TẠP CHÍ KHOA HỌC VÀ CÔNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 4(39).2010
36
XÁC ĐỊNH SAI SỐ GIA CÔNG THEO PHƯƠNG PHÁP
TOOCXƠ CHUYỂN VỊ BÉ
IDENTIFICATION OF MACHINING DEFECTS BY THE CONCEPT OF A SMALL
DISPLACEMENT TORSOR
Bùi Minh Hiển, Lê Cung
Trường Đại học Bách khoa, ĐHĐN
Sergent Alain
Đại học Savoie, Annecy, Pháp
TÓM TẮT
Xác định sai số gia công nhằm đánh giá chất lượng cũng như tìm ra các nguyên nhân
gây ra sai số nhằm nâng cao chất lượng sản phẩm. Đến nay đã có nhiều tác giả quan tâm đến
vấn đề này và sử dụng các phương pháp khác nhau. Bài báo giới thiệu một phương pháp xác
định sai số gia công dựa trên nguyên lý toocxơ chuyển vị bé. Phần đầu bài báo giới thiệu tổng
quan các nghiên cứu về xác định sai số gia công. Phần thứ hai trình bày nguyên tắc cơ bản của
toocxơ chuyển vị bé (Small Displacement Torsor) [1]. Một ứng dụng thực tiễn về tính toán sai
số gia công dựa trên nguyên tắc nói trên sẽ được trình bày ở phần cuối bài báo.
ABSTRACT
Defect determination in manufacture, which is used to assess product quality as well as
to find out error causes needed for product quality improvement. More and more research works
have been dealt with this issue in terms of different methods. In this article, we present a
method that can be used to determine machining defects based on the Small Displacement
Torsor (SDT) concept [1]. Firstly, the introduction and literature review is presented. Secondly,
the Torsor Small Displacement concept is described. The next section of the paper presents the
calculation method of machining defects in an experimental application based on the above-
mentioned concept. Finally, obtained results will be discussed and concluded.
1. Đặt vấn đề
Sai số gia công là một trong những yếu tố quan trọng ảnh hưởng đến chất lượng
sản phẩm trong sản xuất. Vì vậy, việc xác định sai số gia công nhằm đánh giá chất lượng
cũng như phục vụ cho việc tìm ra nguyên nhân gây ra sai số đã và đang được nhiều tác
giả quan tâm. Các phương pháp khác nhau được sử dụng để xác định sai số trong gia
công, trong đó có thể kể ra: công cụ ma trận [2], mô hình tenxơ [3] hay toocxơ chuyển vị
bé [1]. Dựa trên nguyên lý toocxơ chuyển vị bé, một số bài báo giới thiệu mô hình ba
chiều dùng cho mô phỏng sai số trong gia công [4]. Cũng có một số nghiên cứu sử dụng
nguyên lý này để xác định sai số gia công [5, 6].
Một số hạn chế của các nghiên cứu trên là: hoặc kết quả phân tích chỉ dựa trên một
vài điểm đo, do đó không đánh giá hết sai lệch của chi tiết gia công, hoặc kết quả phân tích
thường phụ thuộc nhiều vào kết quả xuất ra từ các phần mềm sử dụng trên máy đo.
TẠP CHÍ KHOA HỌC VÀ CÔNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 4(39).2010
37
Mục đích của bài báo này là xác định sai số gia công ba chiều dựa trên các điểm
đo của bề mặt chi tiết gia công. Phương pháp bình phương tối thiểu sẽ được sử dụng để
tái tạo bề mặt gia công từ tập hợp các điểm đo, được gọi là bề mặt xấp xỉ. Sau đó, các tính
toán sẽ được tiến hành trên các bề mặt này.
2. Nguyên lý toocxơ chuyển vị bé (SDT)
Nguyên lý SDT được giới thiệu bởi Bourdet P. và Clément A.[1] từ thập niên
70, mục đích ban đầu của tác giả là dùng để giải quyết vấn đề tạo dựng một bề mặt lý
thuyết hoàn hảo dựa trên một tập hợp điểm. Nguyên lý này được tiếp tục phát triển
trong lĩnh vực đo lường và phần mềm đo lường trên máy đo ba chiều. Sau đó được sử
dụng rộng rãi hơn, đặc biệt là trong phạm vi dung sai ba chiều.
SDT cho phép xác định một chuyển vị bé của một điểm bất kỳ thuộc một vật thể
rắn (không biến dạng) [7, 8].
Các chuyển vị của một điểm O thuộc vật rắn có thể được biểu diễn bằng hai thành
phần: vectơ chuyển vị tịnh tiến O
D
G gồm ba chuyển vị (,,)tx ty tz và một ma trận xoay
R
gồm (,,)rx ry rz tương ứng với ba trục tọa độ của hệ trục (,,,)Oxyz
G
G
G
gắn với vật rắn.
Chuyển vị tịnh tiến của điểm M do ba chuyển vị xoay (,,)rx ry rz gây ra, đặc trưng bởi ba
ma trận xoay 123
,,
R
RR, được biểu diễn theo công thức sau:
,,
.
M
M R OM OM=−
JJJJJG
J
JJJG JJJJG (1)
Với: 321
..
R
RRR= (2)
Trong đó ma trận ,
R
được biểu diễn như sau:
(3)
Trong trường hợp chuyển vị quay bé, ma trận ,
R
có thể được viết lại như sau :
(4)
Đặt: ,1
R
R=−, chuyển vị tịnh tiến
M
D
G
của một điểm M bất kỳ thuộc vật rắn
do 3 chuyển vị quay bé ( , , )
rx ry rz và chuyển vị tịnh tiến bé O
D
G
của điểm O gây ra,
được biểu diễn bằng công thức:
('1).
MO
DDR OM=+−
J
JJJK
GG (5)
.
MO
DDROM=+
J
JJJK
GG (6)
Hay: 1
1.
1
MO
rz ry
D
Drz rxOM
ry rx
−
=+ −
−
J
JJJK
GG (7)
TẠP CHÍ KHOA HỌC VÀ CÔNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 4(39).2010
38
Chúng ta có thể viết lại theo dạng vectơ như sau:
MO
DDMO=+ ∧Ω
G
J
JJJK
GG (8)
Với ( , , )
O
Dtxtytz
G là vectơ chuyển vị tịnh tiến của vật rắn tại điểm O và
(,,)rx ry rzΩ
G là vectơ chuyển vị xoay.
Cặp vectơ
{
}
,
O
DΩ
G
G
hợp thành một toocxơ mà ta gọi là SDT. Chuyển vị
M
D
G của
một điểm M bất kỳ thuộc vật rắn sẽ được suy ra từ chuyển vị tại điểm O theo công thức
cơ bản MO
DDMO=+ ∧Ω
G
J
JJJK
GG , chuyển vị xoay Ω
G
là lượng không đổi của chuyển động của
vật rắn.
Trong việc xác định sai số của các bề mặt gia công trên chi tiết so với bề mặt danh
nghĩa, các sai số này được xem là bé so với kích thước hình học của chi tiết. Do vậy,
nguyên lý SDT có thể được sử
dụng để xác định sai số gia
công của các bề mặt như: mặt
phẳng, mặt trụ, mặt cầu, mặt
côn, mặt xuyến.
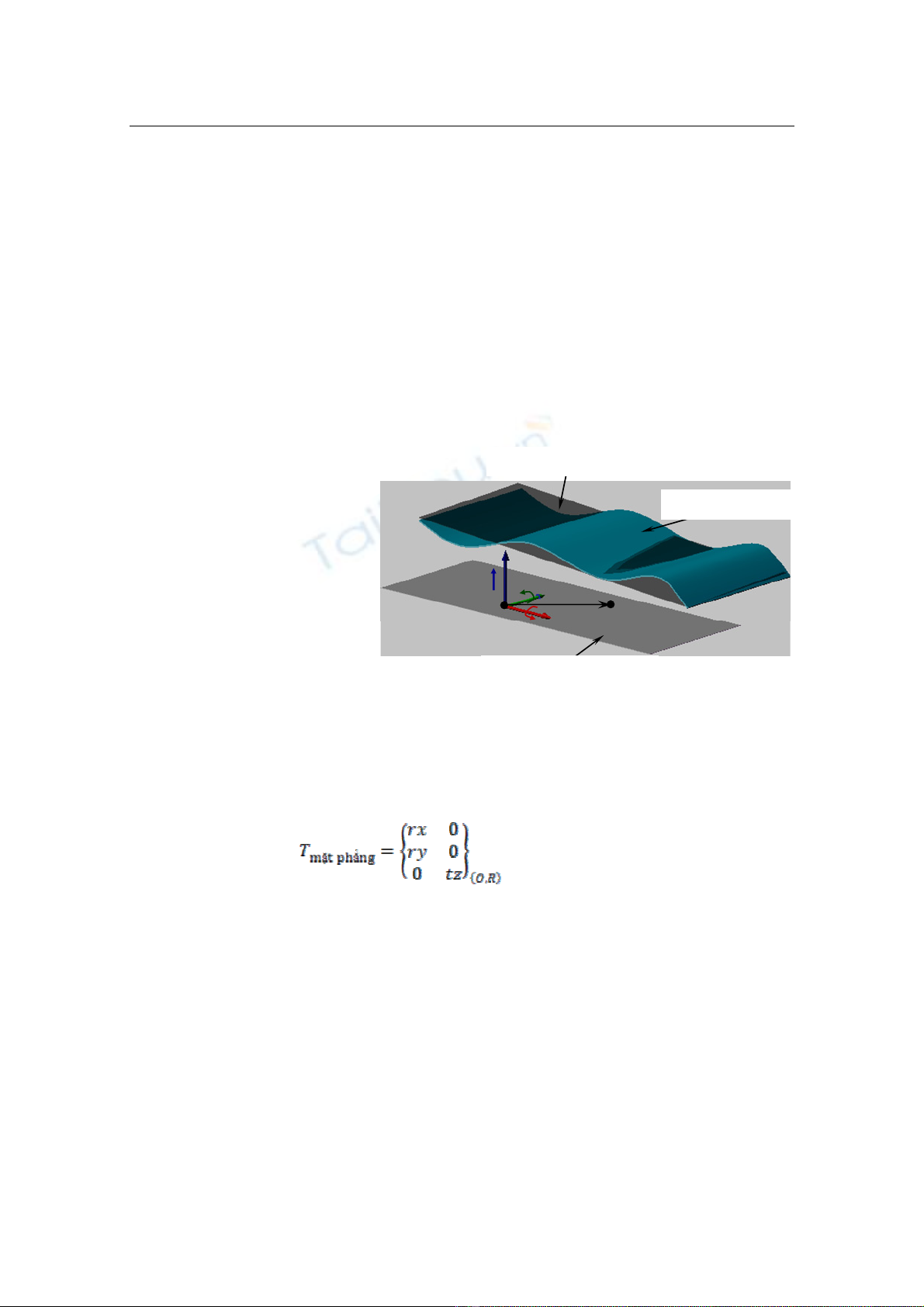
Áp dụng SDT cho mặt
phẳng có thể biểu diễn mối
quan hệ về vị trí của hai mặt
phẳng trong hình 1 theo công
thức (9), bao gồm 3 thành
phần: chuyển vị góc ,rx ry và
chuyển vị tịnh tiến tz . Mặt phẳng xấp xỉ (không có sai số về hình dáng hình học) được
thành lập từ bề mặt thực (có sai số về hình dáng hình học) bằng phương pháp bình
phương tối thiểu. Sai lệch giữa mặt phẳng xấp xỉ và mặt phẳng danh nghĩa được biểu diễn
trong hệ quy chiếu (,,,)Oxyz
GGG gắn với mặt phẳng danh nghĩa và có pháp tuyến là z.
(9)
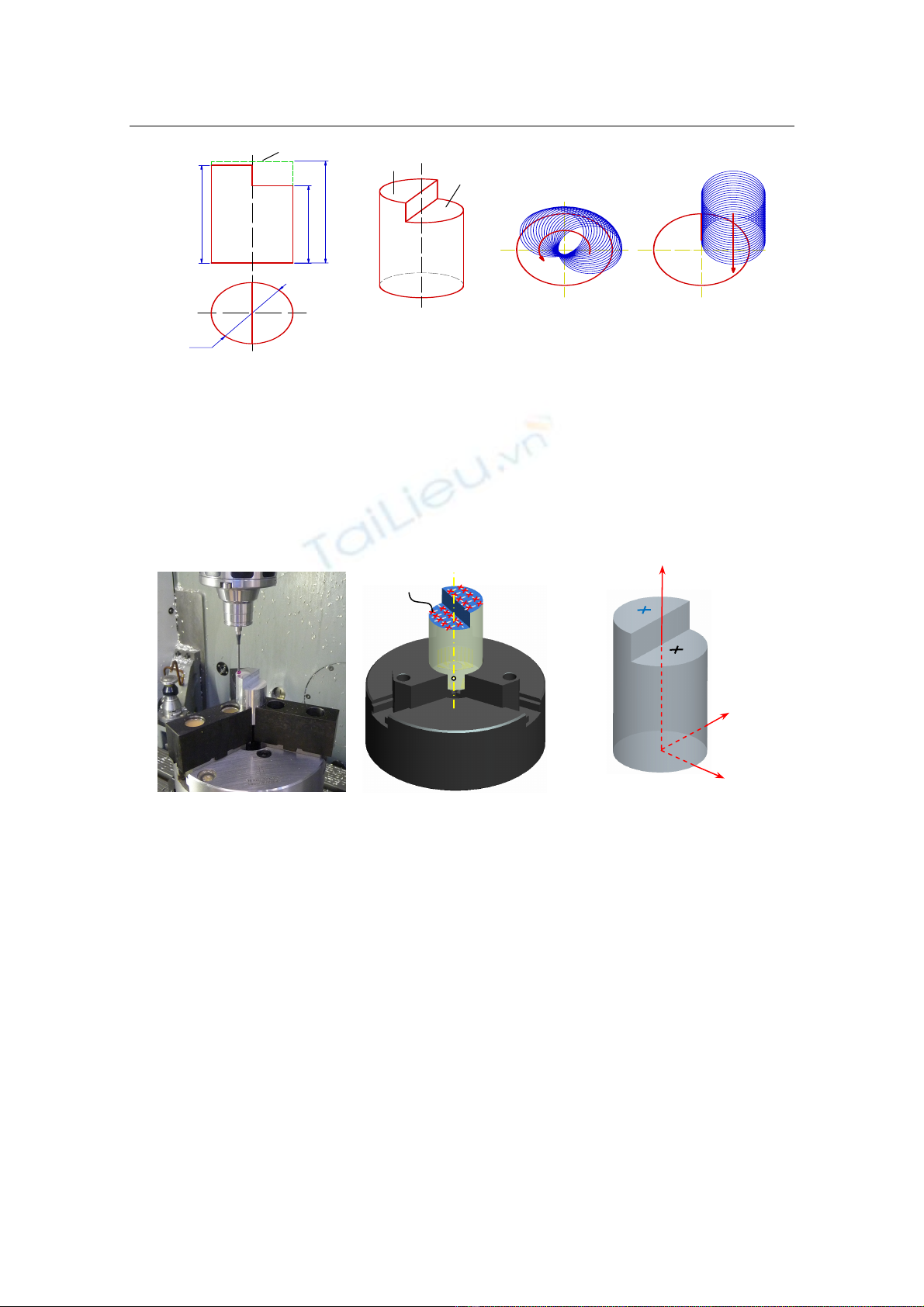
3. Gia công thực nghiệm
Một loạt 50 chi tiết có kích thước như hình 2 được tiến hành gia công trên máy
phay CNC (DMG-Deckel Maho DMU 50).
X
Y
Z
tz
rx
ry
Real surface
Nominal surface
Associated surface
O
Vi
Mặt phẳng danh nghĩa
Mặt thực
Mặt phẳng xấp xỉ
Hình 1. SDT của mặt phẳng [5]
TẠP CHÍ KHOA HỌC VÀ CÔNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 4(39).2010
39
Chi tiết cần gia công được gá đặt trên mâm cặp 3 chấu (tự định tâm). Hai mặt
phẳng được gia công bằng dao phay ngón có đường kính 30mm với hai đường chạy dao
khác nhau hình 2b. Mục đích của việc sử dụng hai đường chạy dao khác nhau nhằm
đánh giá có hay không có sự khác nhau về sai số gia công của hai kiểu chạy dao này.
Tiến hành gia công 50 chi tiết trên máy phay. Chi tiết sau khi gia công được tiến
hành đo bằng đầu đo ngay trên máy mà không tháo chi tiết khỏi đồ gá. Mỗi mặt phẳng
gia công được đo bởi 10 điểm đo như hình 3.
4. Tính toán sai số gia công
Như đã đề cập, hai mặt phẳng trên chi tiết được gia công. Do vậy, SDT của mặt
phẳng sẽ được áp dụng để tính toán, hai thành phần chuyển vị xoay và một thành phần
chuyển vị tịnh tiến được tính toán cho mỗi SDT. Mục đích ở đây nhằm đánh giá sai số gia
công của hai mặt phẳng, do vậy sai số của mỗi chi tiết sẽ được tính toán, sau đó giá trị
trung bình, độ lệch chuẩn, phương sai của lô sản phẩm sẽ được xác định và đánh giá.
Trong tính toán SDT của mặt phẳng, gốc tọa độ của hệ quy chiếu của mặt phẳng
danh nghĩa nằm tại trọng tâm của mặt phẳng này. Với tọa độ các điểm đo, ta dễ dàng xác
định được trọng tâm của mặt phẳng. Phương pháp bình phương tối thiểu dùng để tái tạo
mặt phẳng từ tập hợp các điểm đo được giới thiệu bởi Alistair B-F. [9] sẽ được sử dụng
để tái tạo bề mặt gia công.
Về mặt lý thuyết, SDT của hai mặt phẳng gia công trên chi tiết có thể được biểu
diễn theo công thức (10) và (11).
Đường chạy dao trên
m
ặt
p
hẳn
g
1
Ø30
48
38
50
Phôi
M
ặ
t p
hẳ
ng
gia công 1 Mặt phẳng
g
ia côn
g
2
a
)
b)
Đường chạy dao trên
m
ặt
p
hẳn
g
2
H
ình 2
.
a
)
Kích thước chi tiết
g
ia côn
g
b
)
Đườn
g
chạ
y
dao
g
ia côn
g
X
Y
Z
G1
G
2
O
Hình 4b. Trọng tâm mặt
phẳng gia công
O
Điểm đo
H
ình 4 a
.
Tiến hành đo chi tiết sau
g
ia côn
g
t
r
ên má
y
CN
C
TẠP CHÍ KHOA HỌC VÀ CÔNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 4(39).2010
40
(10)
(11)
4.1. Xác định các thành phần của SDT
4.1.1. Hệ tọa độ
Hệ tọa độ được sử dụng cho chương trình gia công cũng như chương trình đo
được xây dựng từ việc đo hình trụ và mặt phẳng định vị trên đồ gá. Do vậy, tọa độ các
điểm đo của hai mặt phẳng gia công là tọa độ so với hệ (,,,)
Oxyz
G
G
G
như hình 5.
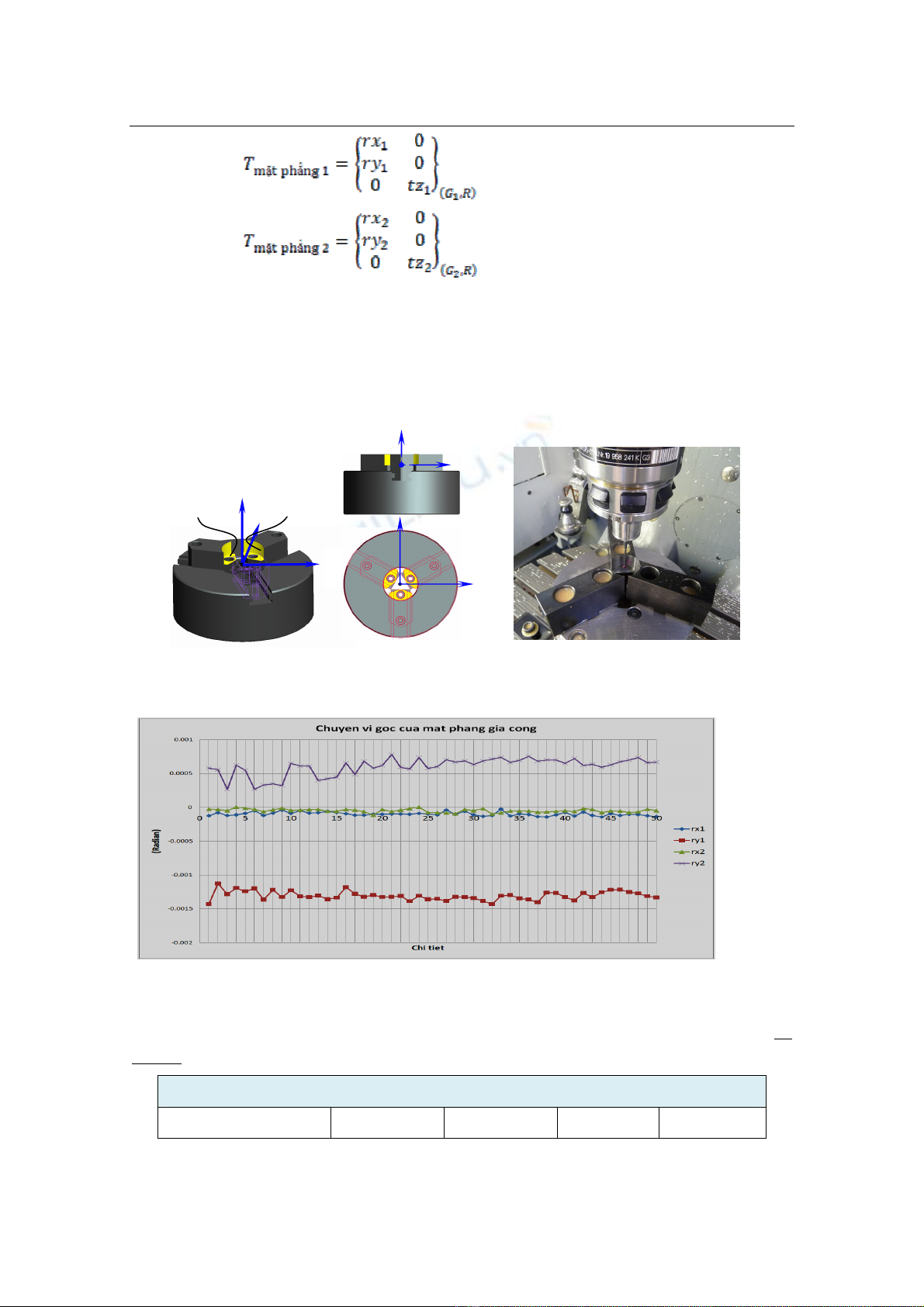
4.1.2. Xác định thành phần chuyển vị góc
Chuyển vị góc của mặt phẳng gia công được xác định bằng việc tính góc giữa
vector pháp tuyến của mặt phẳng xấp xỉ và trục z của hệ tọa độ (,,,)
Oxyz
GGG. Hình 6 và
bảng 1 biểu diễn chuyển vị góc của hai mặt phẳng gia công.
Thành phần chuyển vị góc của mặt phẳng gia công
Tên rx1 ry1 rx2 ry2
Hình 5. Hệ tọa độ
Đo mặt
phẳng Y
X
Z
O
Đo hình
t
r
ụ
Z
X
Z
Y
O
O
X
Y
Hình 6. Chuyển vị góc của các mặt phẳng gia công







![Hình ảnh học bệnh não mạch máu nhỏ: Báo cáo [Năm]](https://cdn.tailieu.vn/images/document/thumbnail/2024/20240705/sanhobien01/135x160/1985290001.jpg)