1
General Mechanical Engineering
General Mechanical Engineering 4.33
4.33
HCM City Univ. of Technology, Mechanical Engineering Department
HCM City Univ. of Technology, Mechanical Engineering Department Nguyen Tan
Nguyen Tan Tien
Tien -
-Phan
Phan Hoang Long
Hoang Long
+
+ M
Mẫ
ẫu
uth
thử
ửtr
trụ
ụtròn
tròn,
, chi
chiề
ều
ud
dà
ài
i
l
l
0
0
,
, di
diệ
ện
nt
tí
ích
ch ti
tiế
ết
tdi
diệ
ện
nngang
ngang
A
A
0
0
+
+ K
Ké
éo
om
mẫ
ẫu
uth
thử
ửb
bằ
ằng
ng l
lự
ực
c
F
F
,
, đo
đo bi
biế
ến
nd
dạ
ạng
ng d
dà
ài
i
Δ
Δ
l
l
bi
biế
ến
nd
dạ
ạng
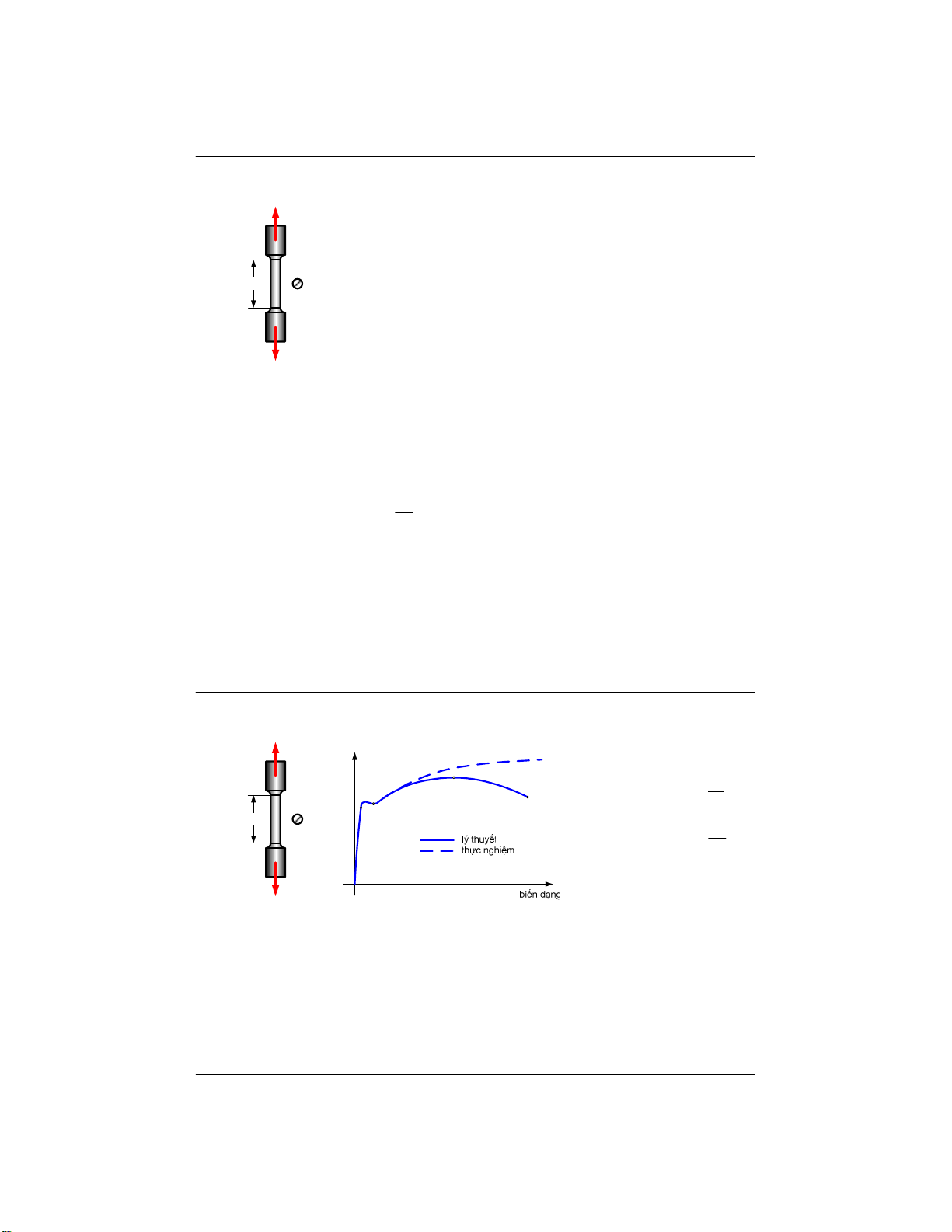
ng
0
l
l
∆
=
ε
0
A
F
=
σ
+
+ V
Vẽ
ẽđ
đồ
ồth
thị
ịquan
quan h
hệ
ệbi
biế
ến
nd
dạ
ạng
ng -
-ứ
ứng
ng su
suấ
ất
t
ứ
ứng
ng su
suấ
ất
t
-
-Th
Thí
ínghi
nghiệ
ệm
mk
ké
éo
obi
biế
ến
nd
dạ
ạng
ng
0
A
0
l
F
r
F
r
§
§3.
3. Gia
Gia c
công
ông b
bằ
ằng
ng á
áp
pl
lự
ực
c
General Mechanical Engineering
General Mechanical Engineering 4.34
4.34
HCM City Univ. of Technology, Mechanical Engineering Department
HCM City Univ. of Technology, Mechanical Engineering Department Nguyen Tan
Nguyen Tan Tien
Tien -
-Phan
Phan Hoang Long
Hoang Long
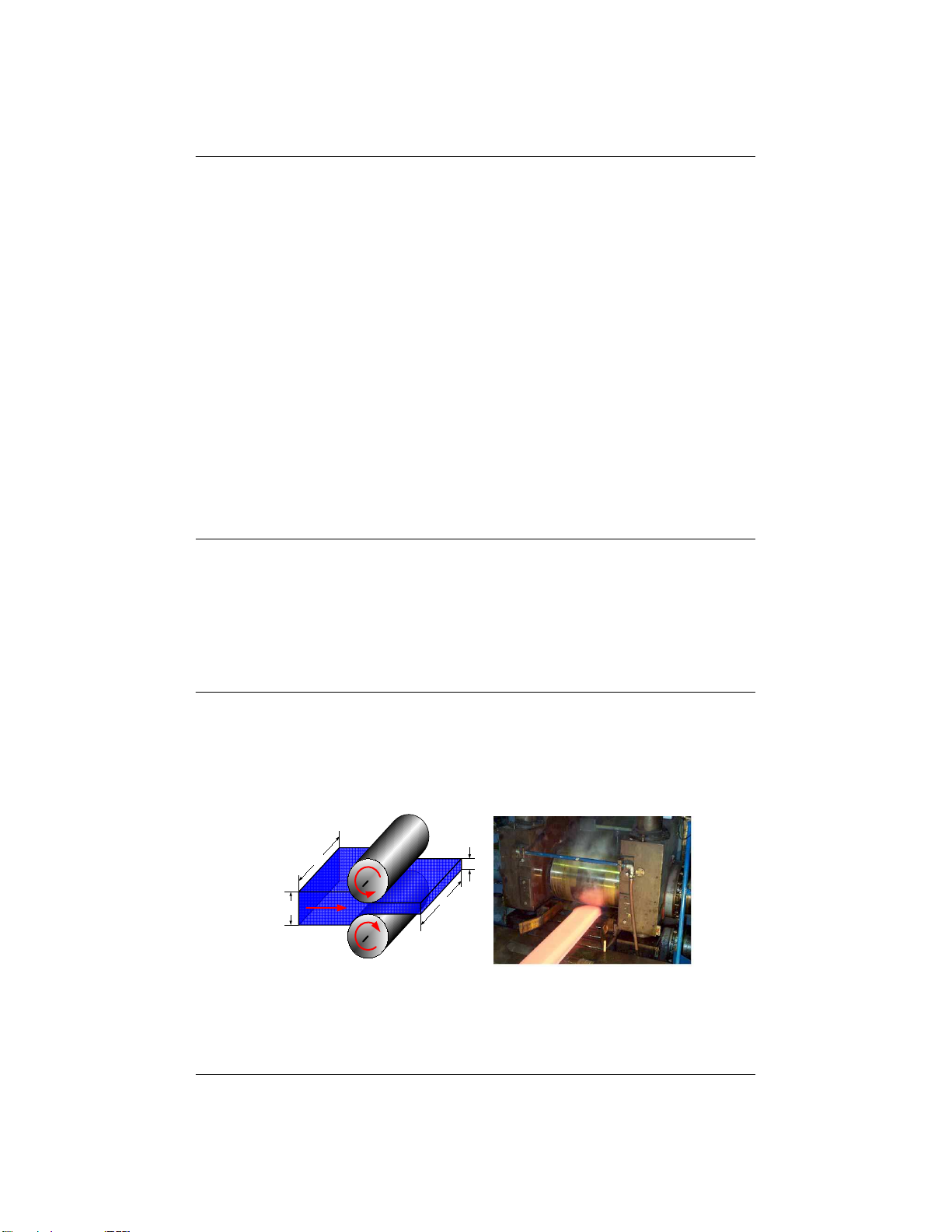
A
B
C
D
ε
σ
ứng suất
0
0
A
0
l
F
r
F
r
+
+ bi
biế
ến
nd
dạ
ạng
ng
0
l
l
∆
=
ε
0
A
F
=
σ
+
+ ứ
ứng
ng su
suấ
ất
t
→
→Qu
Quá
átr
trì
ình
nh bi
biế
ến
nd
dạ
ạng
ng c
củ
ủa
akim
kim lo
loạ
ại
i
+
+ Bi
Biế
ến
nd
dạ
ạng
ng đ
đà
àn
nh
hồ
ồi
i(
(
0A
0A
)
)
+
+ Bi
Biế
ến
nd
dạ
ạng
ng d
dẻ
ẻo
o-
-đ
đà
àn
nh
hồ
ồi
i(
(
AB
AB
)
)
+
+ Đi
Điể
ểm
m
C
C
đ
đá
ánh
nh d
dấ
ấu
ugiai
giai đo
đoạ
ạn
nm
mấ
ất
tổ
ổn
nđ
đị
ịnh
nh c
củ
ủa
aqu
quá
átr
trì
ình
nh k
ké
éo
om
mẫ
ẫu
u
+
+ Đi
Điể
ểm
m
D
D
đ
đá
ánh
nh d
dấ
ấu
us
sự
ựxu
xuấ
ất
thi
hiệ
ện
nđ
đứ
ứt
tgãy
gãy c
củ
ủa
am
mẫ
ẫu
u→
→kh
khả
ảnăng
năng bi
biế
ến
nd
dạ
ạng
ng
không
không còn
còn n
nữ
ữa
a
m
mẫ
ẫu
uch
chỉ
ỉbi
biế
ến
nd
dạ
ạng
ng đ
đà
àn
nh
hồ
ồi
i,
, ứ
ứng
ng su
suấ
ất
tv
và
àbi
biế
ến
nd
dạ
ạng
ng thay
thay đ
đổ
ổi
ituy
tuyế
ến
nt
tí
ính
nh
d
dỡ
ỡb
bỏ
ỏt
tả
ải
itr
trọ
ọng
ng →
→tr
trở
ởl
lạ
ại
ih
hì
ình
nh d
dạ
ạng
ng,
, k
kí
ích
ch thư
thướ
ớc
cđ
đầ
ầu
u
d
dỡ
ỡb
bỏ
ỏt
tả
ải
itr
trọ
ọng
ng →
→không
không tr
trở
ởl
lạ
ại
ih
hì
ình
nh d
dạ
ạng
ng,
, k
kí
ích
ch thư
thướ
ớc
cban
ban đ
đầ
ầu
u
qu
quá
átr
trì
ình
nh ch
chả
ảy
yd
dẽ
ẽo
oc
củ
ủa
av
vậ
ật
tli
liệ
ệu
udư
dướ
ới
it
tá
ác
cd
dụ
ụng
ng c
củ
ủa
al
lự
ực
c
2
General Mechanical Engineering
General Mechanical Engineering 4.35
4.35
HCM City Univ. of Technology, Mechanical Engineering Department
HCM City Univ. of Technology, Mechanical Engineering Department Nguyen Tan
Nguyen Tan Tien
Tien -
-Phan
Phan Hoang Long
Hoang Long
-
-Gia
Gia c
công
ông b
bằ
ằng
ng á
áp
pl
lự
ực
cl
là
àd
dự
ựa
av
và
ào
ot
tí
ính
nh d
dẻ
ẻo
oc
củ
ủa
akim
kim lo
loạ
ại
i,
, d
dù
ùng
ng ngo
ngoạ
ại
il
lự
ực
cc
củ
ủa
a
thi
thiế
ết
tb
bị
ịđ
để
ểl
là
àm
mkim
kim lo
loạ
ại
ibi
biế
ến
nd
dạ
ạng
ng d
dẻ
ẻo
otheo
theo h
hì
ình
nh d
dạ
ạng
ng yêu
yêu c
cầ
ầu
u
-
-Kim
Kim lo
loạ
ại
iv
vẫ
ẫn
ngi
giữ
ữdư
dượ
ợc
ct
tí
ính
nh nguyên
nguyên v
vẹ
ẹn
n,
, không
không b
bị
ịph
phá
áh
hủ
ủy
y
-
-G
Gồ
ồm
mc
cá
ác
cphương
phương ph
phá
áp
p:
: c
cá
án
n,
, k
ké
éo
o,
, r
rè
èn
n,
, d
dậ
ập
pth
thể
ểt
tí
ích
ch,
, d
dậ
ập
pt
tấ
ấm
m,
, …
…
-
-Ch
Chỉ
ỉd
dù
ùng
ng cho
cho v
vậ
ật
tli
liệ
ệu
ud
dẻ
ẻo
onhư
như th
thé
ép
p,
, đ
đồ
ồng
ng,
, h
hợ
ợp
pkim
kim nhôm
nhôm,
, …
…
-
-Ưu
Ưu đi
điể
ểm
m
+
+ Không
Không phoi
phoi,
, í
ít
thao
hao kim
kim lo
loạ
ại
i,
, năng
năng su
suấ
ất
tcao
cao
+
+ Sau
Sau gia
gia công
công ch
chấ
ất
tlư
lượ
ợng
ng kim
kim lo
loạ
ại
iđư
đượ
ợc
cc
cả
ải
ithi
thiệ
ện
n
→
→C
Cá
ác
cchi
chi ti
tiế
ết
tquan
quan tr
trọ
ọng
ng đư
đượ
ợc
cgia
gia công
công b
bằ
ằng
ng á
áp
pl
lự
ực
c
+
+ Đ
Đạ
ạt
tđ
độ
ộch
chí
ính
nh x
xá
ác
ccao
cao hơn
hơn đ
đú
úc
c
-
-Ch
Chú
úý:
ý: kim
kim lo
loạ
ại
ibi
biế
ến
nd
dạ
ạng
ng d
dẻ
ẻo
ot
tạ
ạo
oứ
ứng
ng su
suấ
ất
tdư
dư bên
bên trong
trong,
, b
bề
ềm
mặ
ặt
tc
cứ
ứng
ng
ngu
nguộ
ội
ic
có
óth
thớ
ớ,
, không
không đ
đẳ
ẳng
ng hư
hướ
ớng
ng
I
I.
. C
Cá
án
n(
(roll forming
roll forming)
)
General Mechanical Engineering
General Mechanical Engineering 4.36
4.36
HCM City Univ. of Technology, Mechanical Engineering Department
HCM City Univ. of Technology, Mechanical Engineering Department Nguyen Tan
Nguyen Tan Tien
Tien -
-Phan
Phan Hoang Long
Hoang Long
-
-C
Cá
án
nl
là
àm
mộ
ột
tphương
phương ph
phá
áp
pé
ép
pkim
kim lo
loạ
ại
ib
bằ
ằng
ng c
cá
ách
ch cho
cho kim
kim lo
loạ
ại
iđi
đi gi
giữ
ữa
a2
2
tr
trụ
ục
cquay
quay c
củ
ủa
am
má
áy
yc
cá
án
n,
, phôi
phôi bi
biế
ến
nd
dạ
ạng
ng v
và
àdi
di chuy
chuyể
ển
nnh
nhờ
ờs
sự
ựquay
quay liên
liên t
tụ
ục
c
c
củ
ủa
atr
trụ
ục
cc
cá
án
nv
và
àma
ma s
sá
át
tgi
giữ
ữa
atr
trụ
ục
cc
cá
án
nv
và
àphôi
phôi
Sơ
Sơ đ
đồ
ồc
cá
án
n
0
h
0
b
h
b
C
Cá
án
nn
nó
óng
ng phôi
phôi th
thé
ép
pt
tấ
ấm
m
-
-C
Cá
án
ns
sả
ản
nxu
xuấ
ất
tra
ra 75%
75% s
sả
ản
nph
phẩ
ẩm
mgia
gia công
công b
bằ
ằng
ng á
áp
pl
lự
ực
c
+
+ c
cá
án
nn
nó
óng
ng:
: c
cá
án
nc
có
ógia
gia nhi
nhiệ
ệt
t>800
>800
0
0
C
C nh
nhằ
ằm
mgi
giả
ảm
ml
lự
ực
cc
cá
án
nv
và
àtăng
tăng kh
khả
ả
năng
năng bi
biế
ến
nd
dạ
ạng
ng d
dẽ
ẽo
o
-
-Hai
Hai phương
phương ph
phá
áp
pc
cá
án
n
+
+ c
cá
án
nngu
nguộ
ội
i:
: c
cá
án
nkhông
không gia
gia nhi
nhiệ
ệt
t,
, ch
chỉ
ỉd
dù
ùng
ng cho
cho t
tấ
ấm
mm
mỏ
ỏng
ng
3
General Mechanical Engineering
General Mechanical Engineering 4.37
4.37
HCM City Univ. of Technology, Mechanical Engineering Department
HCM City Univ. of Technology, Mechanical Engineering Department Nguyen Tan
Nguyen Tan Tien
Tien -
-Phan
Phan Hoang Long
Hoang Long
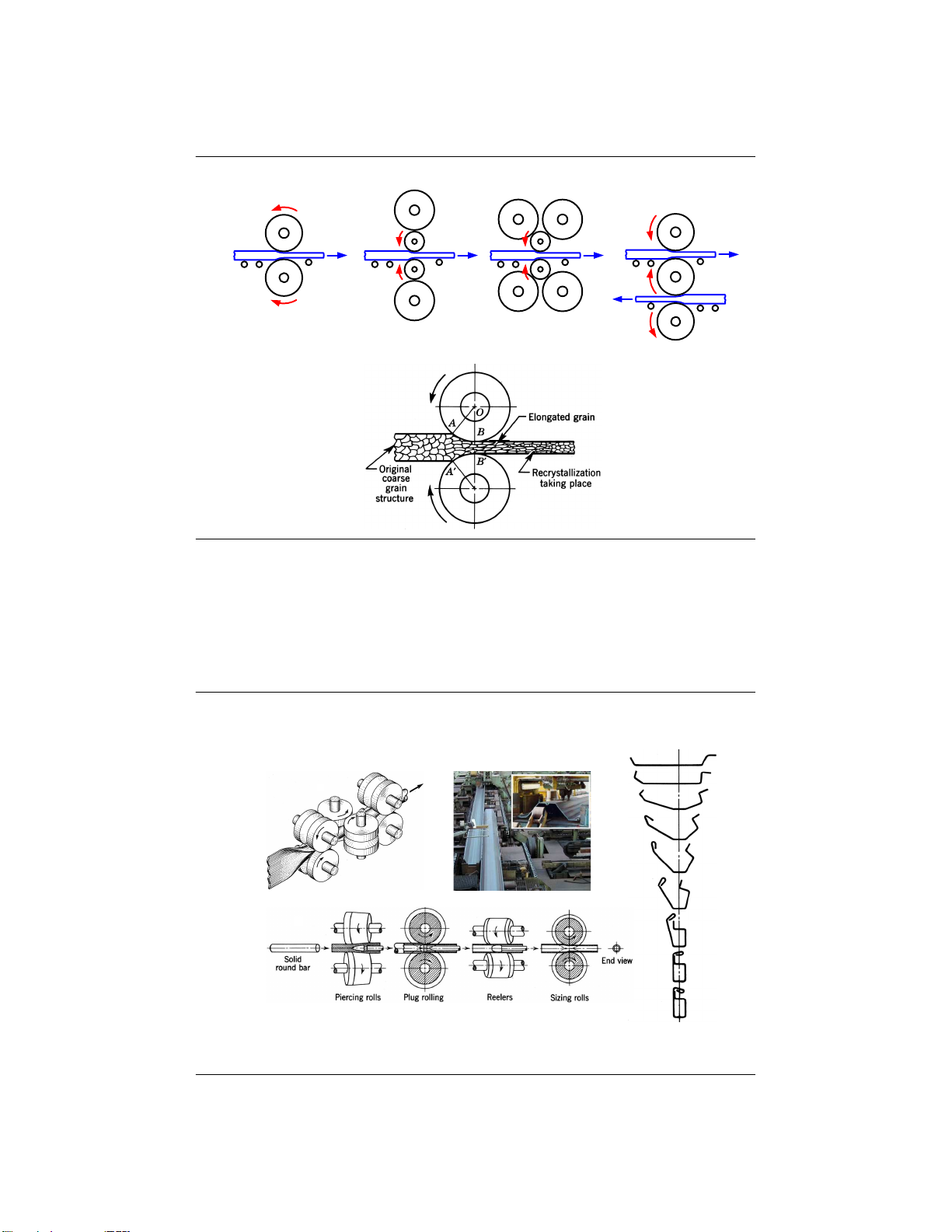
-
-M
Mộ
ột
ts
số
ốsơ
sơ đ
đồ
ồc
cá
án
nthư
thườ
ờng
ng d
dù
ùng
ng
-
-T
Tí
ính
nh ch
chấ
ất
tkim
kim lo
loạ
ại
isau
sau c
cá
án
n:
: h
hạ
ạt
tm
mị
ịn
nhơn
hơn,
, đ
độ
ộb
bề
ền
ntăng
tăng
General Mechanical Engineering
General Mechanical Engineering 4.38
4.38
HCM City Univ. of Technology, Mechanical Engineering Department
HCM City Univ. of Technology, Mechanical Engineering Department Nguyen Tan
Nguyen Tan Tien
Tien -
-Phan
Phan Hoang Long
Hoang Long
-
-Tr
Trụ
ục
cc
cá
án
nh
hì
ình
nh tr
trụ
ụtrơn
trơn →
→c
cá
án
nth
thé
ép
pt
tấ
ấm
m(2 ~ 60 mm)
(2 ~ 60 mm)
-
-Tr
Trụ
ục
cc
cá
án
nđ
đị
ịnh
nh h
hì
ình
nh →
→c
cá
án
nth
thé
ép
pđ
đị
ịnh
nh h
hì
ình
nh I, U, V, L, H,
I, U, V, L, H, …
…,
, c
cá
án
nố
ống
ng tròn
tròn,
,
ch
chữ
ữnh
nhậ
ật
t,
, …
…
-
-Ch
Chú
úý:
ý: kim
kim lo
loạ
ại
igia
gia công
công đư
đượ
ợc
cbi
biế
ến
nd
dạ
ạng
ng qua
qua nhi
nhiề
ều
ubư
bướ
ớc
ctrư
trướ
ớc
ckhi
khi đ
đạ
ạt
t
đ
đế
ến
nh
hì
ình
nh d
dạ
ạng
ng cu
cuố
ối
ic
cù
ùng
ng
4
General Mechanical Engineering
General Mechanical Engineering 4.39
4.39
HCM City Univ. of Technology, Mechanical Engineering Department
HCM City Univ. of Technology, Mechanical Engineering Department Nguyen Tan
Nguyen Tan Tien
Tien -
-Phan
Phan Hoang Long
Hoang Long
II.
II. K
Ké
éo
o(
(drawing
drawing)
)
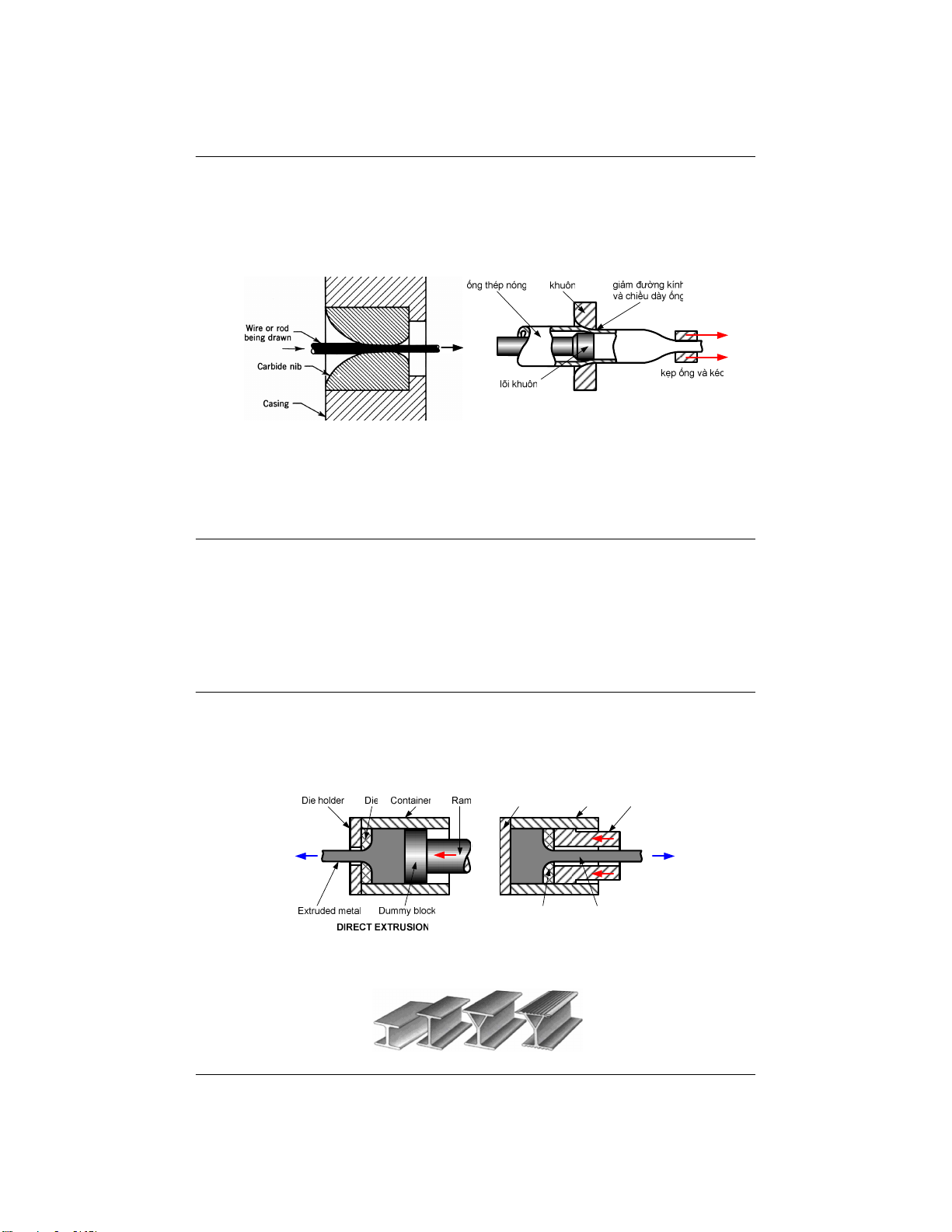
-
-Phôi
Phôi đư
đượ
ợc
cvu
vuố
ốt
td
dà
ài
iqua
qua l
lỗ
ỗkhuôn
khuôn x
xá
ác
cđ
đị
ịnh
nh c
có
ók
kí
ích
ch thư
thướ
ớc
cnh
nhỏ
ỏhơn
hơn phôi
phôi
ban
ban đ
đầ
ầu
u.
. Thư
Thườ
ờng
ng d
dù
ùng
ng cho
cho k
ké
éo
odây
dây đ
đồ
ồng
ng,
, k
kẽ
ẽm
m,
, nhôm
nhôm,
, …
….
.
-
-C
Có
óth
thể
ểk
ké
éo
ođư
đượ
ợc
cphôi
phôi r
rỗ
ỗng
ng hay
hay phôi
phôi đ
đặ
ặc
c
-
-C
Có
ókh
khả
ảnăng
năng đ
đạ
ạt
tđ
độ
ộch
chí
ính
nh x
xá
ác
ccao
cao hơn
hơn đ
đú
úc
c,
, c
cá
án
n
-
-V
Vậ
ật
tli
liệ
ệu
usau
sau khi
khi k
ké
éo
ob
bị
ịc
cứ
ứng
ng ngu
nguộ
ội
i,
, đ
độ
ộb
bề
ền
ntăng
tăng,
, đ
độ
ộd
dẻ
ẻo
ogi
giả
ảm
m
-
-T
Tố
ốc
cđ
độ
ộk
ké
éo
okho
khoả
ảng
ng 20 ~ 50
20 ~ 50 m/ph
m/phú
út
t
-
-Khuôn
Khuôn b
bằ
ằng
ng h
hợ
ợp
pkim
kim c
cứ
ứng
ng ho
hoặ
ặc
ckim
kim cương
cương đ
để
ểtr
trá
ánh
nh m
mà
ài
imòn
mòn nhanh
nhanh
-
-Gi
Giả
ảm
mma
ma s
sá
át
tgi
giữ
ữa
akhuôn
khuôn v
và
àv
vậ
ật
tb
bằ
ằng
ng c
cá
ách
ch bôi
bôi trơn
trơn d
dầ
ầu
uhay graphic,
hay graphic, ch
chế
ế
t
tạ
ạo
om
mặ
ặt
tkhuôn
khuôn c
có
óđ
độ
ộb
bó
óng
ng cao
cao
General Mechanical Engineering
General Mechanical Engineering 4.40
4.40
HCM City Univ. of Technology, Mechanical Engineering Department
HCM City Univ. of Technology, Mechanical Engineering Department Nguyen Tan
Nguyen Tan Tien
Tien -
-Phan
Phan Hoang Long
Hoang Long
III.
III. É
Ép
p(
(extrusion
extrusion)
)
-
-Phôi
Phôi đư
đượ
ợc
cnung
nung n
nó
óng
ng v
và
àé
ép
pqua
qua l
lỗ
ỗđ
đị
ịnh
nh h
hì
ình
nh đ
để
ểc
có
óđư
đượ
ợc
ch
hì
ình
nh d
dạ
ạng
ng,
, k
kí
ích
ch
thư
thướ
ớc
cyêu
yêu c
cầ
ầu
u
-
-Thư
Thườ
ờng
ng s
sử
ửd
dụ
ụng
ng cho
cho c
cá
ác
cchi
chi ti
tiế
ết
tc
có
óti
tiế
ết
tdi
diệ
ện
nph
phứ
ức
ct
tạ
ạp
p
-
-C
Có
óhai
hai lo
loạ
ại
ié
ép
p:
: é
ép
ptr
trự
ực
cti
tiế
ếp
pv
và
àé
ép
pgi
giá
án
nti
tiế
ếp
p
Container RamClosure plate
Die Extruded metal
INDIRECT EXTRUSION
5
General Mechanical Engineering
General Mechanical Engineering 4.41
4.41
HCM City Univ. of Technology, Mechanical Engineering Department
HCM City Univ. of Technology, Mechanical Engineering Department Nguyen Tan
Nguyen Tan Tien
Tien -
-Phan
Phan Hoang Long
Hoang Long
-
-V
Vậ
ật
tli
liệ
ệu
ué
ép
p:
: k
kẽ
ẽm
m,
, nhôm
nhôm,
, đ
đồ
ồng
ng,
, thi
thiế
ết
t,
, ch
chì
ì,
, …
…
-
-V
Vậ
ật
tli
liệ
ệu
usau
sau khi
khi k
ké
éo
ob
bị
ịc
cứ
ứng
ng ngu
nguộ
ội
i,
, đ
độ
ộb
bề
ền
ntăng
tăng,
, đ
độ
ộd
dẻ
ẻo
ogi
giả
ảm
m
-
-Khuôn
Khuôn b
bằ
ằng
ng h
hợ
ợp
pkim
kim c
cứ
ứng
ng ho
hoặ
ặc
ckim
kim cương
cương đ
để
ểtr
trá
ánh
nh m
mà
ài
imòn
mòn nhanh
nhanh
-
-Gi
Giả
ảm
mma
ma s
sá
át
tgi
giữ
ữa
akhuôn
khuôn v
và
àv
vậ
ật
tb
bằ
ằng
ng c
cá
ách
ch bôi
bôi trơn
trơn d
dầ
ầu
uhay graphic,
hay graphic, ch
chế
ế
t
tạ
ạo
om
mặ
ặt
tkhuôn
khuôn c
có
óđ
độ
ộb
bó
óng
ng cao
cao
-
-Đ
Độ
ộch
chí
ính
nh x
xá
ác
cch
chấ
ất
tlư
lượ
ợng
ng b
bề
ềm
mặ
ặt
ttăng
tăng
-
-Cơ
Cơ t
tí
ính
nh v
vậ
ật
tli
liệ
ệu
usau
sau gia
gia công
công tăng
tăng
-
-Năng
Năng su
suấ
ất
tr
rấ
ất
tcao
cao,
, v
ví
íd
dụ
ụố
ống
ng đ
đồ
ồng
ng đư
đườ
ờng
ng k
kí
ính
nh 150mm
150mm d
dà
ài
i500mm
500mm sau
sau 1
1
ph
phú
út
té
ép
pxu
xuố
ống
ng ố
ống
ng c
có
óđư
đườ
ờng
ng k
kí
ính
nh 25mm
25mm →
→d
dà
ài
i18.000
18.000 mm
mm
General Mechanical Engineering
General Mechanical Engineering 4.42
4.42
HCM City Univ. of Technology, Mechanical Engineering Department
HCM City Univ. of Technology, Mechanical Engineering Department Nguyen Tan
Nguyen Tan Tien
Tien -
-Phan
Phan Hoang Long
Hoang Long
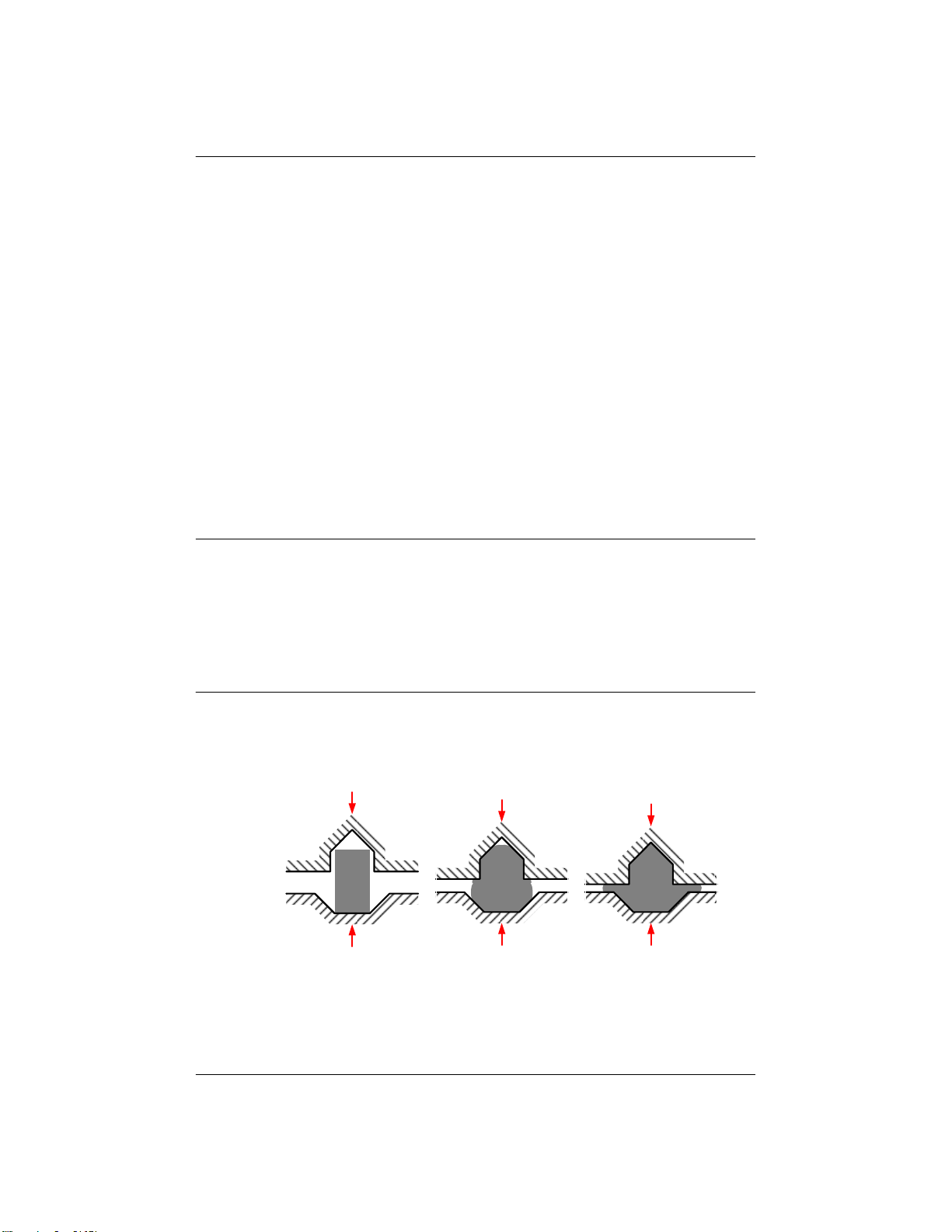
IV.
IV. R
Rè
èn
nkhuôn/D
khuôn/Dậ
ập
pth
thể
ểt
tí
ích
ch (
(closed
closed-
-die forging
die forging)
)
-
-D
Dù
ùng
ng l
lự
ực
cé
ép
pkim
kim lo
loạ
ại
iđã
đã nung
nung n
nó
óng
ng (800 ~ 1000
(800 ~ 1000
0
0
C)
C) đi
điề
ền
nđ
đầ
ầy
yv
và
ào
okhuôn
khuôn
k
kí
ín
nt
tạ
ạo
oh
hì
ình
nh d
dá
áng
ng ph
phứ
ức
ct
tạ
ạp
p,
, d
dạ
ạng
ng kh
khố
ối
i
-
-Đ
Độ
ộch
chí
ính
nh x
xá
ác
cv
và
àch
chấ
ất
tlư
lượ
ợng
ng b
bề
ềm
mặ
ặt
tcao
cao hơn
hơn đ
đú
úc
c,
, r
rè
èn
nt
tự
ựdo,
do, gi
giả
ảm
mhao
hao h
hụ
ụt
t
kim
kim lo
loạ
ại
iv
và
àgi
giả
ảm
mgia
gia công
công b
bề
ềm
mặ
ặt
tchi
chi ti
tiế
ết
t(
(n
nế
ếu
uc
cầ
ần
nthi
thiế
ết
t)
) sau
sau khi
khi r
rè
èn
n
-
-Khuôn
Khuôn ph
phứ
ức
ct
tạ
ạp
pv
và
àm
mắ
ắc
cti
tiề
ền
nnên
nên ch
chỉ
ỉth
thí
ích
ch h
hợ
ợp
pcho
cho s
sả
ản
nxu
xuấ
ất
th
hà
àng
ng lo
loạ
ạt
t
-
-M
Má
áy
y:
: d
dù
ùng
ng m
má
áy
yd
dậ
ập
ptr
trụ
ục
ckh
khủ
ủy
yhay
hay m
má
áy
yd
dậ
ập
pth
thủ
ủy
yl
lự
ực
c















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)