ĐÁP ÁN
Môn thi CAD/CAM-CNC c b n (đ s 01, thi ngày 25/12/2017) ơ ả ề ố
Câu 1 {5 đi m}ể
1.1 Trình t gia côngự[0,5 đi m]ể
B c ướ Nhi m v gia côngệ ụ D ng c gia côngụ ụ
1 Ti n v t m t ệ ạ ặ Dao ti n thô tráiệ
2Ti n thô biên d ng ngoài ệ ạ
(không rãnh) Dao ti n thô tráiệ
3Ti n tinh biên d ng ngoài ệ ạ
(không rãnh) Dao ti n tinh tráiệ
4 Ti n rãnhệDao ti n rãnhệ
5 Ti n ren ngoài M18ệDao ti n ren ngoài ệ
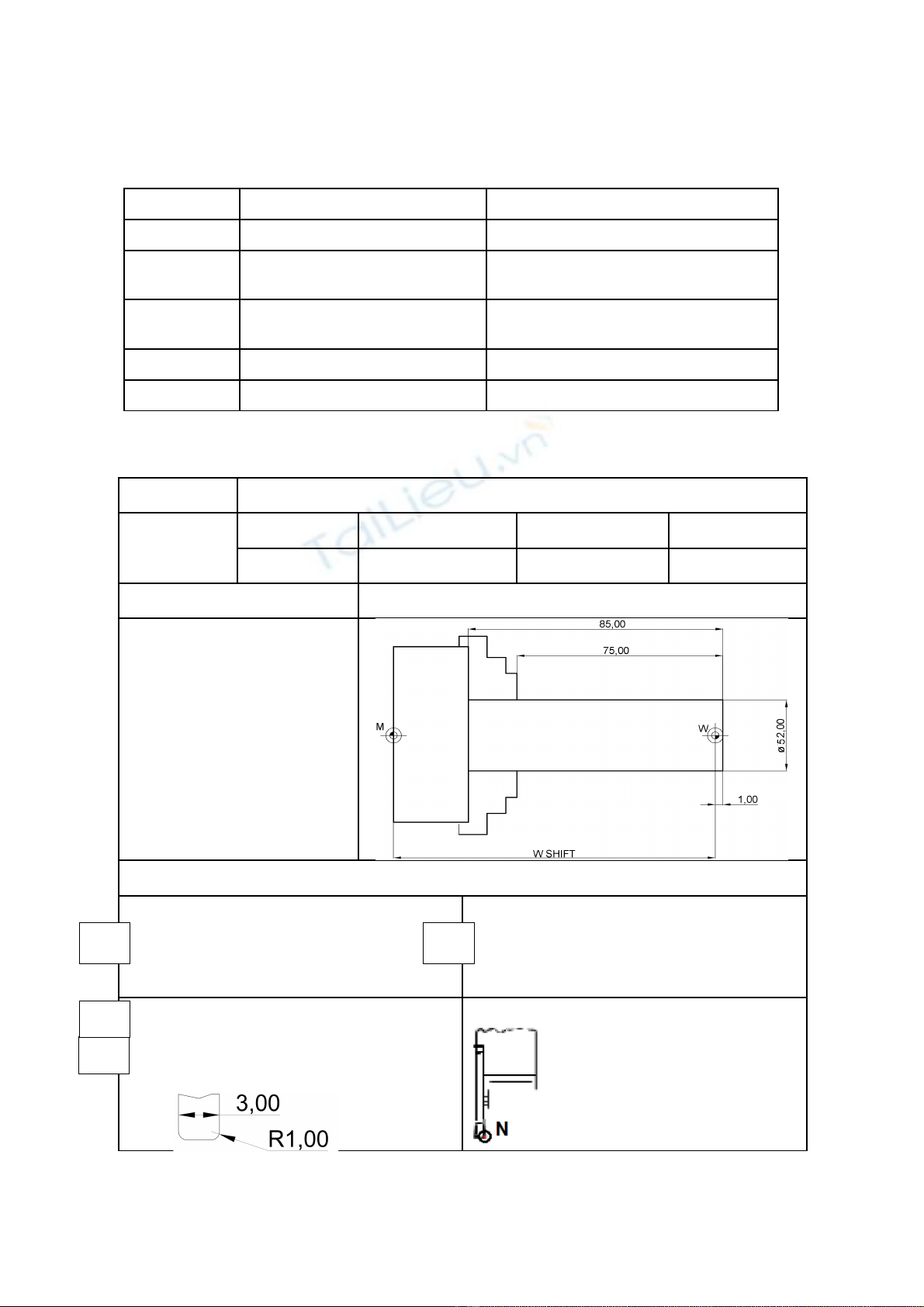
1.2 Phi u công nghêế[0,5 đi m]ể
Máy Máy ti n CNC 2 tr cệ ụ
PhôiV t li uậ ệ Kích th cướ Ký hi uệGhi chú
HK Al 52 x 85 XXX XXX
Gá k pẹChu n chi ti tẩ ế
Mâm c p 3 ch uặ ấ
Ch đ c tế ộ ắ
-
1/04-
3
4
12
T0101: Roughing tool SCAC L 1616
S = 800 vòng/phút
F = 0.2 mm/vòng
t = 0.5 mm
T0101: Roughing tool SCAC L 1616
S = 800 vòng/phút
F = 0.2 mm/vòng
t = 0,5 ÷1 mm
T0202: Finishing tool SDJC L 1616
S = 1000 vòng/phút
F = 0.1 mm/vòng
t = 0,1 mm
T0303: Parting off tool
S = 500 vòng/phút
F = 0.1 mm/vòng
t = 1÷3 mm

1.3 Vi t ch ng trình gia công CNCế ươ [4 đi m]ể
O0001 <V t m t + ti n thô biên d ng> (1.5 đi m)ạ ặ ệ ạ ể
N5 G18 G80 G90
N10 T0101
N15 G97 S800 G95 F0.2 M3
N20 G0 X52 Z0
N25 G1 X-1
N30 G0 X54 Z2
N35 G73 U0.5 R1
N40 G73 P45 Q95 U0.5 W0.5
N45 G0 X16 Z0
N50 G1 X18 Z-1
N55 G1 Z-9
N60 G1 X16 Z-10
N65 Z-14
N70 G1 X26
N75 G1 Z-23
N80 X42 Z-50
N85 X44
N90 G3 X50 Z-53 R3
N95 G1 Z-70
N100 G0 X80 Z80
N105 T0202
N110 G97 S1000 G95 F0.3 M3
N115 G0 X54 Z2
N120 G72 P45 Q95 < ti n tinh > (0.5 đi m)ệ ể
N125 G0 X80 Z80
N130 T0303
N135 G97 S1000 G95 F0.1 M3
N140 G0 X20 Z-10
N145 G77 R1 <ti n rãnh> (1 đi m)ệ ể
N150 G77 X14 Z-11 P500 Q1000 R0.5
N170 G0 X80 Z80
N175 T0404
N180 G97 S500 G95 F0.4 M3
N185 G0 X20 Z2
N190 G78 P020560 Q100 R0.1 <ti n ren ngoài> (1 đi m)ệ ể
N195 G78 X15.57 Z-12 P1215 Q1000 F2.5
N200 G0 X80 Z80
N205 M5
N210 M30
L u ý: ư- Bài làm có th ch n các thông s ch đ c t h p lý khácể ọ ố ế ộ ắ ợ
- Ph n 1.3 ch đc tính đi m n u có làm ph n 1.1 và 1.2 phù h pầ ỉ ượ ể ế ầ ợ
-
2/04-
5T0404: External Thread tool NL 12-3L
S = 500 vòng/phút
F = 0.1 mm/vòng
t = 0,1 ÷0.2 mm
Câu 2 {5 đi m}ể
2.1 Trình t gia côngự[0,5 đi m]ể
B c ướ Nhi m v gia côngệ ụ D ng c gia côngụ ụ
1 Phay biên d ng ngoàiạDao phay ngón
2 Phay h c tròn phi 30ốDao phay ngón
3 Phay h c tròn phi 18ốDao phay ngón
4 Khoan l phi 11ỗMũi khoan phi 11
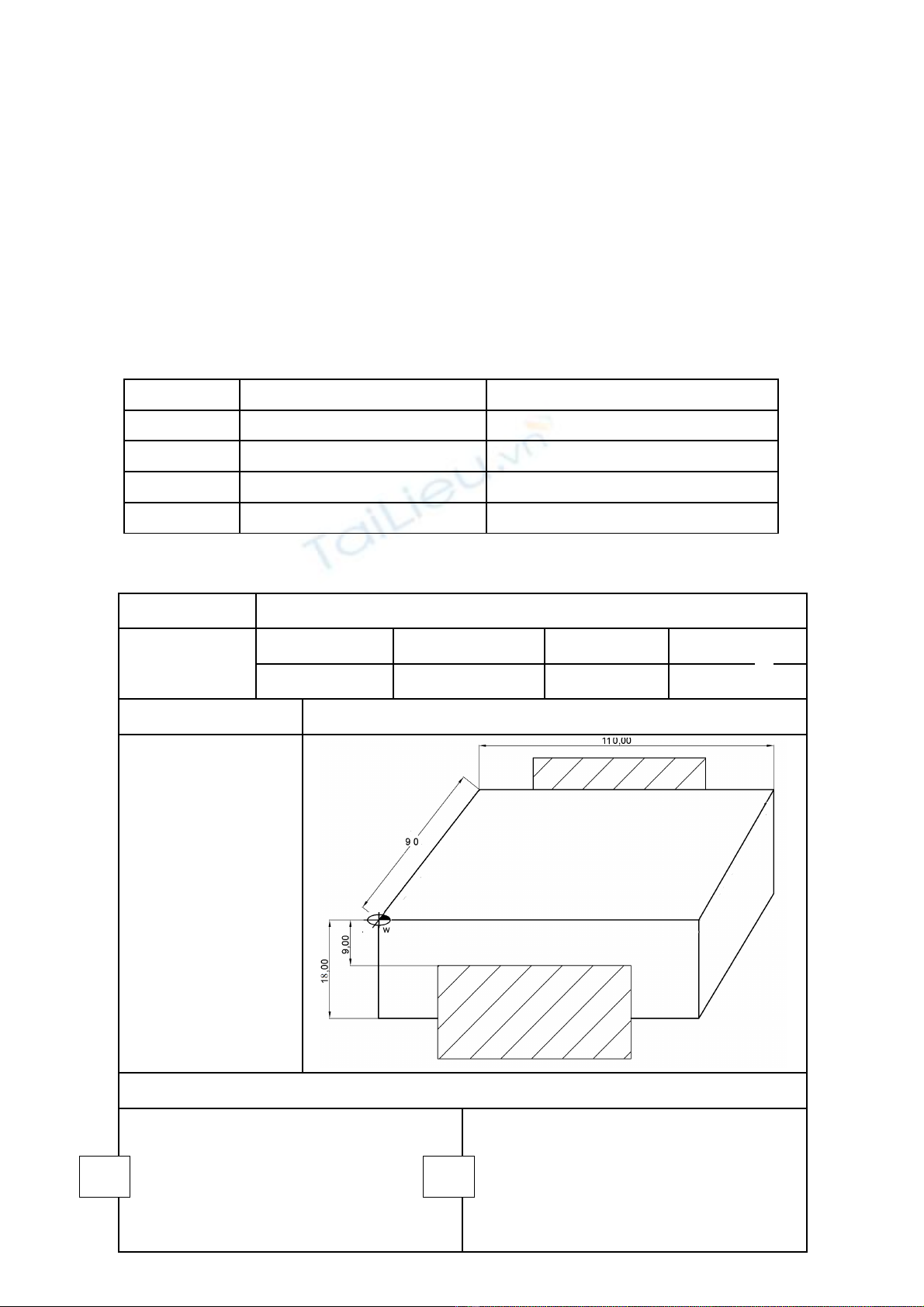
2.2 Phi u công nghêế[0,5 đi m] ể
Máy Máy phay CNC 3 tr cụ
PhôiV t li uậ ệ Kích th cướ Ký hi uệGhi chú
HK Al 110 x 90 x 18 XXX XXX
Gá k pẹChu n chi ti tẩ ế
Ê tô
Ch đ c tế ộ ắ
-
3/04-
12
T01 H01 Endmill 20
S = 2000 vòng/phút
F = 300 mm/phút
t = 2 mm (ch ng trình con l p 3 l n)ươ ặ ầ
T01 H01 Endmill 20
S = 2000 vòng/phút
F = 300 mm/phút
t = 2 mm (ch ng trình con l p 3 l n)ươ ặ ầ
T03 H03 drill 11
S = 600 vòng/phút
F = 100 mm/phút
L u ý:ư - Bài làm có th ch n các thông s ch đ c t h p lý khácể ọ ố ế ộ ắ ợ
- Ph n 2.3 ch đc tính đi m n u có làm ph n 2.1 và 2.2 phù h pầ ỉ ượ ể ế ầ ợ
2.3 Vi t ch ng trình gia công CNCế ươ [4 đi m]ể
O0001 (Ch ng trình chính) ươ (1 đi m)ể
N5 G17 G21 G80 G90 G54
N10 T1 M6 G43 H1
N15 S2000 M3
N20 G0 X-15 Y-4
N25 G0 Z1
N30 M98 P30002
N35 G0 Z50
N40 G0 X50 Y45
N45 Z1
N50 M98 P30003
N55 G0 Z50
N60 T2 M6
N65 S2000 M3
N70 G43 H2
N75 G0 X52 Y45
N80 Z-4
N85 M98 P70004
N90 G0 Z50
N95 T3 M6
N100 S600 M3
N105 G43 H3
N110 G0 X55 Y34
N115 G52 X55 Y45
N120 G16
N125 G0 X30 Y0
N130 Z5
N135 G98 G81 Y0 Z-12 F100
N140 Y72
N145 Y144
N150 Y216
N155 Y288
N160 G15 G52
N165 G0 Z50
N170 M5
N175 M30
O0002 (CT con phay biên d ng ngoài) (1 đi m)ạ ể
N5 G91 G1 Z-2 F300
N10 G90 G42 D2
N15 G1 X6 Y6
N20 G1 X104 Y6 R8
N25 Y70
-
4/04-
3T02 H02 Endmill 12
S = 2000 vòng/phút
F = 300 mm/phút
t = 2 mm (ch ng trình con l p 7 l n) ươ ặ ầ
4

N30 X95 Y84
N35 X16
N40 G2 X6 Y74 R10
N45 G1 X6 Y6
N50 G40 G1 X-15 Y-4
N55 M99
O0003 (CT con phay h c tròn phi 30 ) (1 đi m)ố ể
N5 G91 G1 Z-2
N10 G90
N15 G2 X50 Y45 I5 J0
N20 M99
O0004 (CT con phay h c tròn phi 18) (1 đi m)ố ể
N5 G91 G1 Z-2 F200
N10 G90
N15 G2 X52 Y45 I3 J0
N20 M99
L u ý: Bài làm có th ch n d ng ch y dao h p lý khác ho c dùng/không dùng hi u ư ể ọ ườ ạ ợ ặ ệ
ch nh bán kính dao.ỉ
-
5/04-


![Đề thi CAD/CAM CNC cơ bản học kì 2 năm 2019-2020 có đáp án [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250401/lakim0906/135x160/9231743476784.jpg)