2
Lời nói đầu
Tập tài liệu: “Thực hành CAD/CAM-CNC” đƣợcbiên soạn trên cơ sở các tài liệu
khoa học, giáo trình đang sử dụng trong các trƣờng đại học kỹ thuật. Đồng thời căn cứ
vào mục tiêu, nội dung, chƣơng trình đào tạo bậc đại học ngành cơ khí chế tạo đang
thực hiện ở Trƣờng đại học Sƣ phạm Kỹ thuật Nam Định.
Hiện nay, có rất nhiều phần mềm CAD/CAM trên thị trƣờng. Mối loại có ƣu
nhƣợc điểm riêng. Tuy nhiên, chúng đều có những đặc điểm chung là có thể thiết kế
CAD và sau đó thực hiện mô phỏng quá trình gia công. Phần mềm Master CAM là
một trong số những phần mềm CAD/CAM thông dụng. Do đó tập bài giảng này ứng
dụng phần mềm Master CAM để hƣớng dẫn các chức năng, thao tác trên phần mềm
CAD/CAM nói chung.
Mục đích chính của tài liệu này là cung cấp cho sinh viên những nội dung kiến
thức chính yếu nhất của môn học mang tính hệ thống, dễ hiểu, dễ nhớ, dễ nghiên cứu
và dễ sử dụng. Đồng thời cũng là tài liệu tham khảo tích cực mang tính thống nhất về
mặt cấu trúc, nội dung mà cán bộ giảng dạy cần trang bị cho sinh viên khi nghiên cứu
môn học này và rất có thể phần nào giúp cho các bạn đồng nghiệp làm tài liệu tham
khảo trong quá trình giảng dạy các môn học chuyên môn ngành cơ khí chế tạo máy.
Tác giả rất mong sự giúp đỡ đóng góp ý kiến của bạn đọc để tập tài liệu đƣợc hoàn
chỉnh hơn. Xin chân thành cám ơn!
3
Trong quá trình học thực hành CAD/CAM-CNC cần chuẩn bị phƣơng tiện và
trang thiết bị dạy học. Trang thiết bị dạy học đƣợc yêu cầu cho từng bài cụ thể. Tuy
nhiên, phƣơng tiện và trang thiết bị dạy học từ bài 1 đến bài 6 là nhƣ nhau. Do đó,
phần phƣơng tiện và trang thiết bị dạy học thống kê dƣới đây sẽ đƣợc dùng chung cho
các bài 1 đến bài 6.
Phương tiện và trang thiết bị dạy học
1. Phương tiện:
Giáo án, đề cƣơng, phấn bảng, máy chiếu, phần mềm, ...
2. Trang thiết bị:
TT
Tên và các thông số kỹ thuật của
thiết bị, dụng cụ; nguyên, nhiên vật
liệu tiêu hao
Đơn vị
SL
Ghi chú
Bổ sung
1
- Máy tính
Cái
01
Sử dụng tiếp
2
- Phần mềm MasterCAM X5
Lience
01
Sử dụng tiếp

4
BÀI 1: Giới thiệu phần mềm
Master CAM
Thời gian thực hiện: 6 tiết
Tên bài học trƣớc:
Thực hiện từ ngày........ đến ngày ..........
1. Mục tiêu bài học
Sau khi học xong bài này, HSSV có khả năng:
Về kiến thức:
Biết cách cài đặt phần mềm MasterCAM
Biết đƣợc chức năng chính của phần mềm
Về kỹ năng:
Thực hiện cài đặt chƣơng trình.
Biết đƣợc chức năng chính của phần mềm.
Về thái độ:
Nghiêm túc, tự giác, tiếp tục rèn luyện tác phong sản xuất công nghiệp.
2. Nội dung
2.1.Cài đặt phần mềm
a. Giới thiệu phần mềm
Mastercam là một phần mềm CAD/CAM tích hợp đƣợc sử dụng rộng rãi ở châu
Âu và trên thế giới, đồng thời nó cũng đƣợc sử dụng rất phổ biến ở Việt Nam.
Mastercam có khả năng thiết kế công nghệ để điều khiển cho máy phay CNC năm
trục, máy tiện CNC bốn trục, máy cắt dây CNC bốn trục, máy khoan CNC ba trục,
máy xoi CNC.
b. Trình tự cài đặt phần mềm
Bƣớc 1: Cho đĩa cài đặt MasterCAM vào ổ đĩa CD, chọn file Setup.
Bƣớc 2: Chọn Step 3(Install MasterCAM X.)
Bƣớc 3: Chon Next, và khai báo chuỗi số license.
Bƣớc 4: Khai báo User Name và Company Name.
Bƣớc 5: Cài đặt hệ thống đơn vị mặc định cho phần mềm.
Bƣớc 6: Xác nhận thƣ mục cài đặt cho MasterCAM.
Bƣớc 7: Chọn các modul ứng dụng
Bƣớc 8: Chọn Install.
Bƣớc 9: Cắm Khoá cứng (Hard lock), khởi động phần mềm.
c. Hướng dẫn thực hiện

5
Bước 1: Cho đĩa cài đặt
MasterCAM vào ổ đĩa CD,
chọn file Setup.
Cho đĩa cài đặt MasterCAM
vào ổ CD, chế độ Autorun tự
động kích hoạt tệp tin Setup để
thực hiện cài đặt.
Chọn Install MasterCAM theo
hình 1.1
Hình 1.1: Giao diện cài đặt
Bước 2: Chọn Step 3: Install
MasterCAM theo hình 2.2
Hình 1.2: Giao diện cài đặt bƣớc 2
Bước 3: Chon Next,
Chọn “Yes, I accept the terms
of the license agreement” theo
hình 1.3 để cho phép ứng dụng
cài đặt đƣợc khởi tạo
Hình 1.3: Khởi tạo cài đặt
Bước 4: Khai báo “User
Name” (tên sử dụng) và
“Company Name” (tên công ty
sử dụng) theo hình 1.4.
Hình 1.4: Khai báo tên và tên công ty sử dụng
6
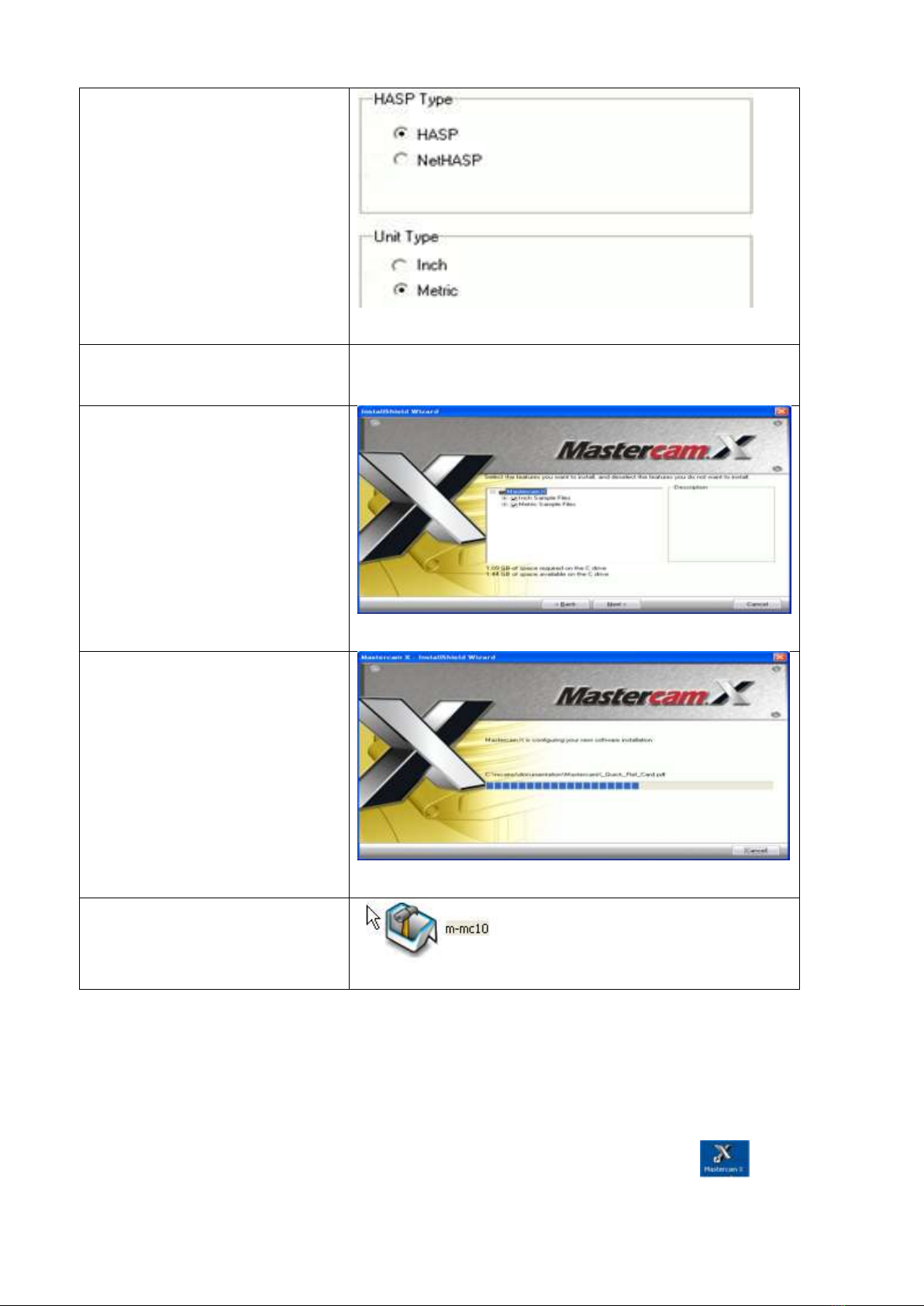
Bước 5: Cài đặt hệ thống đơn
vị mặc định cho phần mềm.
Ta nên chọn HASP và Metric.
Hình 1.5: Khai báo hệ đơn vị
Bước 6: Xác nhận thƣ mục cài
đặt cho MasterCAM.
Bước 7: Chọn các “modul”
(gói) ứng dụng theo hình 1.6
Hình 1.6: Chọn modul ứng dụng
Bước 8: Chọn “Install” (cài
đặt) phần mềm theo hình 1.7
Hình 1.7: Cài đặt phần mềm
Bước 9: Cắm “Hard
lock”(Khoá cứng), khởi động
phần mềm.
2.2. Giao diện phần mềm
a. Khởi động phần mềm
Có hai cách khởi động một chƣơng trình MasterCAM X trong môi trƣờng
Window .
Cách 1: Nếu bạn đã tạo một biểu tƣợng - shortcut trên màn hình,
“Double Click”(nháy đúp chuột) vào biểu tƣợng.


![Đề thi CAD/CAM CNC cơ bản học kì 2 năm 2019-2020 có đáp án [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250401/lakim0906/135x160/9231743476784.jpg)