Đáp án môn công ngh CAD/CAM-CNC c b n h c k I 15-16ệ ơ ả ọ ỳ
Câu 2 (4 đi m)ể
B c 1: (0.5 đi m) (b t bu c)ướ ể ắ ộ
Ch n phôi v t li u mica có kích th c : ọ ậ ệ ướ
Đng kính phôi Lx = 95+2=97ườ
Chi u dài phôi: Lềz= 80+24=104
Gá đt: Mâm c p ba ch u t đnh tâmặ ặ ấ ự ị
Ch n chu n th o ch ng: (W-M)z = 80+33=113ọ ẩ ả ươ
B c 2: (0.5 đi m) _b t bu cướ ể ắ ộ
Trình t gia công và l p phi u nguyên côngự ậ ế
TT B c coâng nghướ ệ Mã dao và ký hiệu Ch ñ c tế ộ ắ
t(m
m)
F
(mm/vòng)
S
(vòng/phút
)
1V t m t đuạ ặ ầ T0202 (roughing
tool)
1 0.2 1000
2Ti n thô bóc v biên ệ ỏ T0202 1 0.2 1000
ngoài
3Ti n tinh biên ngoàiệ T0404 (Fishing tool) 0.2 0.1 1500
4C t rãnhắT0606 (Parting off-
_3mm)
1 0.2 1000
5 Caét đñứt T0606 (Parting off-
_3mm)
1 0.2 800
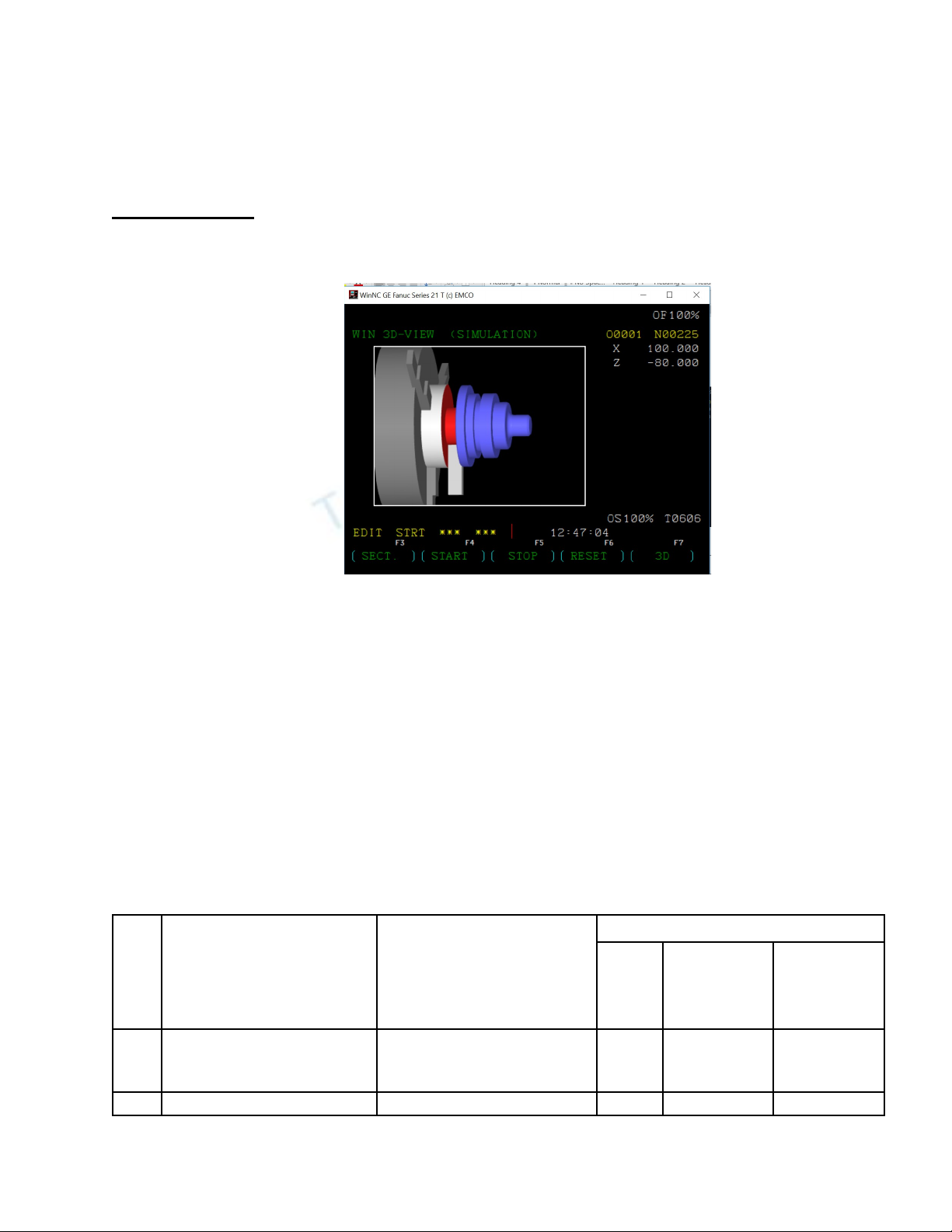
B c 3: So n th o ch ng trình ướ ạ ả ươ (3 đi m)ể
O0001
N5 G18 G21
N10 T0202
N15 G97 S1000 M3
N20 G95 F0.2
N25 G0 X99 Z0
N30 G1 X-1 F0.2
N35 G0 X99 Z2
N40 G73 U1 R0.5 (ti n thô_1.5đ b t bu c)ệ ắ ộ
N45 G73 P50 Q80 U0.2 W0.2
N50 G42 G1 X20 Z0
N55 G1 X25 Z-2.5
N58 G1 X25 Z-20
N60 G2 X35 Z-25 R5
N62 G1 X49 Z-25
N65 G3 X55 Z-28 R3
N68 G1 X55 Z-40
N70 G1 X75 Z-40
N75 G1 X75 Z-70
N78 G1 X95 Z-70
N80 G1 X95 Z-83
N85 G40 G0 X100 Z10
N100 T0404
N105 G97 S1500 M3
N110 G95 F0.1
N115 G0 X99 Z2
N120 G72 P50 Q80
N125 G40 G0 X100 Z10
N130 T0606
N135 G97 S1000 M3
N140 G95 F0.2
N145 G0 X80 Z-54
N150 G77 R0.5 (c t rãnh_0.5đ)ắ
N155 G77 X60 Z-58 P1000 Q2500
N160 G0 X97
N165 G0 X97 Z-80
N170 G77 R0.5(0.5 đi m)ể
N175 G77 X90 Z-81 P1000 Q2500
N178 G0 X99
N180 G0 X93 Z-80
N182 G1 X95 Z-79
N184 G0 X99 Z-79
N203 G97 S800 M3
N204 G95 F0.2
N215 G0 X97 Z-80
N220 G1 X-1 (c t đt_0.5đ)ắ ứ
N225 G0 X100
N230 M30
Câu 1: (6 đi m)ể
B c 1: (0.5 đi m_ b t bu c ph i có )ướ ể ắ ộ ả
Ch n phôi v t li u mica có kích th c : ọ ậ ệ ướ
Lx= 80 ; Ly = 500 ; Lz = 20
Gá đt: k p ch t b ng ê toặ ẹ ặ ằ
Ch n chu n th o ch ng: (W-M)x = 0 ; (W-M)y = 0 ; (P-M)z = 20ọ ẩ ả ươ
B c 2: (0.5 đm)ướ ể
Trình t gia công và l p phi u nguyên côngự ậ ế
TT B c coâng nghướ ệ Mã dao và ký hi uệCh ñ c tế ộ ắ
t(mm
)
F
(mm/phút)
S
(vòng/phút)
1Phay biên d ng ngoài ạT3 (Endmill 12) 2 200 2500
2Phay rãnh b r ng 9 mmề ộ T4 (Endmill 10) 4 150 1000
3Khoan m i ồT7 (startdrill
120/8mm)
2 150 1000
4Khoan lỗT6 (Twist Drill 5) 20 150 1000
B c 3: So n th o ch ng trình ướ ạ ả ươ (5 đi m)ể
O0001 (ch ng trình chính)ươ
N5 G17 G21 G40 G80 G49
N10 G54 G90
N15 T3 M6 F200
N20 G43 H03
N25 G0 X0 Y-35
N30 Z5 S2500 M3
N32 G0 Z0
N35 M98 P51111 (biên d ng ngoài ạ_2
đi m)ể
N40 G90 G0 Z50
N45 T4 M6(phay rãnh b r ng 11_1.5 ề ộ
đi m)ể
N50 G43 H4
N51 G0 X13 Y0
N53 Z5 S2500 M3
N55 G1 Z-2
N56 G2 X13 Y0 I-13 J0
N5 G1 X14 Y0
N60 G2 X14 Y0 I-14 J0
N62 G0 Z50
N65 M5
N70 T7 M6 F150 (khoan m i 0.5 đi m)ồ ể
N75 G43 H07
N78 G16
N80 G0 X13.5 Y15
N85 Z5 S1000 M3
N90 G81 G98 Z-4
N92 Y90
N94 Y165
N95 Y240
N96 Y315
N97 G80 G15
N100 G0 Z50
N101 M5
N102 T6 M6 F150 (khoan l 5_ 1 đi m)ỗ ể
N103 G43 H6
N104 G16
N105 G0 X13.5 Y15
N106 Z5 S1000 M3
N110 G83 G98 Z-20 P100 Q5
N115 Y90
N120 Y165
N125 Y240
N130 Y315
N135 G80 G15
N140 G0 Z50
N155 M5 M30

O1111 (biên d ng ngoài _ 2 đi mạ ể )
N5 G91 G1 Z-2
N10 G90 G42 D11
N15 G1 X0 Y-22
N17 G1 X37 Y-22 R5
N20 G1 X37 Y22 R5
N25 G1 X-37 Y22 R5
N30 G1 X-37 Y-22 R5
N35 G1 X10 Y-22
N40 G40 G0 X0 Y-35
N50 M99


![Đề thi CAD/CAM CNC cơ bản học kì 2 năm 2019-2020 có đáp án [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250401/lakim0906/135x160/9231743476784.jpg)