1 | P a g e
Số hiệu: BM3/QT-PĐBCL-RĐTV
TRƯỜNG ĐH SƯ PHẠM KỸ THUẬT TPHCM
KHOA CƠ KHÍ MÁY
BỘ MÔN: CÔNG NGHỆ CHẾ TẠO MÁY
ĐÁP ÁN _ĐỀ THI HỌC KỲ 2
NĂM HỌC 2019-2020
Môn: CAD/CAM_CNC Cơ bản
Mã môn học: CACC320224
Câu 1 ( 3 điểm): hãy giải thích từng từ và địa chỉ trong các câu lệnh sau_lập trình phay
Câu lệnh
Ý nghĩa
N10 G21 G17 G90 G54 G94
(1.2 điểm)
N10 : số thứ tự câu lệnh
G21 : Đơn vị dùng lập trình: hệ Metric
G17 : mặt phẳng nội suy: XOY
G90 : lập trình dùng tọa độ tuyệt đối
G54 : gốc tọa độ chuẩn của chi tiết do người vận hành thao tác
xác định và lưu lại trên máy CNC (offset 1)
G94 : tốc độ chạy dao tính bằng mm/phút
N30 T01 M06
(0.4 điểm)
T01: Lệnh gọi dao ở vị trí 01 trong ổ tích dao
M6 : thay dao tự động
N40 G43 H01
(0.4 điểm)
G43: hiệu chỉnh chiều dài dao dương
H01 : ô nhớ lưu chiều dài dao hiệu chỉnh, ô nhớ số 1
N50 S1000 M03 M08
(1 điểm)
S1000 : tốc độ vòng quay trục chính, 1000 vòng/phút
M03 : dao quay CW
M08 : mở tưới trơn
2 | P a g e
Số hiệu: BM3/QT-PĐBCL-RĐTV
Câu 2 ( 1.5 điểm):
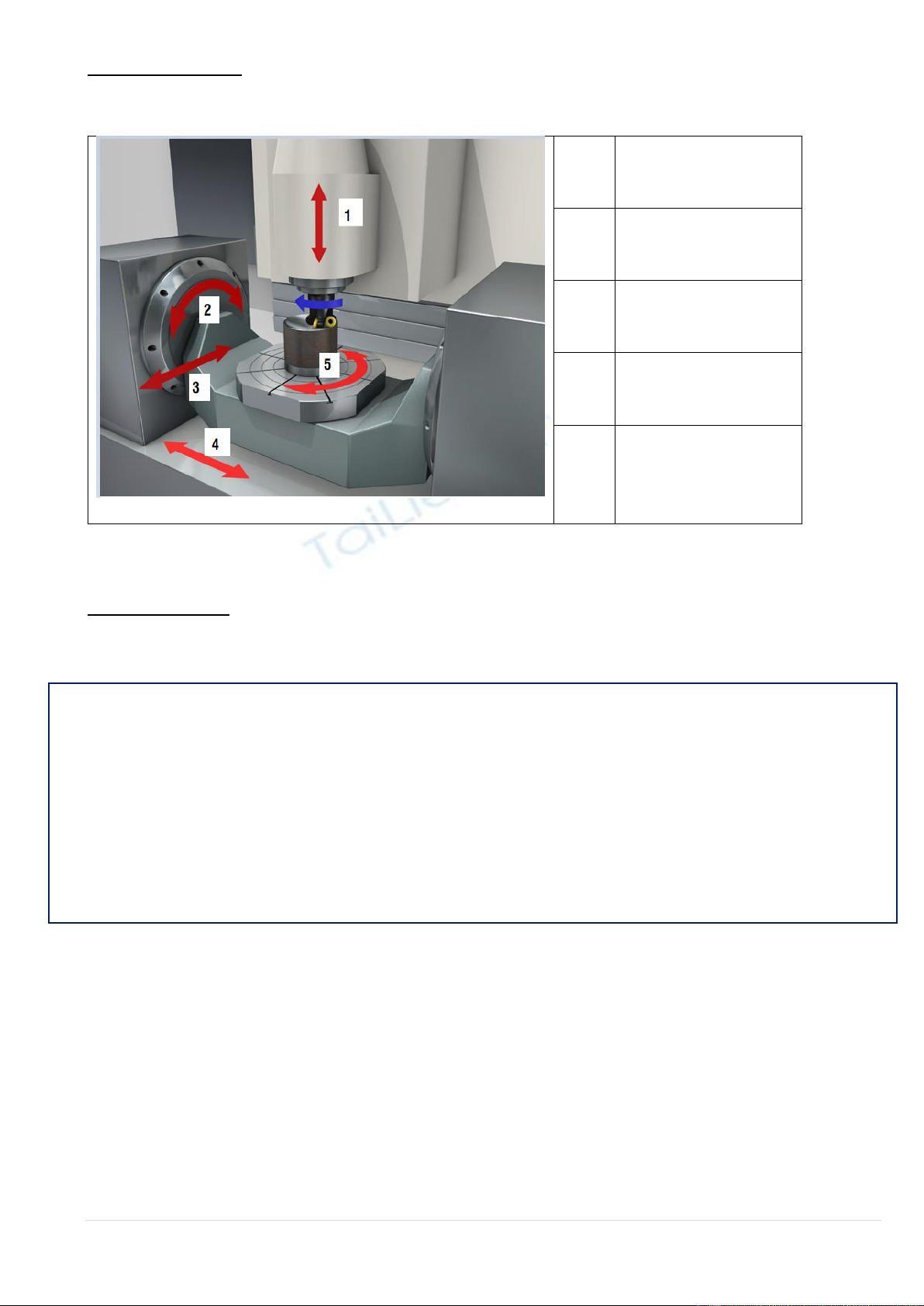
Cho hình vẽ , ghi ký hiệu các trục của máy (5 x0.3 điểm)
Hình 1
1
Z
2
A
3
Y
4
X
5
C
Câu 3 ( 5.5 điểm):
Hình 2
Câu 3.1 Chấm theo câu lệnh của sv.
1. Các dữ liệu trong G81 đúng (0.25đ)
2. khi gia công dao di chuyển từ lỗ 1 sang lỗ 2 trên mặt phẳng an toàn (3 mm)_ (0.5đ)
3. Kết thúc chu trình khoan (G80) (0.25đ)
4. Sau khi gia công xong lỗ thứ 2, dao về lại vi trí khi bắt đầu (0,0,100) (0.25đ)
5. dừng trục chính (M5) (0.25đ)
3 | P a g e
Số hiệu: BM3/QT-PĐBCL-RĐTV
Câu 3.3 (2.5 điểm)
Với dao T05, Viết chương trình con
O100 gia công tinh hốc.
yêu cầu
chiều sâu tối đa của 1 lát cắt
là 2 mm
F1 (cho G1) = 120
F2 (cho G2/G3) = F1/4
S1000
Lưu ý, trong từng câu lệnh
ghi rõ tọa độ của dao
Ghi rõ các điểm (P1, P2, …), dùng
để lập trình trên Hình 2. Và tọa độ
của điểm vào bảng (0.5 điểm)
Ex, G1 X10.0 Y2.0; (P2)
P
X,Y
P
X,Y
P1
0,0
P2
P3
P4
P5
P6
P7
Câu 3.2 (0.5 điểm)
hốc vuông 60 đã gia công thô, lượng dư còn lại cho thành hốc là 2mm. dao dùng khi gia công
thô, flat end mill, D30.
Để gia công tinh hết lượng dư, cần dùng dao flat end mill T05 có đường kính D1= ?
…………….
R dao < R hốc (0.25 điểm), D hợp lý_đảm bảo năng suất, độ cứng vững (0.25 điểm)
4 | P a g e
Số hiệu: BM3/QT-PĐBCL-RĐTV
Chương trình con (2.đ)
1. Dùng lệnh Đúng cú pháp (G0, G1, G2/G3) (0.2 điểm)
2. Dịch chỉnh dao Đúng : (0.2 điểm)
3. Sử dụng Đúng Dữ liệu công nghệ đã cho : G1(Fx=Fy, Fz<Fx), G2/G3(F), S (0.2
điểm)
4. Vào dao / Ra dao hợp lý (Phay tinh) : tiếp tuyến (0.2 điểm)
5. Phay tinh : sử dụng phay nghịch (0.2 điểm)
6. Gia công hết biên dạng (quỹ đạo chạy dao đúng) (0.5 điểm)
7. cắt hết lượng dư (0.5 điểm)
Câu 3.4 (1 điểm)
N30 S1000 M03;
N40 G90 G54 G00 G17 X0 Y0;
N50 Z100.0
…… Đưa dao vào vị trí bắt đầu (có liên quan đến ct con)
N60 M98 P100 L5; Hoặc M98 P5 100;
1. Đưa dao vào vị trí bắt đầu (có liên quan đến ct con) : (0.5 điểm)
2. Đúng cú pháp gọi chương trình con (0.5 điểm)


![Đề thi CAD/CAM CNC cơ bản học kì 2 năm 2019-2020 có đáp án [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250401/lakim0906/135x160/9231743476784.jpg)