1
Biên son:
C
CÁ
ÁC CÔNG C
C CÔNG C
QU
QU
N LÝ
N LÝ
CH
CH
T LƯ
T LƯ
NG
NG
Chương 3:
3.1. KIM SOÁT QUÁ TRÌNH BNG KTHUT
THNG KÊ
•Mt sn phm hay dch v ñưc sn xut theo mt
qui trình sn xut hp lý sao cho có khnăng ñáp
ng tt nhu cu ca khách hàng thì qui trình SX ñó
phi hp lý và nñnh, ít có sbinñng.
Sdng các phương pháp thng kê như:
Các công ckim soát quá trình bng thng kê:
sdng các biuñ và các công cgii quyt vn
ñ khác, sdng ñ giám sát quá trình nhm
gim sbinñng, kthut on-line
Qui hoch thc nghim: phát hin các yu t nh
hưng ñn quá trình, tiưu hóa các thông s ñu
vào, kthut off-line
Ly mu chp nhn (xem chương 2)
Tng quát vic sdng các phương pháp thng kê ñ
ñánh giá và kim soát quá trình •Khái nimkim soát quá trình bng thng kê (SPC)
ñu tiên ñưc Dr. Walter Shewhart of Bell
Laboratories ñưa ra vào năm 1920's, sau ñóñưc
Dr. W. Edwards Deming, phát trin và ñưa vào áp
dng cho nn công nghip Nht bn sau WWII.
“Mt hin tưng ñưc cho là ñưc kim soát bng
thng kê, thông qua kinh nghim trong quá kh,
chúng ta có thd ñoán hin tưng sthay ñi
nhưthnào trong tương lai” (Deming)
•Sau khi ñưc công nhnng dng thành công ti
các hãng ca Nht, SPC ñưc sdng rng rãi
trên toàn thgii nhưmt công ccơbnñ ci
thin cht lưng sn phm bng cách gim sbin
ñng quá trình (process variation)
2
Đu vào và ñu ra ca mt quá trình sn xut
•Kim soát quá trình bng k thut thng kê (Statistical
Process Control, SPC) là tp hp nh!ng công ch!u dng
ñ kim soát quá trình vi mcñích:
–Duy trì s nñnh và ci thin năng lc ca quá
trình thông qua vic gim sbinñng.
–Tìm kim nguyên nhân ca vnñ
–Ra quytñnh da trên skin
–Phát hin nhng tình hung cn phi ci thin
nhm ci tin năng lc ca quá trình
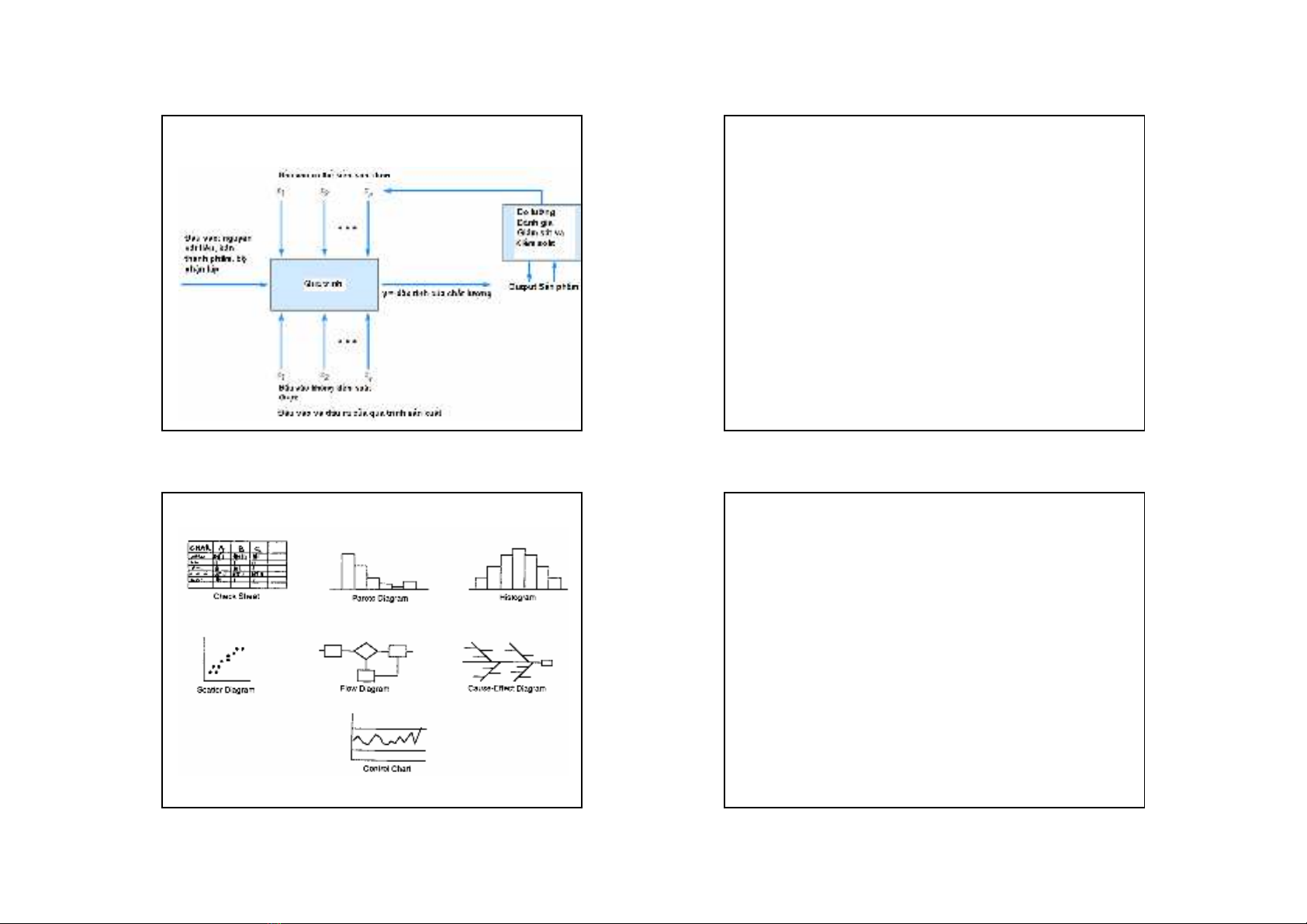
Thư"ng sdng 7 công cqun lý cht lưng và quá
trình:
•Biuñ# (Histograms)
•Biuñ# Pareto (Pareto Charts)
•Biuñ# nhân qu(Cause and Effect
Diagrams)
•Check sheet (Bng kim tra)
•Biuñ# quan h(Scatter Diagrams)
•Biuñ# quá trình (Process Flow Charts)
•Biuñ# kim soát (Control Charts)
3.2. Lưuñ# (Process Flow Chart)
•Lưuñ# là mt công cthhin bng hình v$vcách
thc, trình ttin hành các hotñng ca mt quá
trình. Cho bit mi quan hgi!a các bphn, trong quá
trình. Ví d:
•Các nguyên t c xây dng lưuñ quá trình:
1. Ngư"i lp lưuñ# phi liên quan trc tipñn quá
trình: nhà cung cp, giám sát viên, khách hàng,
ngư"iñiu phi, ngư"i sn xut…
2. Tt ccác thành viên ca nhóm phi tham gia
3. D!liu phiñyñ, rõ ràng, d%hiu
4. Phi btrí nhiu th"i gian ñ thu thp thông tin v
t&ng chc năng ca quá trình
5. Đ(t càng nhiu câu h)i càng tt nhm hiu rõ trình t
di%n tin và ni dung ca t&ng giai ñon (bưc) ca
quá trình
3
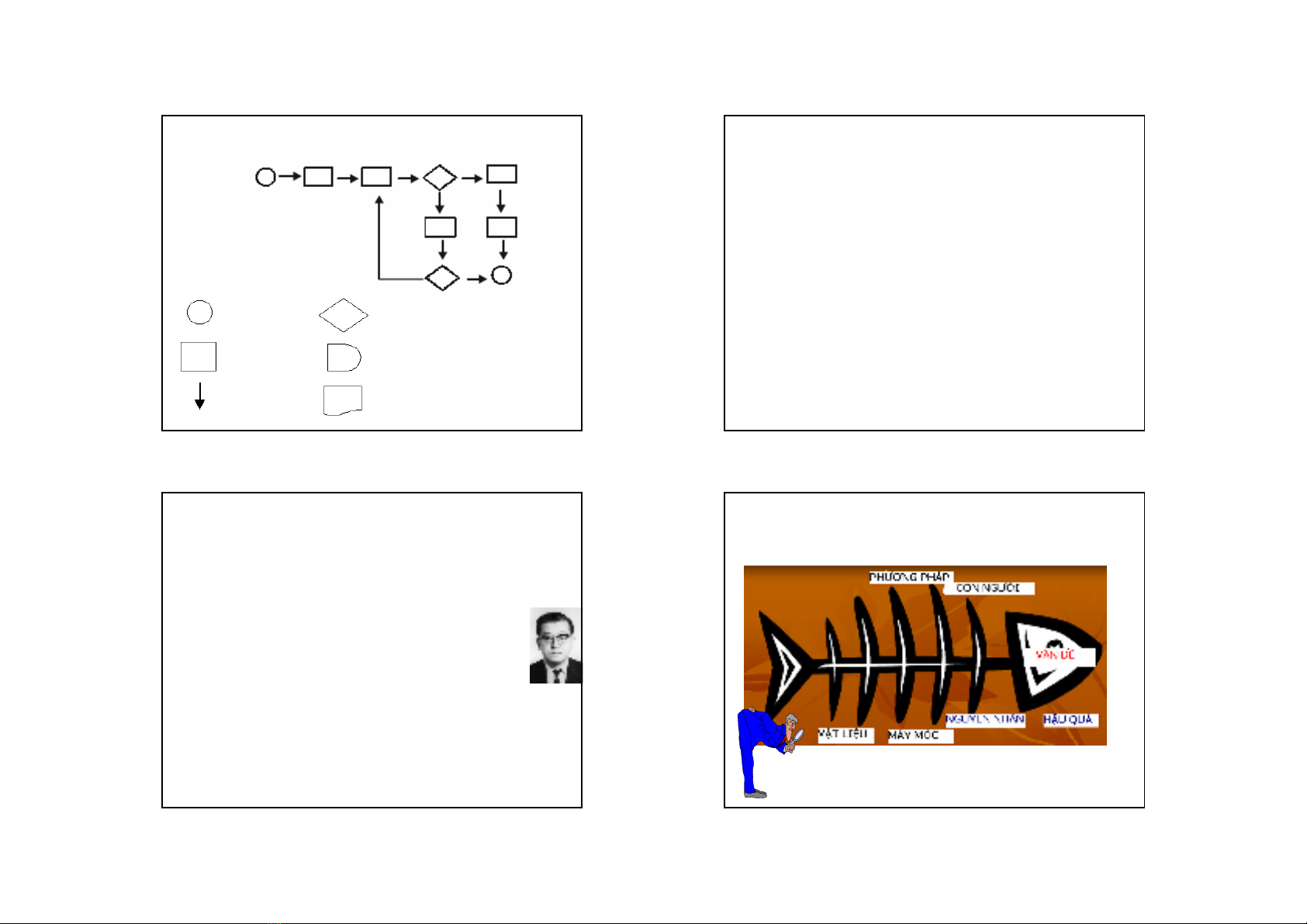
Ví dlưuñ#
B*tñu hay
kt thúc
Hot
ñng
Trì hoãn
Quytñnh
Hưng ñi
ca qt
Tài liu
Các ký hiu trong lưuñ#:
+ng dng ca lưuñ#:
-Lp qui trình sn xut, sơ ñ# m(t
bng, sơ ñ# kim tra cht lưng…
-Lp sơ ñ# tchc thhin mi quan
hgi!a các bphn trong tchc…
-lp lưuñ# nhim vca nhân viên
hay bphn.
3.3.
3.3. Bi
Bi
u
uñ
ñ#
#nhân
nhân qu
qu
(hay
(hay Bi
Bi
u
uñ
ñ#
#xương
xương c
cá
á: Fishbone diagrams)
: Fishbone diagrams)
•Khi mt vnñ ñ(t ra gii quyêt thì cn phi tìm ra
tt ccác nguyên nhân gc r%gây ra vnñ ñó
trưc khi tìm phương hưng gii quyt.
•Mt trong nh!ng công cphân tích nguyên nhân
và hu qu ñưc phát trin vào nh!ng năm 1950s
ti trư"ng ĐH Tokyo do GS. Dr. Kaoru Ishikawa
chtrì
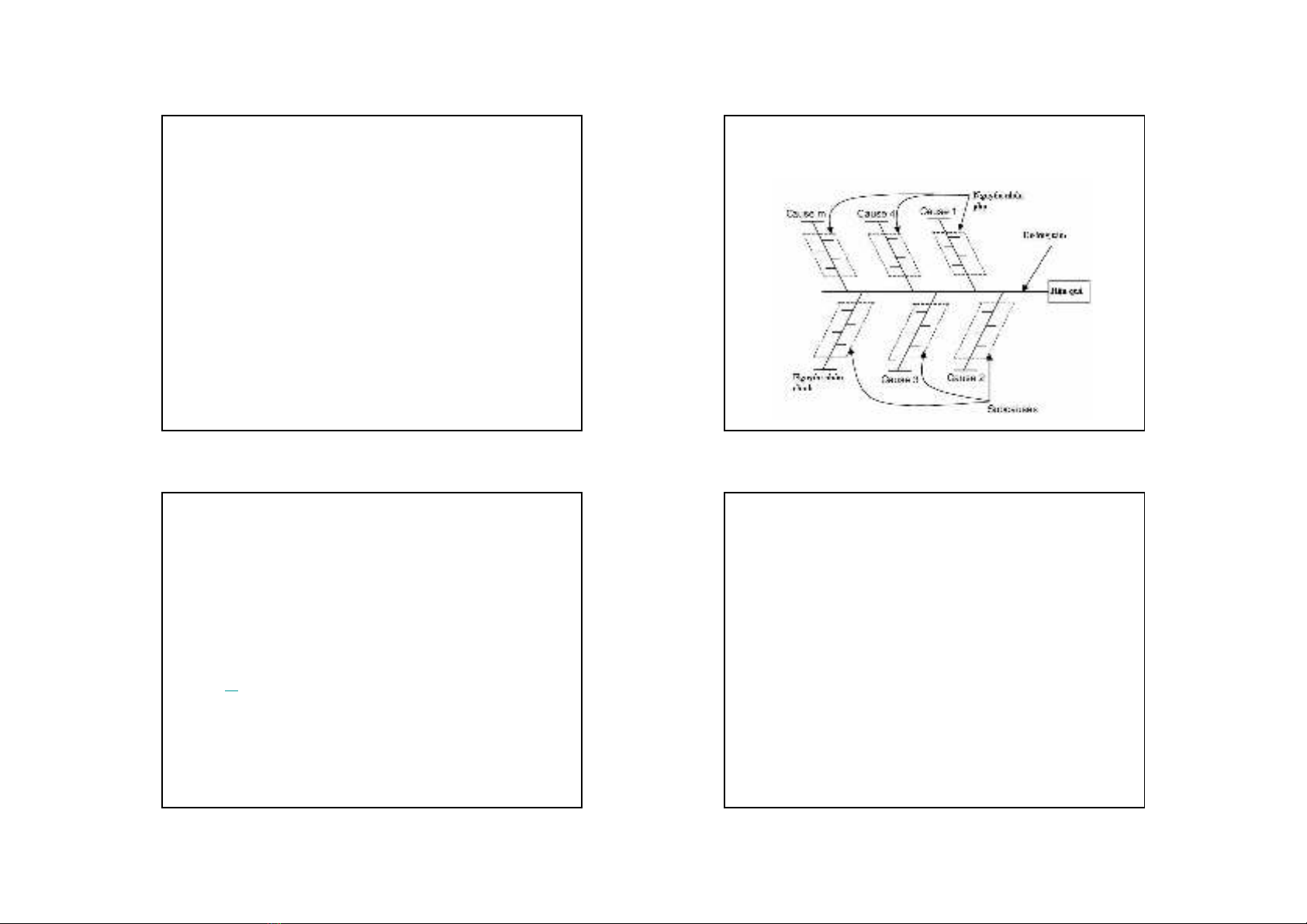
còn g5i là biuñ# xương cá (Fishbone
diagrams) hay biuñ# Ishikawa.
•Biuñ# nhân qulà mt list lit kê các nguyên
nhân có thd6nñn hu qu(tc vnñ cn gii
quyt)
Giúp cho các thành viên trong nhóm xác
ñnh các yêu tcó nh hư7ng trc tip hay gián
tipñn vnñ ñang ñưc nghiên cu.
Biuñ# xương cá (Fishbone Diagrams)
5 M và 1 E
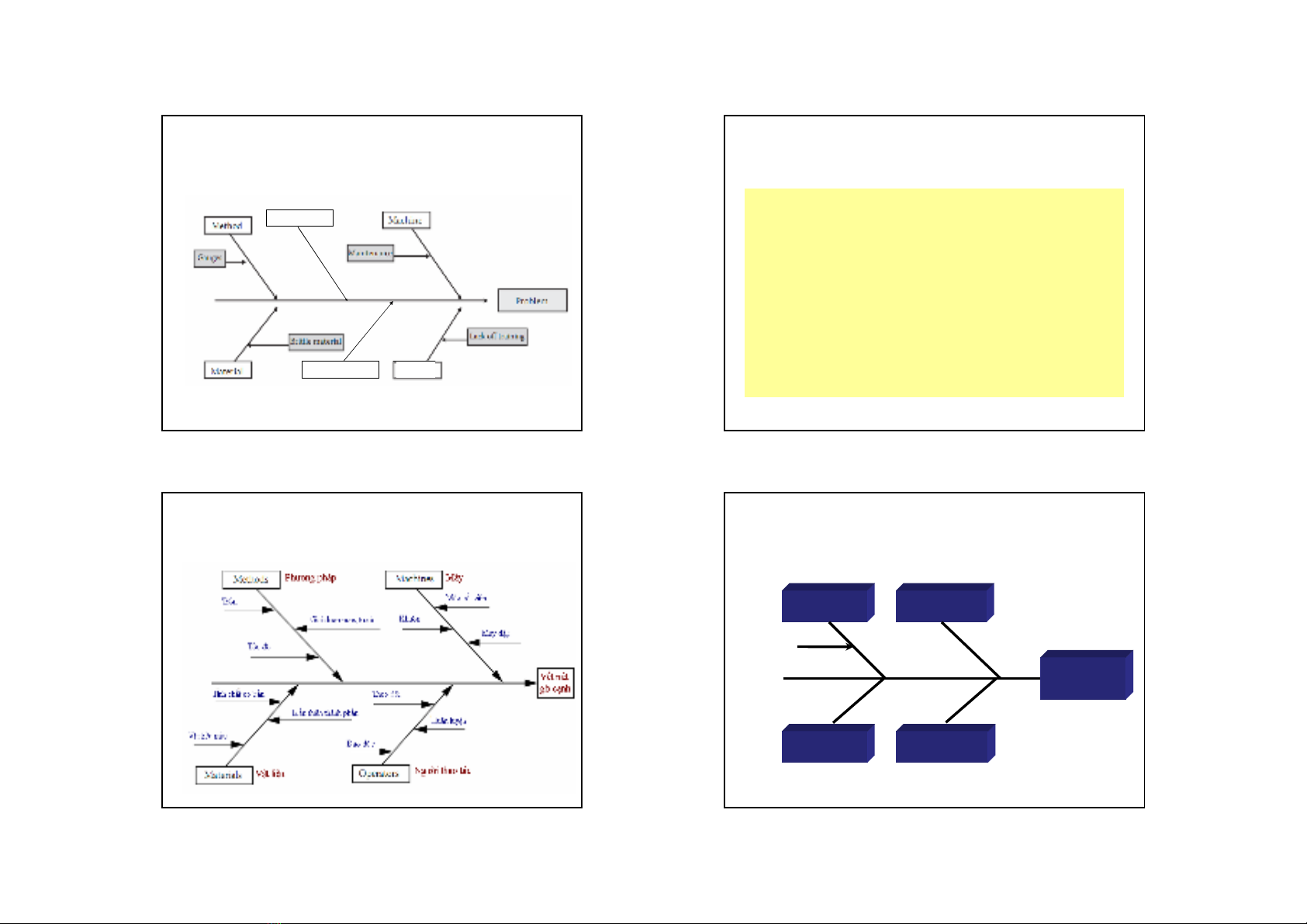
4
5M – 1E
Environment
Men
Measurement
- Con ngư!i
(Men/women)
- Máy móc (Machine )
-Đo lư!ng
(Measurement)
- Vt liu (Material)
- Phương pháp
(Method)
- Môi trư!ng
(Environment)
• Thông thưng mt hay nhiu hơn “5 Ms và 1 E” là các
nguyên nhân ñu tiên gây nên hu qu.
•Con ngư!i (Men/women)
•Máy móc (Machine )
•Đo lư!ng (Measurement)
•Vt liu (Material)
•Phương pháp (Method)
•Môi trư!ng (Environment)
Ví dphân tích nguyên nhân – hu qutrong quá trình
dp phôi
Biuñ# nhân qu(hay xương cá): ñi vi dch v
Biuñ# nhân qu(hay xương cá): ñi vi dch v
Vnñ
cht lưng
Chính sách
(Policies)
Thit b
Equipment
Con ngư"i
People
Quá trình
(procedures)
5
Xây dng biuñ# nhân qu
• Bưc 1: xác ñnh vnñ cn gii quyt, là hu quca
các nguyên nhân cn tìm
• Bưc 2: lp danh sách nhng nguyên nhân chính ca vn
ñ ñã nêu, ñt 5 ln các câu hi 5W (???) và 2H (???).
Sau ñó thhin chúng bng các mũi tên hưng vào mũi
tên chính
• Bưc 3: tip tc tìm ra các nguyên nhân cthhơn
(ng/nhân ph) trong tng nguyên nhân chính, ñưc th
hin bng mũi tên hưng vào mũi tên nguyên nhân chính
• Bưc 4: Có thphân tích sâu thêm tng nguyên nhân
ph…
Biuñ nhan qu ñòi hi stham gia tho lun ca tt c
các thành viên trong doanh nghip (pp Brainstorming –
Đng não)
Xây dng biuñ# nhân qu
Phương pháp tìm nguyên nhân ca vnñ
•Phương pháp 4 M: Nhân lc (Manpower), máy móc
(machine) vt tư(Materials), phương pháp
(Method); ho(c 5M: thêm Đo lư"ng (Measurement)
•Phương pháp 5W (Why? When? Where? What?
Who?) và 2H (How? How many?)
•PP 8P, 4S: dùng cho công nghip dch vvà qun
lý
•Phương pháp ñng não (Brainstorming): là pp tp
th, trong ñó năng lc sáng to ca m8i ngư"i
ñưc tăng cư"ng nh"ý kin ca nh!ng ngư"i
khác trong nhóm.
•Có các d!liu trong quá kh, bng check list…
Ví d: ñ(t 5 ln câu h)i Why ñ xác ñnh nguyên nhân gc r%:
•1. Q: Ti sao máy nén khí này không hotñng?
•A: B7i vì dây ñai b ñt
•2. Q: Ti sao dây ñai b ñt ?
•A: B7i vì bánh răng quay không ñ nhanh.
•3. Q: Ti sao bánh răng quay không ñ nhanh?
A: B7i vì du bôi trơn trc bánh răng ñã cn
•4. Q: Ti sao du bôi trơn trc bánh răng cn ?
A: Vì bo dư9ng phòng ng&a (PM) cho máy này ñã quá hn
gn 2 tun
5. Q: Ti sao bo dư9ng phòng ng&a (PM) cho máy này b
quá hn gn 2 tun?
•A: B7i vì ngư"i phtrách bo dư9ng bôi trơn ngh:phép 2
tun
•6. Q: Ti sao không tìm ngư"i khác thay th?
•A: B7i vì chúng tôi không có khoch làm thay thkỳngh:
cho bphn bo dư9ng, và các công nhân ca chúng tôi
không ñưc hun luyn và trao quynñ làm công vic bôi
trơn.












![Case study 7 bước tiếp cận: Tài liệu [mô tả/định tính]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260526/vispacex_27/135x160/6471779797448.jpg)









![Tài liệu tham khảo Quản trị sản xuất [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/hoacattuong2026/135x160/4161778813944.jpg)
![200 câu hỏi trắc nghiệm môn Quản trị chiến lược [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/hoacattuong2026/135x160/65371778813945.jpg)


%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)