Số hiệu: BM2/QT-PĐBCL-RĐTV 1
TRƯỜNG ĐH SƯ PHẠM KỸ THUẬT TPHCM
KHOA: CKM
BỘ MÔN: CN CTM
ĐỀ THI CUỐI KỲ HỌC KỲ II NĂM HỌC 15-16
Môn: Trang bị CN trên máy CNC ..........................
Mã môn học: ECNC320724 ..........................................
Đề số/Mã đề: 02. Đề thi có 09 trang.
Thời gian: 60 phút.
Được phép sử dụng tài liệu.
Nộp lại đề cùng với phiếu TLTN.
Chữ ký giám thị 1
Chữ ký giám thị 2
CB chấm thi thứ nhất
CB chấm thi thứ hai
Số câu đúng:
Số câu đúng:
Điểm và chữ ký
Điểm và chữ ký
Họ và tên: ....................................................................
Mã số SV: ....................................................................
Số TT:………………………Phòng thi:……………
PHIẾU TRẢ LỜI
Hướng dẫn trả lời câu hỏi:
Chọn câu trả lời đúng: X. Bỏ chọn: Khoanh tròn chữ X. Chọn lại: Tô đen khoanh tròn.
STT
a
b
c
d
STT
a
b
c
d
STT
a
b
c
d
1
18
35
2
19
36
3
20
37
4
21
38
5
22
39
6
23
40
7
24
41
8
25
42
9
26
43
10
27
44
11
28
45
12
29
46
13
30
47
14
31
48
15
32
49
16
33
50
17
34
Số hiệu: BM2/QT-PĐBCL-RĐTV 2
CÂU HỎI
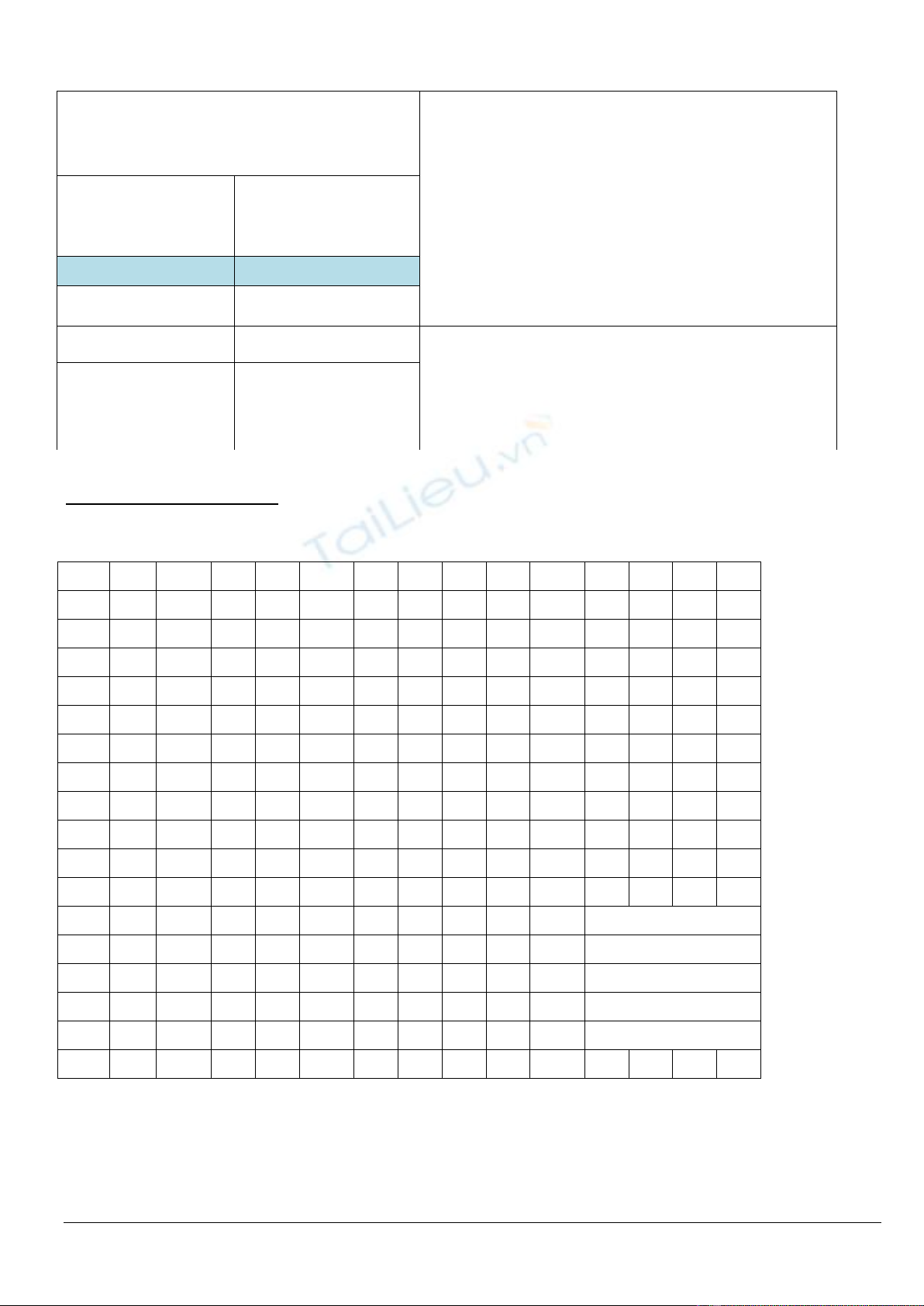
Câu 6: Đây là:
a. Quy trình gia công lỗ ren trái b. Quy trình gia công lỗ ren phải
c. Quy trình ta rô ren trái d. Quy trinh phay ren trái
Câu 7: Dao tổ hợp dùng trên trung tâm gia công CNC có thể thực hiện được bao nhiêu chức năng?
a. >9 chức năng b. 9 chức năng c. 5 chức năng d. > 10 chức năng
Câu 8: Dao phay ngón có đường kính nhỏ nhất là bao nhiêu?
a. 0.5 mm b. 0.4 mm c. 0.3 mm d. 0.04 mm
Câu 9: Mủi khoan kết cấu kiểu “ruột gà” có tỉ lệ L/D lớn nhất là bao nhiêu?
a. 62 b. 52 c. 82 d. 72
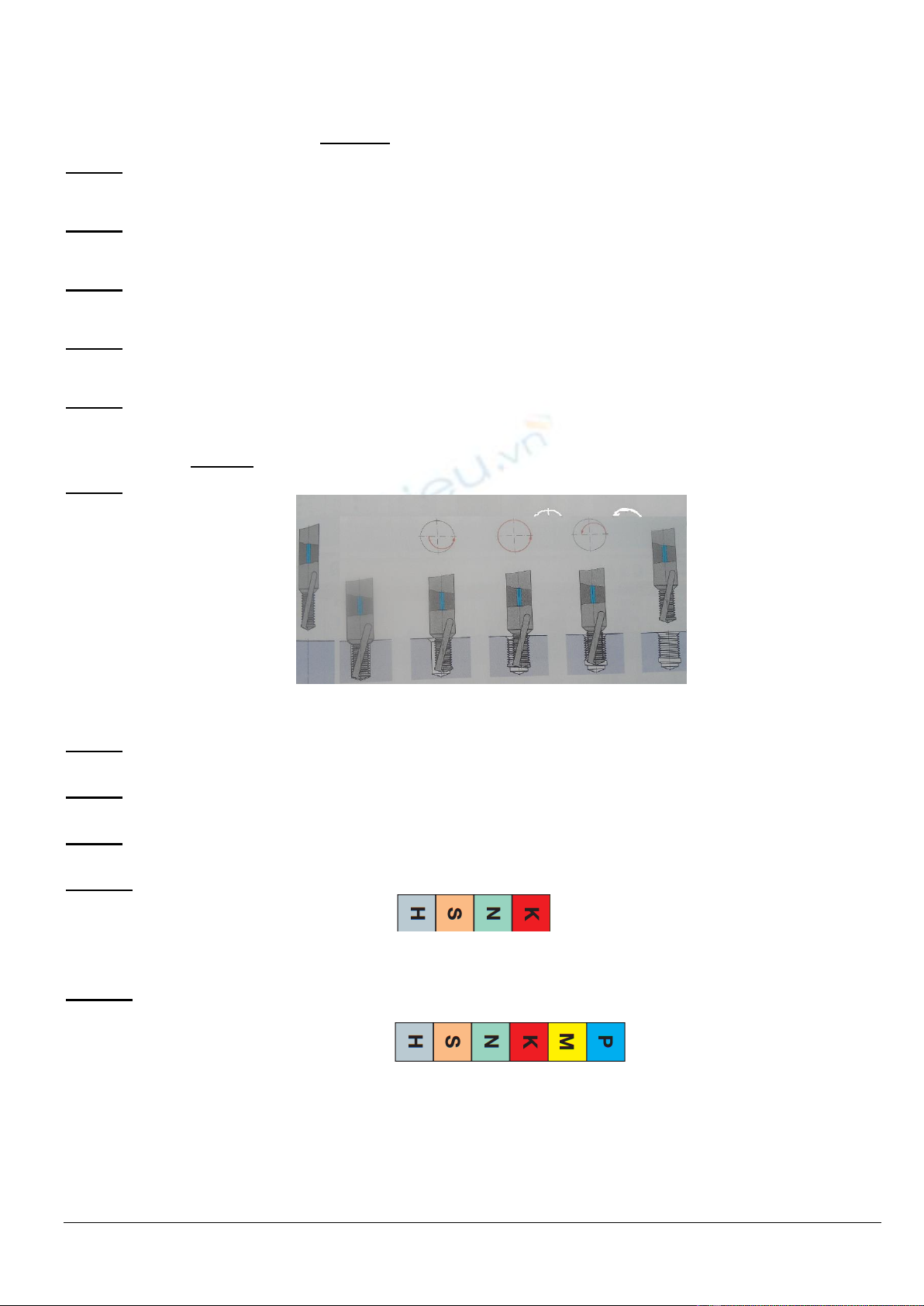
Câu 10: Hãy lựa chọn sự ghép hợp đúng:
1. Hợp kim màu. 2. Thép sau nhiệt luyện. 3. Gang. 4. Thép chịu nhiệt.
a. H-1; S-2: K-3; N-4 b. S-3; H-2: K-4; N-1 c. H-2; S-1: K-4; N-3 d. N-1; K-3: H-2; S-4
Câu 11:
a. Kí hiệu vật liệu gia công theo tiêu chuẩn JIS
b. Kí hiệu dụng cụ cắt gia công các vật liệu tương ứng theo tiêu chuẩn ISO
c. Cả b và d đều đúng
d. Kí hiệu vật liệu làm dụng cụ cắt theo tiêu chuẩn ISO
Phần A: Trác nghiệm có 02 lựa chọn:
Câu 1: Chu trình G83 là sự kết hợp giữa các lệnh G00 và G01.
a. Đúng
b. Không đúng
Câu 2: Máy gia công tốc độ cao(HSM)phải đáp ứng cả ba yếu tố: Tốc độ xử lý dữ liệu, S và F.
a. Đúng
b. Không đúng
Câu 3: Máy CNC nội suy đồng thời tối đa là 9 trục.
a. Đúng
b. Không đúng
Câu 4: Đường kính lỗ chuẩn bị tiện ren lỗ phải lớn hơn đường kính chân ren.
a. Đúng
b. Không đúng
Câu 5: G97 ứng dụng được cả trên máy phay và máy tiện CNC
a. Đúng
b. Không đúng
Phần B: Trác nghiệm có 04 lựa chọn. (Hãy chọn câu trả lời đúng nhất)
Đây là:

Số hiệu: BM2/QT-PĐBCL-RĐTV 3
Câu 12:
a. Hình số 1 b. Hình số 2 c. Cả 2 hình đều đúng d. Cả 2 hình đều sai
Câu 13: Hình dưới đây thể hiện:
a. Đây là dụng cụ cắt b. Đây là dụng cụ đo c. Đây là dụng cụ rà chuẩn W d. cả b và c
Câu 14: Hình dưới dây thể hiện:
a. Đây là các dụng cụ gia công ren b. Hình số 1, 3, 4, 5 là dụng cụ gia công ren
c. Hình số 2 là dụng cụ gia công lỗ d. Chỉ có hình số 5 là dụng cụ gia công ren
Câu 15: Thép 45 là kí hiệu thép theo tiểu chuẩn của…
a. Trung Quốc(GB) b. Nga(ΓOCT) c. Quốc tế(ISO) d. Cả a và b đều đúng
Câu 16: Thép SKD 61 là kí hiệu thép theo tiểu chuẩn của…
a. Việt Nam(TCVN) b. Trung Quốc(GB) c. Nhật(JIS) d. Quốc tế(ISO)
Câu 17: Thép C45 có hàm lượng cabon…
a. 0.45% b. Trung bình 0.45% c. Khoảng từ 0.42-0.50%. d. Cả b và c đều đúng
Câu 18: Điều chỉnh giá trị offset bán kính dao cho chi tiết gia công lần sau trong trường hợp: Gia
công đường kính ngoài kích thước A. Kết quả đo trên chi tiết sau khi gia công là A-0.2.
a. Tăng 0.2 b. Giảm 0.2 c. Tăng 0.1 d. Giảm 0.1
Câu 19: Điều chỉnh giá trị offset chiều dài dao cho chi tiết gia công lần sau trong trường hợp: Gia
công chiều sâu (Z) kích thước B. Kết quả đo trên chi tiết sau khi gia công là B+0.2.
a. Tăng 0.2 b. Giảm 0.2 c. Tăng 0.1 d. Giảm 0.1
Câu 20: Điều chỉnh giá trị offset bán kính dao cho chi tiết gia công lần sau trong trường hợp: Gia
công đường kính trong(lỗ) kích thước C. Kết quả đo trên chi tiết sau khi gia công là C+0.2.
a. Tăng 0.2 b. Giảm 0.2 c. Tăng 0.1 d. Giảm 0.1
Chọn dụng cụ cắt phù hợp với chương trình NC sau:
G57G90G00X10.Y10.;
S200M4;
G43H2Z5.;
G74X10.Y10.Z-20.R1F1.5;
G80;
G00Z50.;
M5;
M30;
%
Số hiệu: BM2/QT-PĐBCL-RĐTV 4
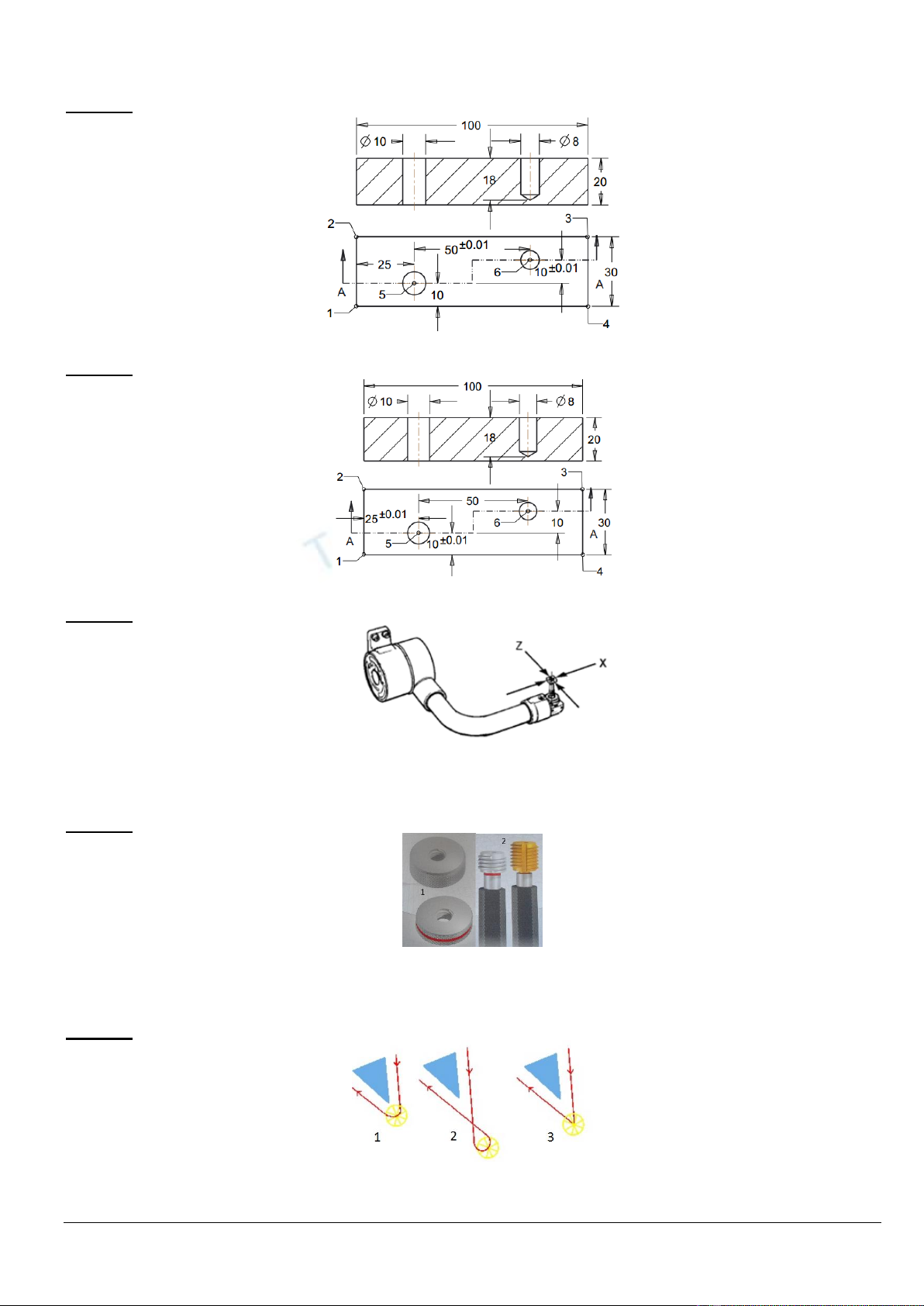
Câu 21: Chọn điểm đặt chuẩn W(x, y) gia công chi tiết sau:
a. Điểm 3 b. Điểm 6 c. Điểm 4 d. Điểm 2
Câu 22: Chọn điểm đặt chuẩn W(x, y) gia công chi tiết sau:
a. Điểm 2 b. Điểm 6 c. Điểm 5 d. Điểm 4
Câu 23: Đây là:
a. Dụng cụ đo chiều dài dao trên máy Phay CNC b. Dụng cụ đo dao trên máy Phay CNC
c. Cả a và b đều đúng d. Dụng cụ đo chiều dài dao theo phương X và Z trên máy tiện CNC
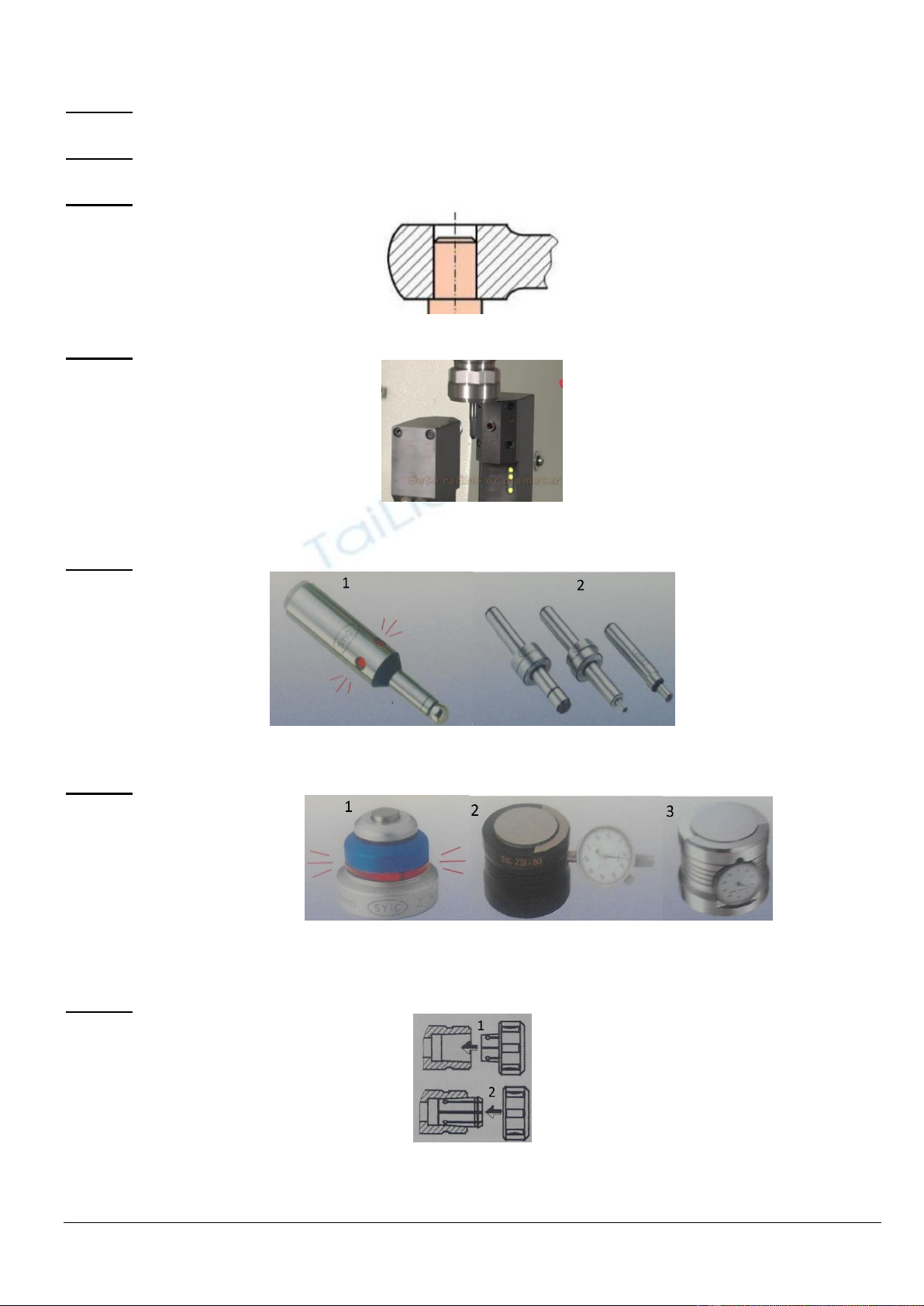
Câu 24: Đây là:
a. Hình 1 là dụng cụ kiểm tra ren trục, hình 2 là dụng cụ kiểm tra ren lỗ. b. Dụng cụ gia công ren
c. Hình 1 là chi tiết lỗ, hình 2 là chi tiết trục. d. Dụng cụ gia công lỗ và gia công trục.
Câu 25: Chọn đường chạy dao phù hợp với công nghệ HSM
a. Hình số 1, 2 và 3 b. Hình 1 c. Hình 1 và 2 d. Hình 3
Số hiệu: BM2/QT-PĐBCL-RĐTV 5
Câu 26: Chọn lệnh(Chu trình) gia công lỗ Φ8 hình vẽ câu số 22.
a. G82 b. G02 c. G81 d. Cả b và c đều đúng
Câu 27: Chọn lệnh(Chu trình) gia công lỗ Φ10 hình vẽ câu số 22.
a. G81 b. G01 c. G83 d. Cả a và c đều đúng
Câu 28: Sơ đồ định vị sau định vị chi tiết cần gia công bậc tự do?
a. 6 bậc tự do b. 5 bậc tự do c. 3 bậc tự do d. 4 bậc tự do
Câu 29: Hình dưới đây thể hiện:
a. Đây là dụng cụ đo dao phay, dao tiện trên máy CNC b. Đây là dụng cụ “sét” chuẩn W
c. Đây là đồ gá phay d. Đây là dụng cụ đo chiều dài và bán kính dao phay
Câu 30: Hình dưới đây thể hiện:
a. Đây là dụng cụ cắt b. Đây là dụng cụ gia công lỗ
c. Đây là dao phay ngón dùng gia công tinh d. Đây là dụng cụ xác định chuẩn W(x, y)
Câu 31: Đầy là dụng cụ:
a. gá kẹp bằng từ b. đo chiều dài dao và xác định chuẩn W(z)
c. rà mặt phẳng d. xác định chuẩn W(x, y)
Câu 32: Chọn kiểu lắp đúng:
a. Hình 1 b. Hình 2
c. cả a và b đều đúng d. cả a và b đều sai















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)