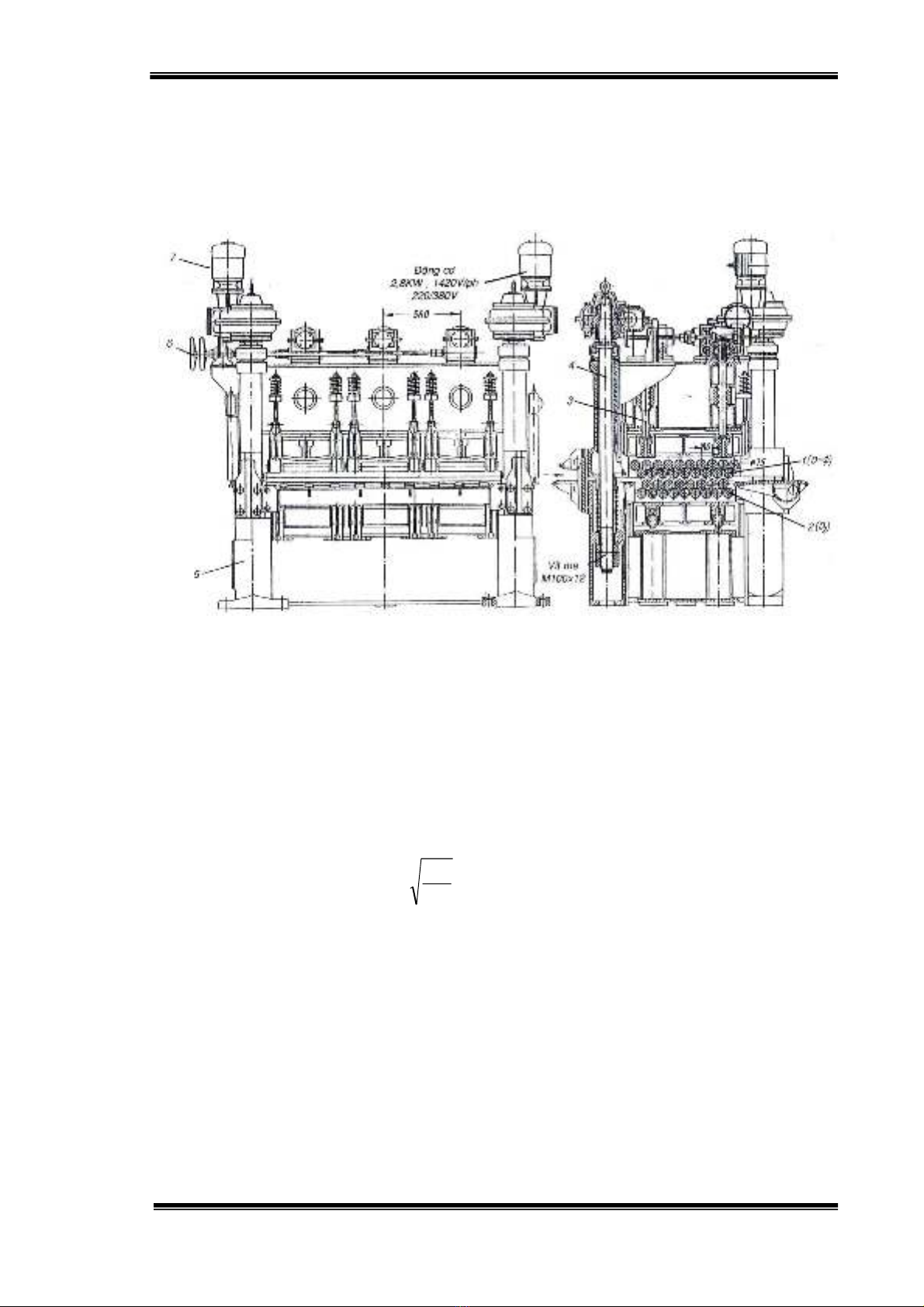
H.3.84. Máy là thép tấm mỏng loại 17 con lăn với các con lăn tựa
1. Trục nắn thép; 2. Trục tựa; 3. Vítme điều chỉnh giữa; 4. Vítme điều chỉnh khe hở con lăn;
5. Bệ máy; 6. Bộ phận điều chỉnh bằng tay; 7. Động cơ điều chỉnh khe hở con lăn.
p
Tốc độ và chất lượng nắn phẳng
Tốc độ nắn phụ thuộc vào bề mặt làm việc của các con lăn và khả năng
chống mài mòn của chúng. Ngoài ra nó còn phụ thuộc vào ứng suất tiếp xúc giữa bề
mặt kim loại và con lăn. Ứng suất tiếp xúc được tính theo công thức thực nghiệm
sau:
chtx 2
R.b
E.P
418,0 σ≤=σ (kG/mm
2)
Trong đó:
P – áp lực lớn nhất tác dụng lên con lăn;
E – môdul đàn hồi của vật liệu làm con lăn, E = 2.104 kG/mm2.
R – bán kính của con lăn nắn (mm);
b - chiều rộng tấm được là phẳng;
σch - giới hạn chảy của vật liệu làm con lăn (kG/mm2).
Để tăng cường độ bền cho các con lăn và tăng độ chính xác cho sản phẩm
nắn, người ta dùng các con lăn tựa để trục nắn tựa vào chúng. Quan hệ về kích
thước giữa chúng như sau: Dt ≥ 2D (đôi khi Dt = D).
Trường đại học Bách khoa - Đại học Đà nẵng
102
Giáo trình: THIẾT BỊ CÁN
Vật liệu chế tạo các con lăn thường dùng 90CrSi, 100Cr15, 120CrNi2A;
chúng có độ cứng HRC = 55÷65.
q
Tính lực nắn trên các con lăn khi là thép tấm
Khi là phẳng thép băng hoặc tấm kim loại thì sự nắn và là chỉ xảy ra từ con
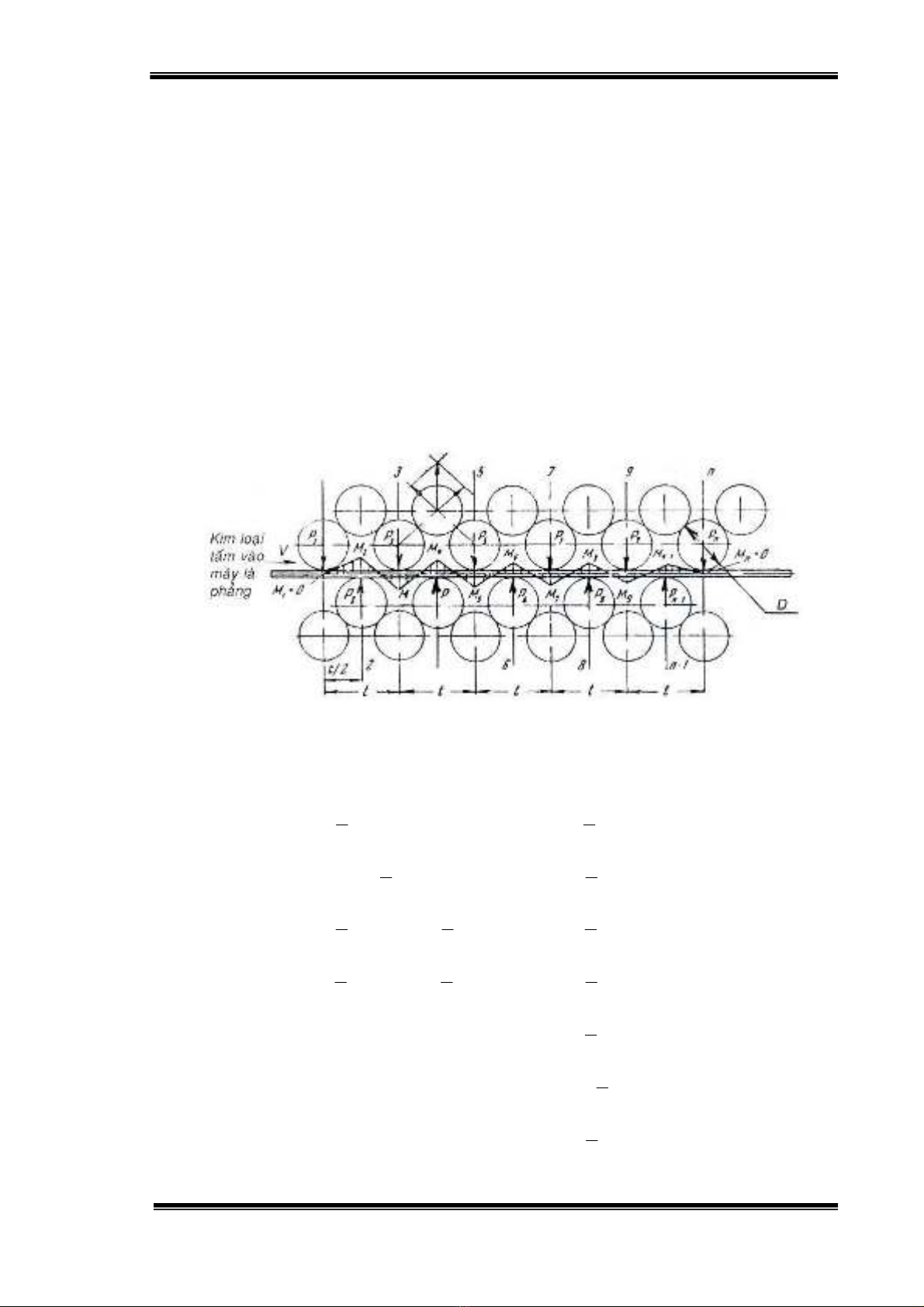
lăn thứ 2 trở đi cho tới con lăn cuối cùng. Gọi P là lực nắn là phẳng trên các con lăn,
muốn tính được lực đó người ta xây dựng các biểu đồ và phương trình mômen đi
qua tiết diện trên các con lăn thứ 2, 3, 4, 5 …đến con lăn thứ n và giả thiết thép là
luôn luôn đi thẳng.
P = P
1 + P2 + P3 + P4 + P5 + … + Pn-1 + Pn
Trong đó: P - lực nắn của máy;
P1 ÷ Pn - lực nắn trên con lăn thứ nhất đến con lăn thứ n.
H.3.85. Biểu đồ mômen và các lực của các con lăn khi là thép
Từ biểu đồ hình 3.85 ta có:
M
1 = P1.0 = 0
0.P
2
t
.PM 212 −= → 21 M.
t
2
P=
2
t
.Pt.PM 213 −= →
()
232 M2M.
t
2
P+=
2
t
.Pt.Pt
2
3
.PM 3214 +−= →
()
2343 MM2M.
t
2
P++=
2
t
.Pt.Pt
2
3
.Pt2.PM 43215 −+−= →
()
3454 MM2M.
t
2
P++=
Tương tự ta có: →
()
4565 MM2M.
t
2
P++=
→
()
2n1nn1n MM2M.
t
2
P−−− ++=
→
()
1nn1nn MM2M.
t
2
P−+ ++=
Ta thấy: Mn+1 = 0 và 2Mn = 0
Trường đại học Bách khoa - Đại học Đà nẵng
103

Giáo trình: THIẾT BỊ CÁN
Thay các giá trị trên vào công thức tính lực nắn, là phẳng ta có:
[]
n1n2n5432 MMM...MMMM
t
8
P+++++++= −−
Trong đó: M2 ÷ Mn-1 là mômen dẻo đàn hồi của các con lăn từ thứ 2 đến thứ
(n-1).
Lực tác dụng lên mặt trên và dưới bằng nhau:
2
P
PP dt == .
r
Xác định công suất động cơ dẫn động máy
Công suất dẫn động máy là công suất sinh ra làm kim loại biến dạng dẻo khi
nắn là phẳng, đồng thời phải thắng được các lực ma sát tại các chỗ ổ khớp nối có
các chi tiết quay và mômen không tải. Công suất máy được tính:
ω+ω+
σ
='.f.P.
2
d
.f.PD.b.h.k.
F4
.
R
v
N
2
ch
ω+ω+
σ
='.f.P.
2
d
.f.Pv.b.h.k.
F2
N
2
ch
Trong đó:
σch - giới hạn chảy của vật liệu làm con lăn;
E – môdul đàn hồi của vật liệu làm con lăn.
D - đường kính của con lăn, D = 2R.
h, b - chiều dày, chiều rộng của thép tấm được là phẳng.
k - hệ số biến dạng của kim loại tính từ con lăn thứ 2 tới con lăn thứ (n-1)
∑
−
π
π
−
=
1n
2
2
k1
k
k(kπ là hệ số biến dạng uốn dẻo,
()
[]
E
100501k ch
σ
÷−=
π)
P - lực nắn tổng.
f = 0,003 ÷ 0,1 - hệ số ma sát tại cổ trục con lăn.
d - đường kính cổ trục con lăn.
ω - vận tốc góc của con lăn.
f’ - hệ số ma sát lăn: f’ = 0,8 ÷ 1,0 đối với kim loại đen, f’ = 1,0 ÷ 1,5 đối với
kim loại màu.
b/ Máy nắn thép hình
n
Khái niệm
Máy nắn thép hình kiểu con lăn được dùng để nắn tất cả các loại thép hình có
tiết diện phức tạp và đơn giản. muốn nắn thép hình thì phải có các con lăn, chỉ cần
sử dụng các con lăn định hình có tiết diện tròn, vuông, chữ nhật, chữ I, U, ray, góc
v.v…như sản phẩm vào máy sẽ nắn thẳng được loại sản phẩm thép hình mong
muốn. Máy nắn thẳng thép hình có 2 loại:
Trường đại học Bách khoa - Đại học Đà nẵng
104
Giáo trình: THIẾT BỊ CÁN
- Loại máy nắn thẳng thép hình kiểu hở (kiểu côngxôn)
Loại này có các con lăn định hình được bố trí lắp với phần đầu thò ra ngoài
của trục nắn. Chỉ cần thay các con lăn nắn định hình ở phần đầu trục lắp theo kiểu
côngxôn là được. Bạc trục nắn và ổ đỡ trục khi làm việc thường chịu tải rất lớn,
người ta thường dùng bạc lót để đỡ trục nắn, ít khi dùng ổ bi. Máy này được dùng
rất rộng rãi để nắn tất cả các loại thép hình cỡ nhỏ và trung bình, máy vận hành dể
dàng và thuận tiện.
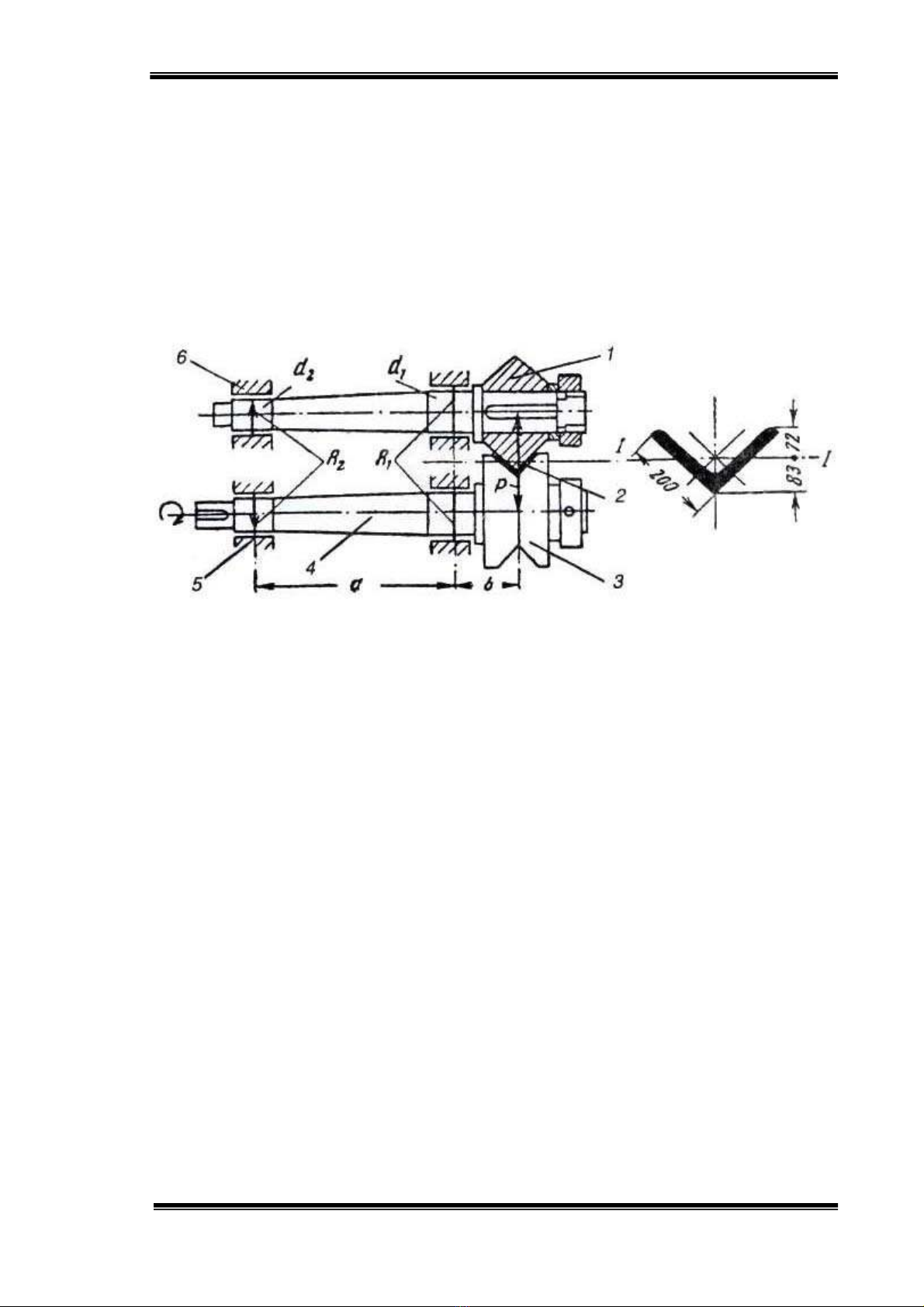
H.3.86. Máy nắn thẳng thép góc kiểu côngxôn
1. Con lăn nắn trên; 2. Thép góc được nắn thẳng; 3. Con lăn nắn thẳng dưới;
4. Trục lắp con lăn nắn; 5. Bạc lót trục; 6. Giá máy nắn thẳng.
- Loại nắn thẳng thép hình kiểu kín
Loại này có trục nắn được tiện rãnh tạo hình như hình dáng và kích thước
sản phẩm, các rãnh được bố trí trên chiều dài L bề mặt làm việc của trục.
Số con lăn thường là:
n = (3÷9) - đối với máy nắn thẳng các loại ray và thép hình cỡ lớn.
n = (11÷13) - đối với máy nắn thẳng thép hình cỡ vừa và nhỏ.
Tốc độ nắn thường v = (0,5÷3,0) m/s.
Các thông số cơ bản của máy nắn thẳng kiểu hở hình sau:
t - bước con lăn (bước nắn); L - chiều dài làm việc của trục nắn;
h - chiều dày vật nắn; b - chiều rộng vật nắn;
D - đường kính con lăn nắn; d - đường kính cổ trục con lăn nắn;
Trường đại học Bách khoa - Đại học Đà nẵng
105

![Tài liệu hướng dẫn sinh viên làm đồ án tốt nghiệp [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2021/20211119/cucngoainhan3/135x160/1702568394.jpg)




![Thiết kế tàu khách [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2017/20170401/minhphat1361991/135x160/8761491031706.jpg)







![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)