Bài 5: HÀN GÓC KHÔNG VÁT MÉP Ở
V TRÍ ĐNG (4F)Ị Ứ
M c tiêu c a bài: ụ ủ
Sau khi h c xong bài h c này ng i h c có kh năng:ọ ọ ườ ọ ả
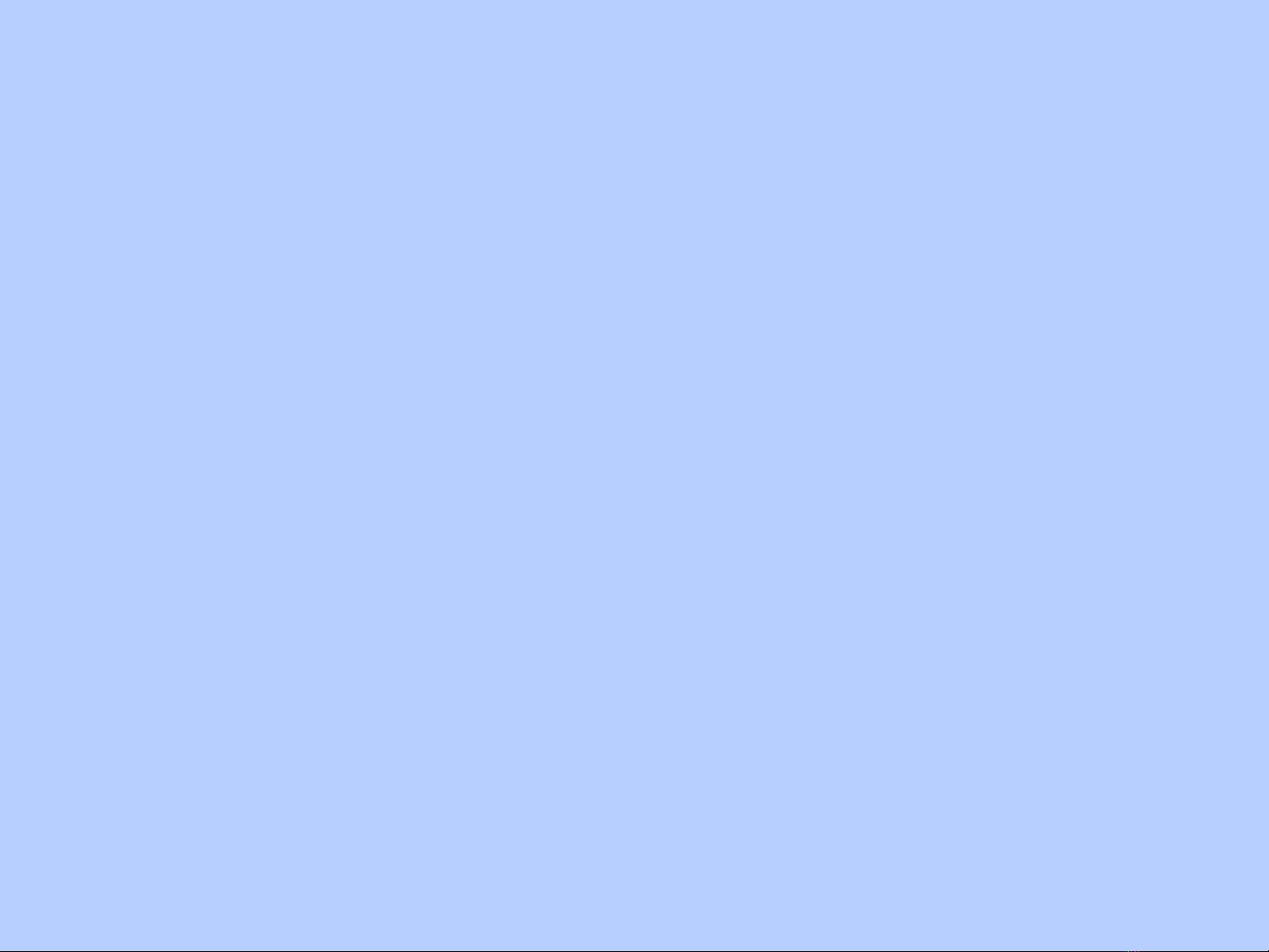
- Nêu đc quy trình chu n b phôi hàn góc không vát mép v trí ượ ẩ ị ở ị
ng a.ử
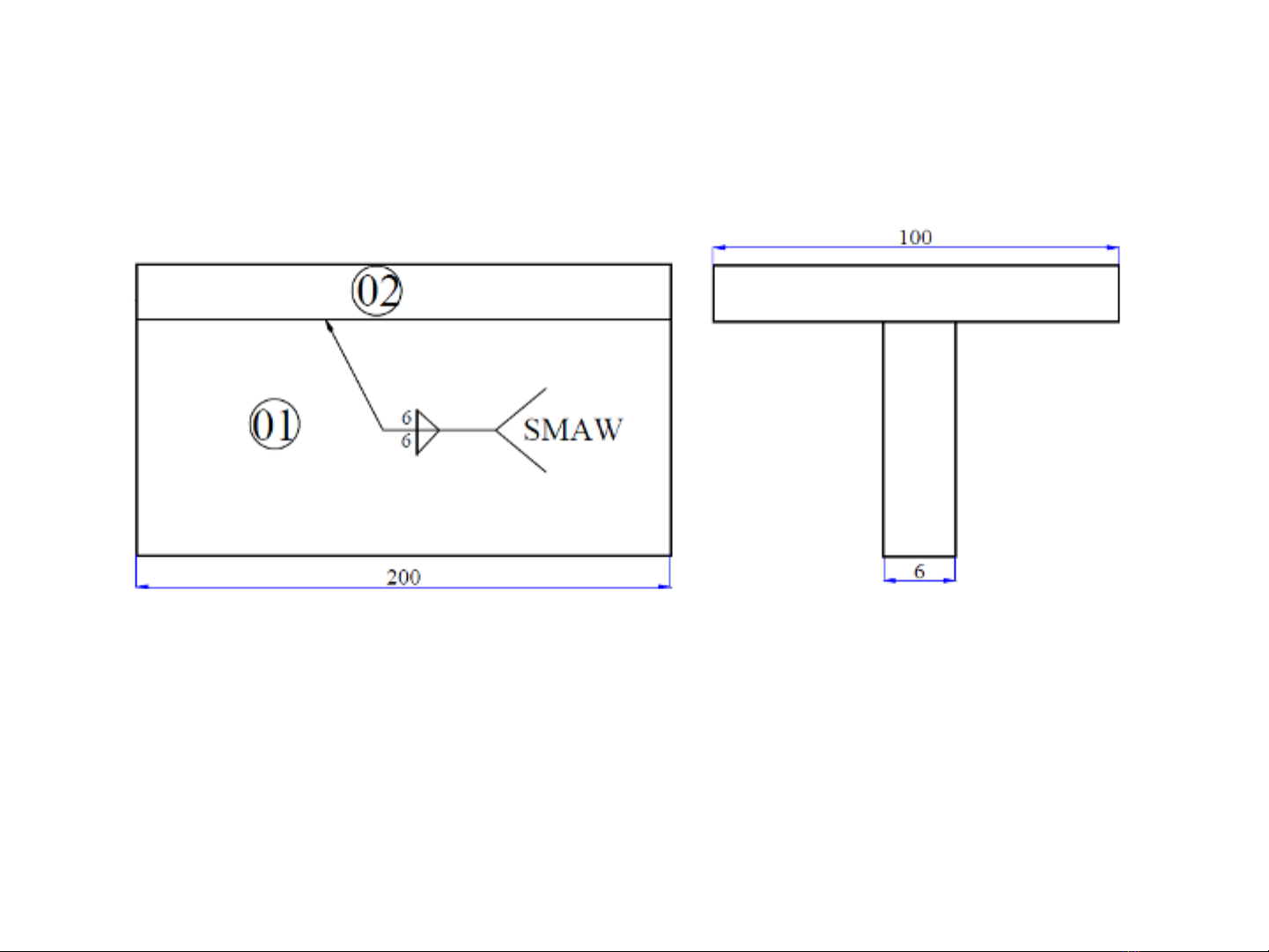
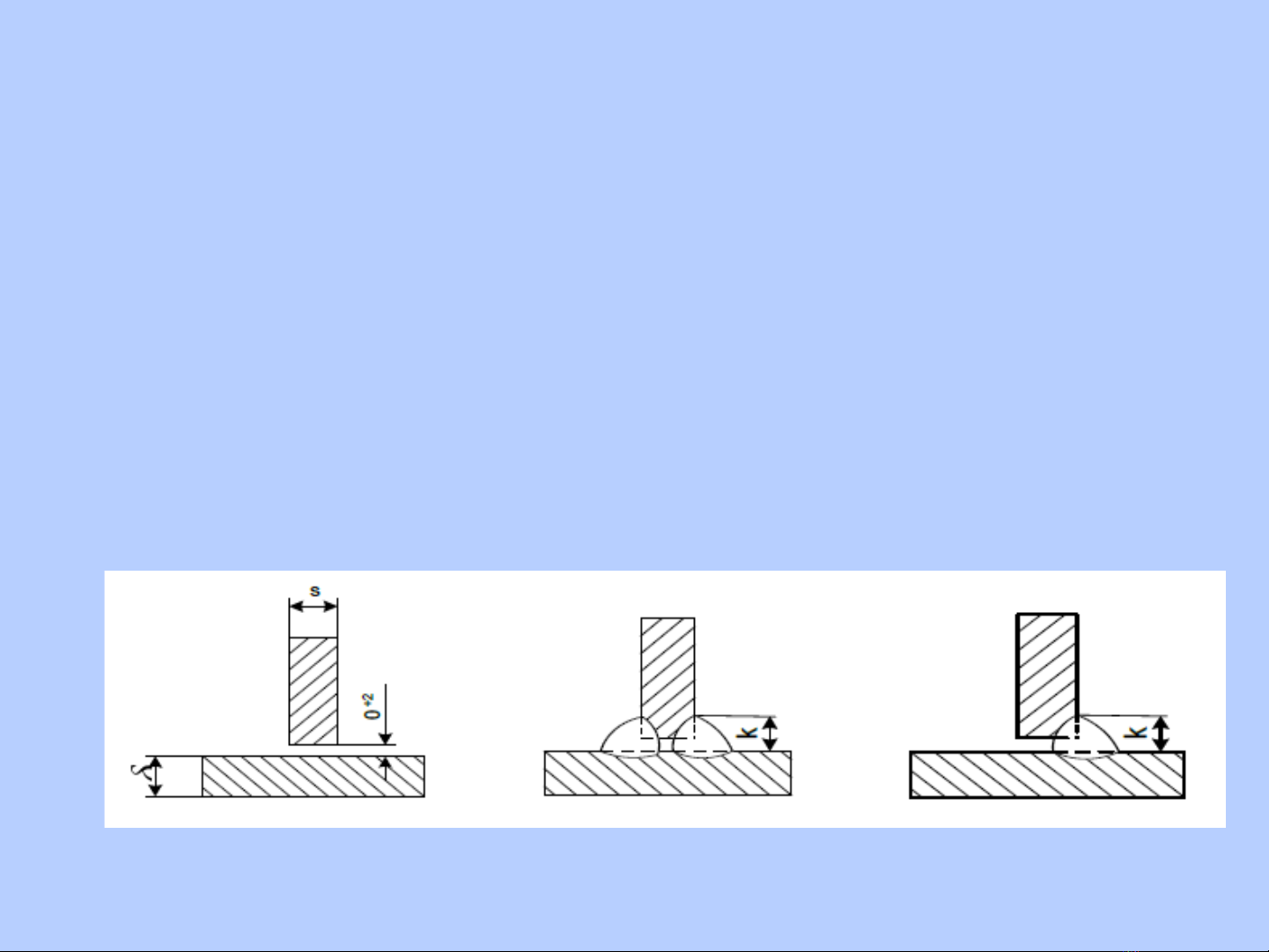
- Trình bày đc k thu t hàn góc không vát mép v trí ng a.ượ ỹ ậ ở ị ử
- Chu n b phôi hàn đúng kích th c b n v , đm b o yêu c u k ẩ ị ướ ả ẽ ả ả ầ ỹ
thu t.ậ
- Gá đính phôi hàn ch c ch n, đúng kích th c, đúng v trí.ắ ắ ướ ị
- Tính toán và ch n ch đ hàn góc (dọ ế ộ qh, Ih, Vh) phù h p v i chi u dày ợ ớ ề
v t li u và v trí hàn ng a.ậ ệ ị ử
- Hàn đc m i hàn góc không vát mép v trí ng a đm b o đ sâu ượ ố ở ị ử ả ả ộ
ng u, không l n x , r khí, cháy c nh, vón c c, ít bi n d ng. ấ ẫ ỉ ỗ ạ ụ ế ạ
- Rèn luy n tính c n th n, làm vi c đc l p, t duy sáng t o, ti t ki m ệ ẩ ậ ệ ộ ậ ư ạ ế ệ
nguyên v t li u đm b o an toàn cho ng i và thi t b .ậ ệ ả ả ườ ế ị