604
GIẢI PHÁP KIỂM SOÁT QUÁ TRÌNH BẰNG THỐNG KÊ
Phan Ngọc Minh Thy, Ngô Trúc Quỳnh, Thân Tôn Nữ Phương Thanh
Khoa Kiến trúc Mỹ thuật, Trường Đại học Công nghệ TP.Hồ Chí Minh
GVHD: TS. Nguyễn Thị Ngọc Quyên
TÓM TẮT
Sự biến động của chất lượng và quá trình có ảnh hưởng rất lớn đến toàn bộ năng suất của một
công ty. Chất lượng ổn định, ít biến động đồng nghĩa với năng suất ổn định, hiệu quả kinh doanh
cao. Để kiểm soát được chất lượng và quá trình, người ta thường thống kê các loại lỗi xảy ra cũng
như số lần biến động của quá trình để biết các nguyên nhân và có biện pháp khắc phục. Các công
việc thống kê đó ngày càng được hoàn thiện và phát triển cho đến ngày nay. Các công cụ thống kê
này không thể thiếu trong quá trình kiểm soát chất lượng của tất cả mọi doanh nghiệp.
Từ khóa: Biểu đồ, chất lượng, quá trình, nhân quả, thống kê.
1 MỞ ĐẦU
Kiểm soát quá trình bằng thống kê là việc sử dụng những kỹ thuật thống kê trong việc đo lường,
phân tích sự biến động của quá trình và chất lượng sản phẩm. Đây là việc áp dụng các phương
pháp thống kê để thu thập, trình bày, phân tích các dữ liệu một cách đúng đắn, chính xác và kịp
thời nhằm theo dõi, kiểm soát, cải tiến quá trình hoạt động của một đơn vị, một tổ chức bằng cách
giảm tính biến động của nó. Kiểm soát quá trình bằng thống kê nhằm tập hợp được số liệu dễ
dàng, xác định được vấn đề, phỏng đoán và nhận biết các nguyên nhân, loại bỏ nguyên nhân,
ngăn ngừa sai lỗi, tiến hành và xác định hiệu quả của cải tiến. Các công cụ kỹ thuật thống kê phổ
biến nhất thường được sử dụng để cải tiến chất lượng bao gồm 11 công cụ được chia làm 3 nhóm
như sau:
– Nhóm 1: Công cụ và kỹ thuật cho dữ liệu bằng số và không bằng số: mẫu thu thập dữ liệu,
bảng kiểm tra,…
– Nhóm 2: Công cụ và kỹ thuật cho dữ liệu không bằng số: biểu đồ quan hệ, so sánh theo
chuẩn, tấn công não, biểu đồ nhân quả, biểu đồ tiến trình, biểu đồ cây.
– Nhóm 3: Công cụ và kỹ thuật cho dữ liệu bằng số: biểu đồ kiểm soát, biểu đồ cột, biểu đồ
Pareto, biểu đồ tán xạ.
2 ÁP DỤNG BIỂU DỒ NHÂN QUẢ TRONG NGÀNH MAY
2.1 Giới thiệu
Biểu đồ nhân quả còn gọi là sơ đồ Ishikawa hay sơ đồ xương cá. Biểu đồ nhân quả biểu diễn mối
quan hệ giữa kết quả và nguyên nhân gây ra kết quả đó. Sử dụng biểu đồ nhân quả trong quản lý
chất lượng có tác dụng to lớn trong việc:
605
– Xác định nguyên nhân gây ra sai hỏng để loại bỏ kịp thời.
– Hình thành thói quen tìm hiểu, xác định những nguyên nhân gây ra trục trặc chất lượng trong
quá trình làm việc.
– Đóng góp trong việc giáo dục, đào tạo người lao động tham gia vào quá trình quản lý chất
lượng.
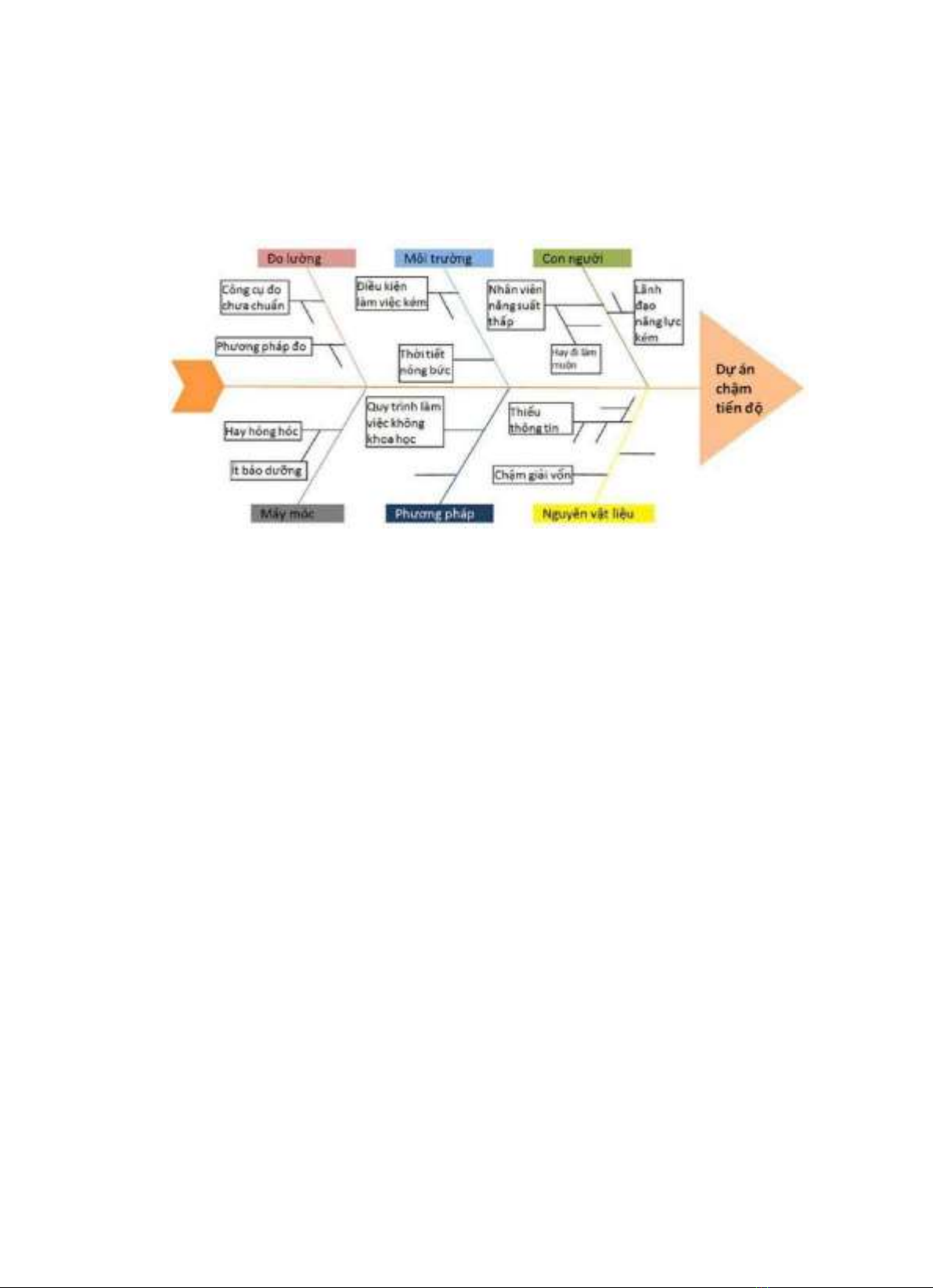
Hình 1: Biểu đồ xương cá thể hiện nguyên nhân khiến dự án chậm tiến độ
Các bước xây dựng biểu đồ:
Bước 1: Xác định đặc tính chất lượng cụ thể cần phân tích.
Bước 2: Suy nghĩ các nguyên nhân chính dẫn đến hậu quả và trình bày chúng bằng cách vẽ một
đường mũi tên dài (biểu thị xương sống cá), đầu mũi tên ghi đặc trưng chất lượng.
Bước 3: Xác định các nguyên nhân chính ảnh hướng đến chỉ tiêu chất lượng đã lựa chọn, vẽ các
yếu tố này như những xương nhánh chính.
Bước 4: Tìm tất cả các yếu tố có ảnh hưởng đến các nhóm nguyên nhân chính ở bước 3 để vẽ trên
sơ đồ thành những xương nhánh của những xương nhánh chính.
2.2 Áp dụng tại Công ty May GCL
Sản xuất hàng may mặc thường qua nhiều công đoạn từ thiết kế, may mẫu, mua nguyên phụ liệu,
cắt và cuối cùng là may. Chất lượng sản phẩm sẽ phụ thuộc vào chất lượng thiết kế, chất lượng
nguyên phụ liệu và bán thành phẩm trong dây chuyền sản xuất. Tuy nhiên, khâu may luôn ảnh
hưởng lớn nhất đến chất lượng cuối cùng của sản phẩm. Sau thời gian khảo sát hoạt động sản
xuất của chuyền may, một số yếu tố đặc thù có ảnh hưởng trực tiếp đến chất lượng của chuyền, vì
vậy có ảnh hưởng trực tiếp tới năng suất và chất lượng đầu ra như sau:
– Đơn hàng thường không quá lớn gây khó khăn trong công tác quản lý chuyền một cách tối
ưu, làm giảm hiệu quả của hiệu ứng quen việc.
– Mẫu thiết kế thay đổi nhanh về tính phức tạp, chi tiết, nguyên phụ liệu,… làm giảm hiệu quả
làm việc.
606
– Yêu cầu của khách hàng về chất lượng, số lượng và thời gian giao hàng ngày càng chặt chẽ
tạo áp lực cho công nhân và quản lý.
– Khó khăn trong vấn đề sửa hàng hư ảnh hưởng đến mục tiêu và tiến độ sản xuất chung của
chuyền may.
– Phần lớn nguyên phụ liệu được nhập từ nước ngoài nên khó kiểm soát về chất lượng và tiến
độ gây tình trạng chờ việc, đứt chuyền và tỷ lệ sản phẩm khuyết tật cao.
– Trình độ văn hóa và tay nghề công nhân luôn biến động do tỷ lệ công nhân thay đổi nghề,
nghỉ việc thường cao.
– Do việc biến động lao động thường xuyên nên gây khó khăn trong khâu tuyển dụng công
nhân đủ và đúng năng lực trong chuyền may sẽ là một trong những nguyên nhân quan
trọng gây kém chất lượng và năng suất thấp.
– Hiện trạng máy may công nghiệp đã cũ, độ chính xác và độ tin cậy khó đảm bảo các yêu
cầu kỹ thuật, năng lực bảo trì của nhân viên còn hạn chế.
– Đồ gá chưa sử dụng phổ biến và đầy đủ cũng gây ra tỷ lệ khuyết tật sản phẩm cao.
– Môi trường làm việc cũng là nguyên nhân gây chất lượng thấp như dầu máy rớt trên vải, bụi
vải, làm sản phẩm bị hạ mức chất lượng.
– Các nguyên nhân gây chất lượng thấp trong chuyền đã được công ty tập hợp bằng biểu đồ
nguyên nhân – kết quả, có tất cả 7 nguyên nhân chính:
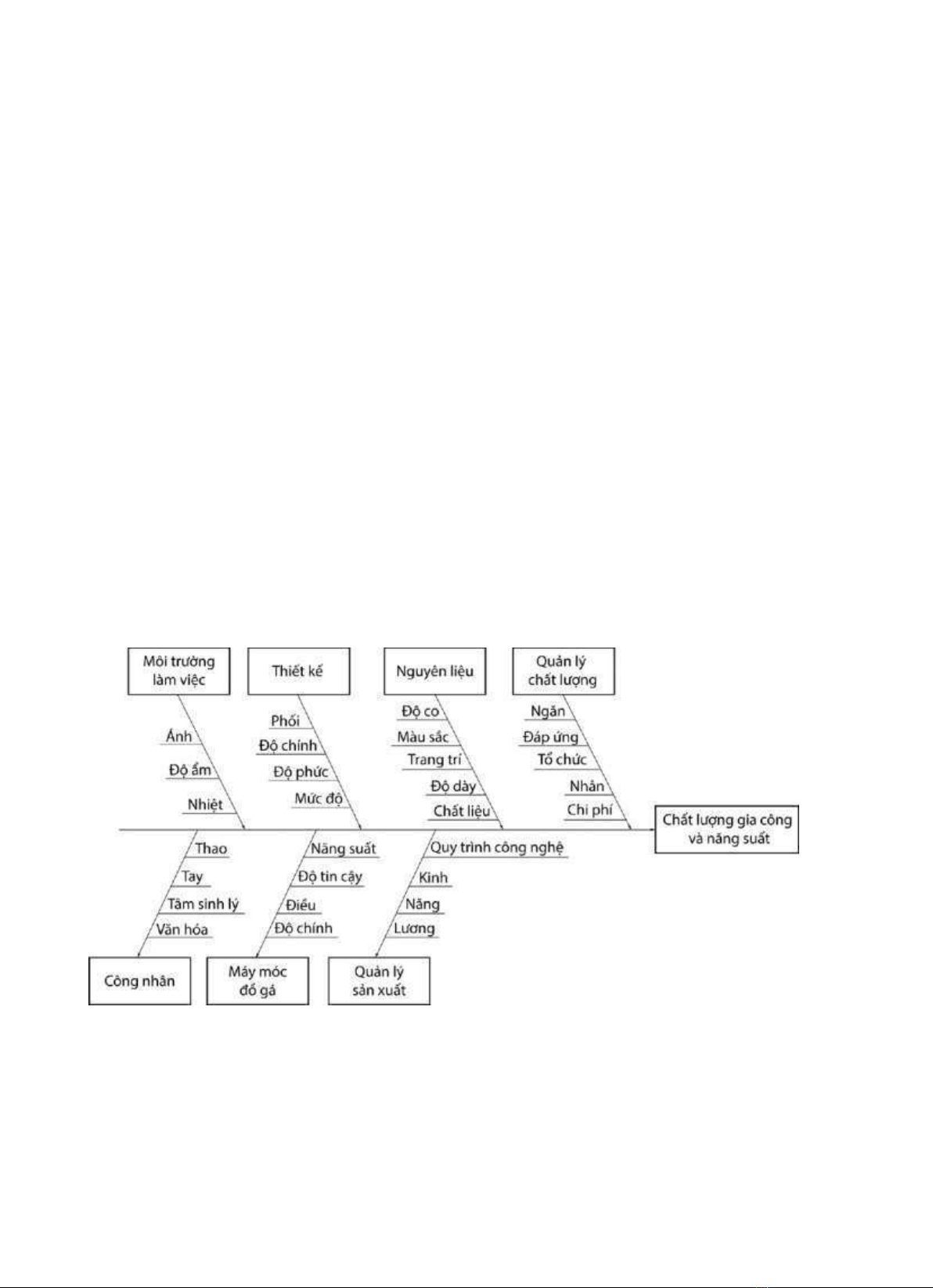
Hình 2. Các nguyên nhân gây chất lượng kém trong chuyền may
Từ Hình 2, các nhóm nghiên cứu tiến hành nghiên cứu và cho thấy một số vấn đề sau:
– Tỷ lệ phế phẩm trung bình trong chuyền khoảng 38% trước khi kiểm tra lọc và ngay đầu
chuyền chưa tính đến hiệu quả của kiểm tra của KCS). Tỷ lệ phế phẩm trung bình của một số
đơn hàng khác cũng ở mức này.

607
– Hiệu quả trung bình của một vị trí KCS khoảng 85% (tại một số thời điểm hiệu quả của KCS
còn thấp hơn rất nhiều). Như vậy cần khoảng 3 vị trí KCS để kiểm tra lọc liên tục thì tỷ lệ hàng
hư đầu ra mới giảm xuống 10%.
– Mức chất lượng trung bình ở đầu ra được cải thiện dần do hiệu quả lọc của KCS và một phần
do hiệu ứng quen việc của công nhân.
– Cùng với thời gian, biến động của tỷ lệ sản phẩm khuyết tật giảm đáng kể do các nguyên
nhân gây ra các biến động đột biến đã được xử lý kịp thời.
– Mức chất lượng trung bình ở đầu ra cuối đơn hàng vẫn khá cao và vào khoảng hơn 10%
chưa tính tới hiệu quả của kiểm tra của KCS).
Từ biểu đồ nhân quả và phân tích thực trạng, doanh nghiệp đã xác định những nguyên nhân ảnh
hưởng đến vấn đề chất lượng và năng suất của chuyền may gồm: Tay nghề và kinh nghiệm của
công nhân yếu; Máy móc cũ, hiệu chỉnh và bảo trì không hiệu quả; Công nhân làm việc không cẩn
thận. Trong các loại nguyên nhân này, nguyên nhân tay nghề yếu thuộc trách nhiệm của quản lý
sản xuất, nguyên nhân thứ hai do điều kiện trang thiết bị máy móc và chỉ có nguyên nhân làm việc
không cẩn thận có thể đồng thời là trách nhiệm của quản lý sản xuất và của thái độ làm việc của
công nhân. Việc xác định rõ trách nhiệm tạo ra lỗi là hết sức cần thiết để việc xử lý loại bỏ các
nguyên nhân có thể được xác định đúng đắn và triển khai hiệu quả.
3 GIẢI PHÁP
Khảo sát các loại lỗi có thể xuất hiện trong chuyền may, bản chất của lỗi, nguyên nhân, các tên
thông thường được dùng để chỉ một loại lỗi nhất định, biện pháp xử lý.
Thiết kế mẫu kiểm tra cho vị trí KCS đầu chuyền.
Trao đổi, thảo luận giữa ban lãnh đạo công ty GCL, toàn bộ nhân viên KCS, trưởng chuyền, kỹ thuật
chuyền, công nhân để học tập và thỏa thuận về bản chất các loại lỗi, nguyên nhân, mức độ đánh
giá và phương pháp xử lý lỗi.
Hướng dẫn phương pháp luận xử lý các vấn đề chất lượng đột biến và phương pháp thu thập
thông tin chất lượng.
TÀI LIỆU THAM KHẢO
[1] Tạ Thị Kiều An, Ngô Thị Ánh, Đinh Phượng ương (2000), Quản lý chất lượng, Đại học Kinh tế
TP.Hồ Chí Minh.
[2] Nguyễn Thị Ngọc Quyên (2015), Quản lý chất lượng ngành may, Đại học Công nghệ TP.Hồ Chí
Minh.






![Giáo trình Xếp dỡ và bảo quản hàng hóa: Phần 1 [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2016/20160315/codon_08/135x160/1087092316.jpg)