
Câu h i ôn thi h c ph n công ngh CNCỏ ọ ầ ệ
Trình đ : Đ i h cộ ạ ọ
Ngày giao:…../…../…… L p: …………………………………………………..ớ
I. Lý thuy t:ế
1. Trình bày khái ni m v l p trình và qu đ o gia công. L y ví d v qu đ o giaệ ề ậ ỹ ạ ấ ụ ề ỹ ạ
công phay.
2. Khái ni m vệ ề Qu đ o gia công và qu đ o c a d ng c c t.ỹ ạ ỹ ạ ủ ụ ụ ắ
3. Trình bày Cách ghi kích th c cho chi ti t gia công. ướ ế L y 01 ví d minh hoấ ụ ạ
4. Trình bày Khái quát v ch ng trình NCề ươ
5. Trình bày Khái quát v ch ng trình con; l y ví d minh h a.ề ươ ấ ụ ọ
6. Trình bày các ph ng pháp l p trình NCươ ậ
7. Trình bày các hình th c t ch c l p trình NCứ ổ ứ ậ
8. Trình bày các H tr c to đ trên máy công c CNCệ ụ ạ ộ ụ
9. Trình bày Các đi m chu n trên máy công c CNCể ẩ ụ
10. So sánh máy CNC và máy thông th ngườ
11. Trình bày Các ch tiêu gia công c a máy CNCỉ ủ
12. Trình bày Tính v n năng c a máy CNC.ạ ủ
13. Trình bày H th ng d ng c c t trên máy CNCệ ố ụ ụ ắ
14. Trình bày Thi t b gá và thay dao đi n hình trên máy CNCế ị ể
15. Trình bày H th ng đo hành trình trên máy CNCệ ố
16. Trình bày H th ng truy n d n c a máy công c CNCệ ố ề ẫ ủ ụ
17. Trình bày Các d ng v n hành c a h đi u khi n CNCạ ậ ủ ệ ề ể
18. Trình bày Khái ni m v Đi u khi n sệ ề ề ể ố
19. Phân bi t Đi u khi n s và ệ ề ể ố Đi u khi n không theo sề ể ố
20. Trình bày khái ni m v H đi u khi n NCệ ề ệ ề ể .
21. Trình bày khái ni m v H đi u khi n CNCệ ề ệ ề ể .
22. Trình bày khái ni m v H đi u khi n DNCệ ề ệ ề ể .
23. Trình bày khái ni m v H đi u khi n thích nghiệ ề ệ ề ể .
24. Trình bày d ng đi u khi n đi m - đi m.ạ ề ể ể ể
25. Trình bày d ng đi u khi n đ ng th ng.ạ ề ể ườ ẳ
26. Trình bày d ng đi u khi n biên d ngạ ề ể ạ
27. Trình bày Đ c đi m c a quy trình công ngh gia công trên máy CNCặ ể ủ ệ
28. Trình bày Các giai đo n thi t k QTCN gia công trên máy CNCạ ế ế
a. L p ti n trình công nghậ ế ệ
b. Thi t k nguyên côngế ế
c. Thi t k nguyên côngế ế
29. Ch n ch ng lo i chi ti t gia công trên máy CNCọ ủ ạ ế
30. Trình bày Yêu c u đ i v i tính công ngh c a chi ti tầ ố ớ ệ ủ ế
31. Trình bày Ph ng pháp phân lo iươ ạ nguyên công trên máy công c CNCụ
32. Trình bày Ph ng pháp Phân lo i l và Các b c đi n hình gia công lươ ạ ỗ ướ ể ỗ
33. Trình bày Th t gia công lứ ự ỗ.
34. Trình bày Contour c a chi ti t và phôi khi ti nủ ế ệ
35. Trình bày Vùng gia công ti nệ
36. Trình bày s đ các b c ơ ồ ướ ti n thô b m t chínhệ ề ặ
37. Trình bày Ph ng phápươ Xác đ nh vùng l ng d gia công ti nị ượ ư ệ
38. Trình bày Vùng gia công phay
39. Trình bày S đ các b c khi phayơ ồ ướ
40. L p phi u công ngh tính toán khi gia công ti nậ ế ệ ệ
41. L p trình gia công chi ti t tròn xoayậ ế
42. L p trình gia công b m t renậ ề ặ
43. K thu t ch ng trình conỹ ậ ươ
44. Hi u ch nh bán kính mũi daoệ ỉ
45. Trình bày s đ phay Contourơ ồ
46. Trình bày s đ phay m t ph ngơ ồ ặ ẳ
47. Trình bày hi u ch nh bán kính dao khi phayệ ỉ
48. Trình bày ph ng pháp phân lo i h th ng t đ ng hóa l p trìnhươ ạ ệ ố ự ộ ậ
49. Trình bày nhi m v c a ch ng trình ti n x lýệ ụ ủ ươ ề ử
50. Trình bày nhi m v c a ch ng trình x lýệ ụ ủ ươ ử
51. Trình bày nhi m v c a ch ng trình h u x lýệ ụ ủ ươ ậ ử
52. Trình bày các khai báo PARTNO; MACHIN & CLPRNT.
53. Trình bày cách khai báo xác đ nh đi mị ể
54. Trình bày cách khai báo xác đ nh đ ng th ngị ườ ẳ
55. Trình bày cách khai báo xác đ nh contourị
56. Trình bày cách khai báo xác đ nh đi m xu t phátị ể ấ
57. Trình bày cách khai báo xác đ nh đi m đích.ị ể
58. Trình bày v đ chính xác c a máy CNC.ề ộ ủ
59. Trình bày sai s c a b n i suyố ủ ộ ộ
60. Trình bày sai s c a ch đ n i suyố ủ ế ộ ộ
61. Trình bày sai s c a ph ng pháp x p x trong ch đ n i suy.ố ủ ươ ấ ỉ ế ộ ộ
62. Trình bày ph ng phápươ nghiên c u đ chính xác gia côngứ ộ
a. Ph ng pháp đ ng cong phân bươ ườ ố
b. Ph ng pháp đ th các đi mươ ồ ị ể
c. Ph ng pháp đ th chính xácươ ồ ị
63. Trình bày ph ng pháp đ m b o đ chính xác gia công.ươ ả ả ộ
64. Trình bày hi u qu kinh t hàng năm khi s d ng máy CNC.ệ ả ế ử ụ
65. Th i gian hoàn v n và hi u qu kinh t trong su t th i gian s d ng máy CNCờ ố ệ ả ế ố ờ ử ụ
66. Trình bày bi n pháp nâng cao hi u qu gia công trên máy CNCệ ệ ả
67. Trình bày các y u t gi m giá thành gia côngế ố ả
68. Trình bày ch c năng G01/G00ứ
69. Trình bày ch c năng G90/G91ứ
70. Trình bày ch c năng G02/G91ứ
71. Trình bày ch c năng G03/G90ứ
72. Trình bày ch c năng G40/G41/G42ứ
73. Trình bày ch c năng G45/G40ứ
74. Trình bày ch c năng G46/G4ứ1
75. Trình bày ch c năng G47/ G42ứ
II. Bài t p:ậ
+ D ng 1:ạ Làm bài toán ng cượ
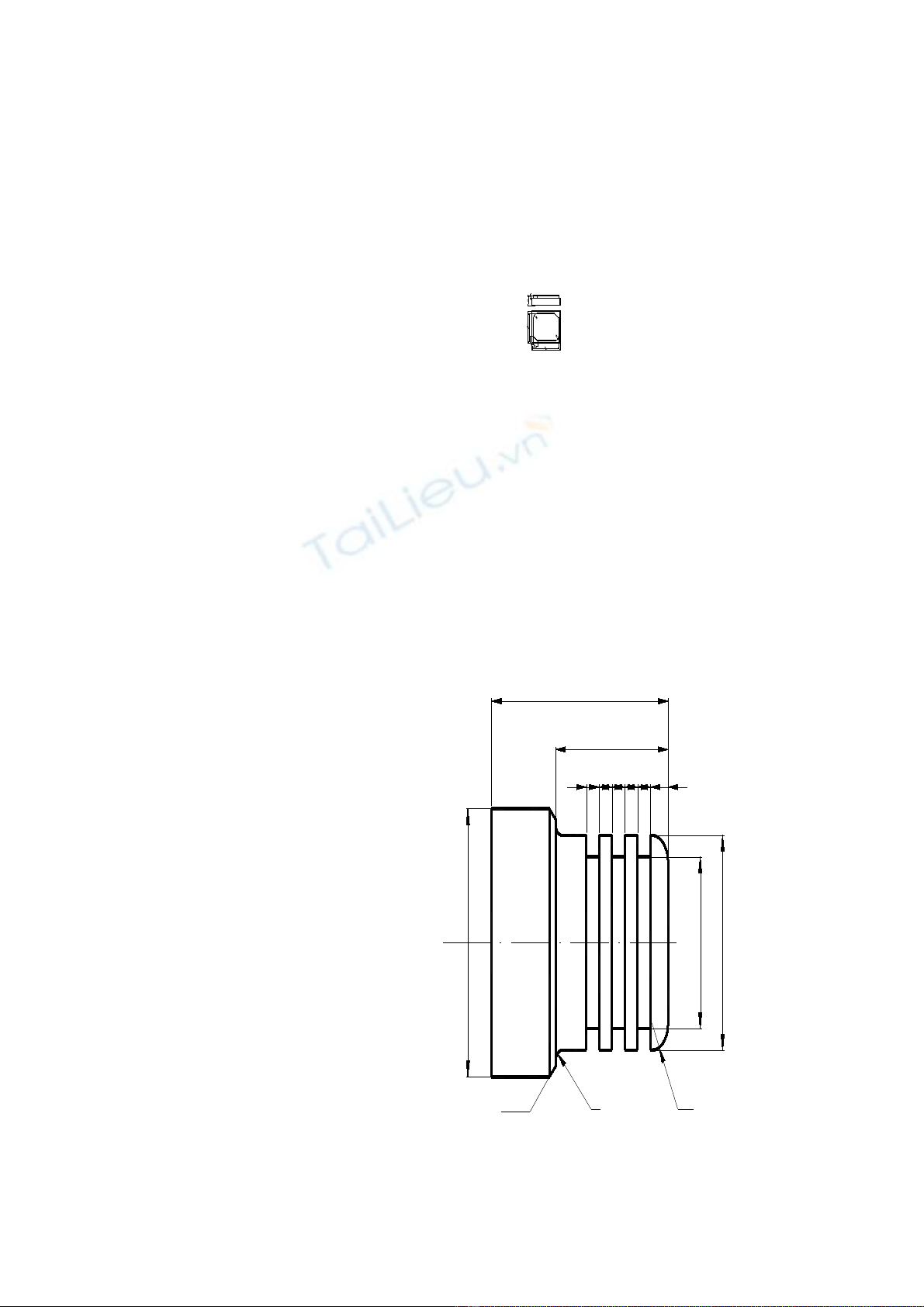
BT1: V đ ng contour c a chi ti t theo đo n ch ng trình ti n NC đã cho (D ng cẽ ườ ủ ế ạ ươ ệ ụ ụ
đang t a đ 0; 0; 0).ở ọ ộ
N0 G90
N1 G1 X20
N2 G1 Z-20
N3 G1 X30
N5 G1 Z-40
N6 G1 X50 Z-50
N7 G1 X60
N8 G1 X80 Z-70
N4 G1 X40 Z-30 N9 G1 Z-80
BT2: V đ ng contour c a chi ti t theo đo n ch ng trình đã cho (D ng c đang ẽ ườ ủ ế ạ ươ ụ ụ ở
t a đ 0; 0; 0).ọ ộ
N0 G91
N1 G1 X10
N2 G1 Z-20
N3 G1 X5
N4 G1 X5 Z-10
N5 G1 Z-10
N6 G1 X5 Z-10
N7 G1 X5
N8 G1 X10 Z-20
N9 G1 Z-10
+ D ng 2:ạ Làm bài toán thu nậ
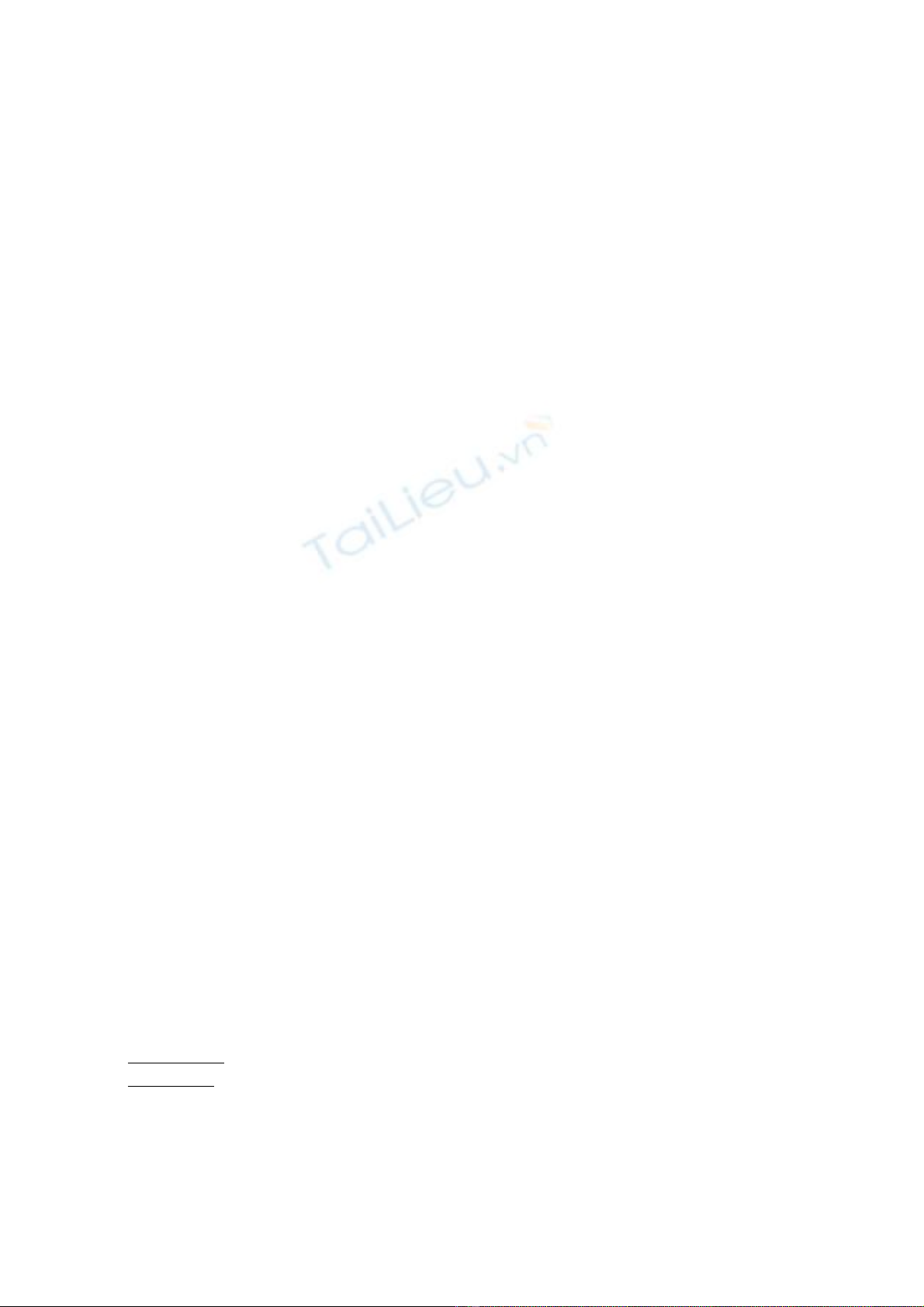
Lo i BT1 (Phay):ạ L p trình gia công chi ti t cho trong hình v sau v i phậ ế ẽ ớ ng pháp toươ ạ
đ t ng đ i (G91) ho c tuy t đ i (G90). V i các tham s công ngh : F =ộ ươ ố ặ ệ ố ớ ố ệ
mm/phút; S = m/phút; Dung d ch làm mát là Ê mun xi.V t li u làm dao HSS, v tị ậ ệ ậ
li u chi ti t gia công C45. Phôi đã đ c gia công c v i kích th c 100*70*30.ệ ế ượ ơ ớ ướ
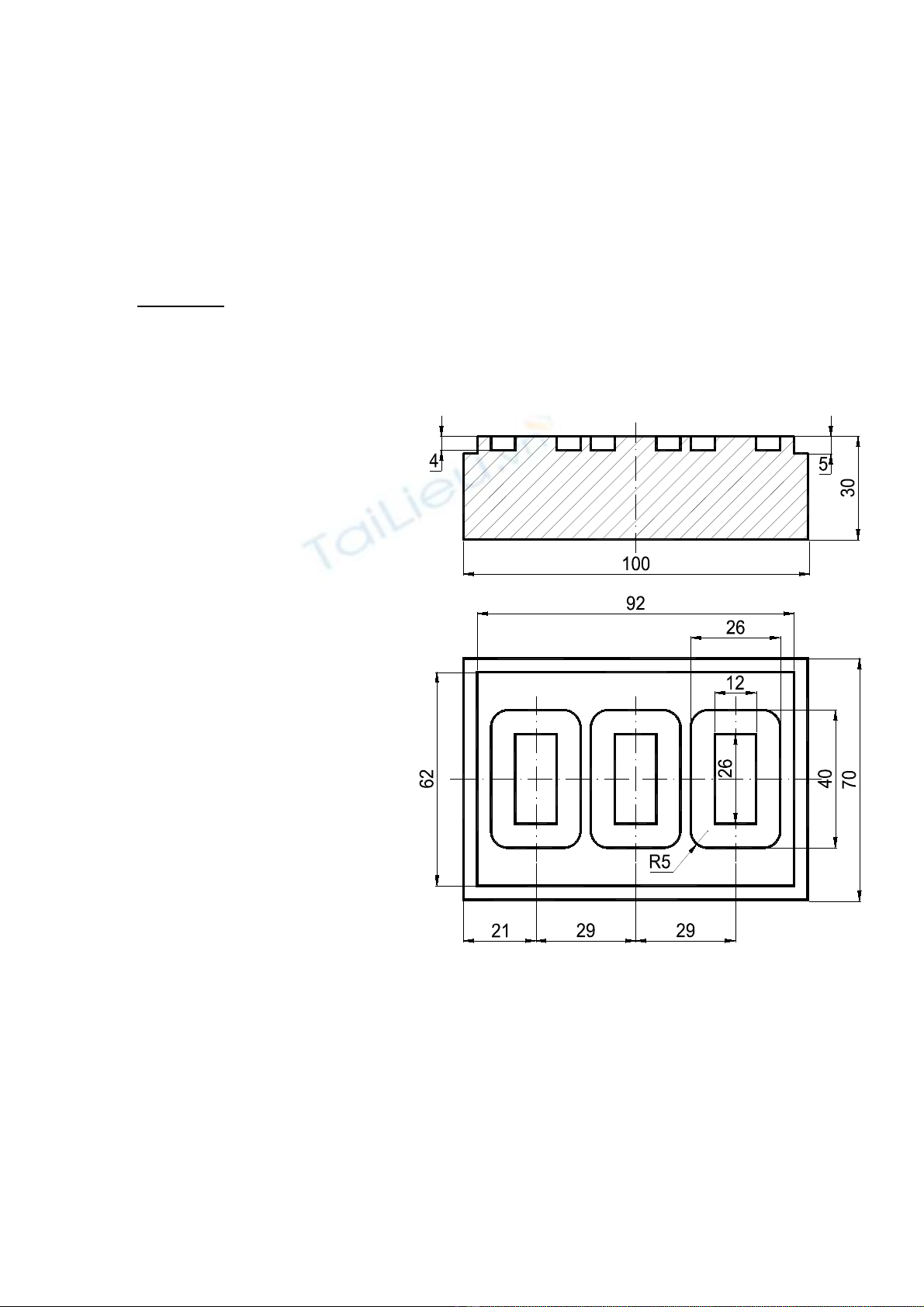
Lo i ạBT2 (Ti n):ệ S d ng k thu t ch ng trình chính và ch ng trình con đ l pử ụ ỹ ậ ươ ươ ể ậ
trình gia công chi ti t. V i các tham s công ngh : F = mm/phút; S = m/phút;ế ớ ố ệ
Dung d ch làm mát là Ê mun xi.V t li u làm dao HSS, v t li u chi ti t gia côngị ậ ệ ậ ệ ế
C45. Dao c t rãnh có B = 3mm.ắ
Ø 32
44444 6
2x45°
Ø 50
Ø40
R2 R5
55
35
Ø 32
44444 6
2x45°
Ø 50
Ø40
R2 R5
55
35















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)