
Ứng dụng điều khiển thích nghi để
nâng cao khả năng công nghệ của
máy công cụ điều khiển số
PGS. TS. Đào Văn Hiệp, Th.S. Trần
Văn Khiêm
Khoa Hàng không Vũ trụ - Học viện
KTQS, 100 Hoàng Quốc Việt, Hà
Nội
Email: hdaovan@gmail.com
TÓM TẮT:
Trải qua hơn nửa thế kỷ xuất hiện và
phát triển, máy công cụ điều khiển số
(máy CNC) đã khẳng định được vị trí chủ chốt của mình trong các hệ thống sản xuất hiện
đại (các hệ FMS, CIM).
Nhờ ứng dụng một cách tổng hợp các thành tựu khoa học, công nghệ tiên tiến trong thiết
kế và chế tạo cơ khí, tự động hoá, điện tử, công nghệ thông tin, kỹ thuật điều khiển CNC
đã phát triển vượt bậc. Tuy nhiên, về nguyên tắc, CNC vẫn không thể tránh khỏi nhược
điểm cố hữu của một bộ điều khiển cứng, theo chương trình, và hiệu quả sử dụng máy
CNC không thể vượt qua được những giới hạn của công nghệ truyền thống.
Ứng dụng điều khiển thích nghi (ĐKTN) là giải pháp tích cực, dựa trên sự giám sát trực
tuyến các thông số đầu ra của quá trình công nghệ và hiệu chỉnh các thông số đầu vào
theo thời gian thực. Các nghiên cứu gần đây trên thế giới và trong nước chứng tỏ rằng
máy CNC có ĐKTN mang lại hiệu quả kinh tế, kỹ thuật rất cao.
Bài báo trình bày cơ sở khoa học và thực tiễn của việc ứng dụng kỹ thuật ĐKTN máy
CNC, trong đó có các kết quả nghiên
cứu tại Khoa Hàng không Vũ trụ, Học
viện KTQS.
1. Xuất xứ của vấn đề nghiên cứu
1.1. Sự cần thiết phải ĐKTN máy
CNC
• Nhìn nhận vấn đề theo quan điểm
công nghệ
Trong quá trình gia công, lưỡi của
dụng cụ cắt tác động lên lớp vật liệu trên bề mặt của phôi, bứt một phần vật liệu khỏi bề
mặt phôi (quá trình tạo phôi). Lực tác dụng giữa dao và phôi được gọi là "lực cắt". Lý
thuyết cắt gọt truyền thống có 2 đặc điểm:
- Tính toán lực cắt, công suất cắt và chế độ công nghệ chủ yếu dựa vào lý thuyết đàn hồi
và lý thuyết biến dạng dẻo.
- Coi quá trình cắt là quá trình tĩnh. Quan niệm đó dẫn đến sự sử dụng một giá trị tĩnh,
trung bình của lực cắt trong tính toán chế độ công nghệ. Nhưng trong quá trình cắt thực tế
xảy ra đồng thời các tương tác cơ, lý, hoá giữa dụng cụ cắt, môi trường và phôi. Các yếu
tố này ảnh hưởng qua lại lẫn nhau, với các quy luật chưa tường minh. Trong quá trình cắt
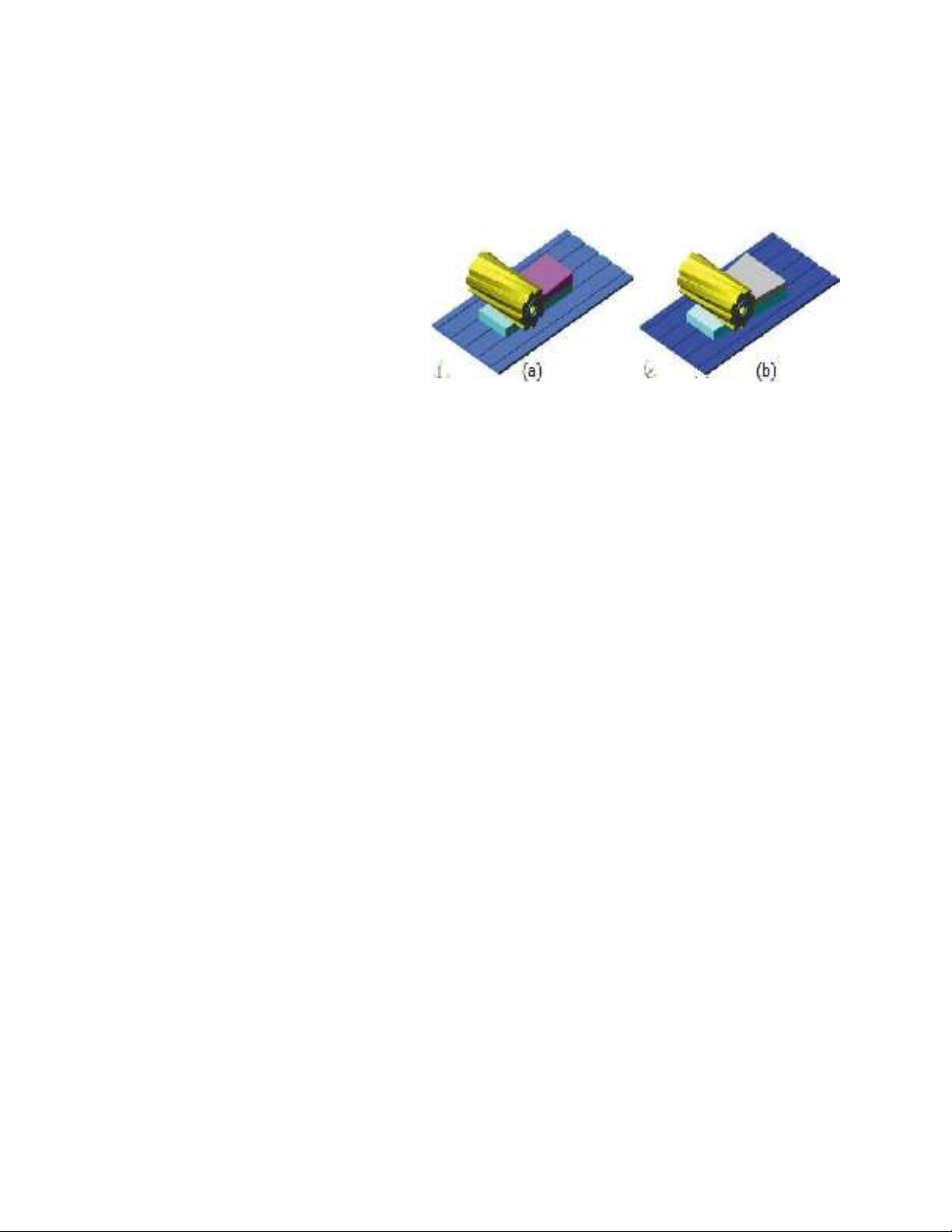
gọt luôn xảy ra những biến động không thể nào lường trước được: sự biến động của cơ
tính vật liệu gia công; sự biến động của hình học chi tiết gia công (hình 1); sự biến động
về khả năng cắt của dụng cụ; sự biến động về độ cứng vững của HTCN; sự biến động do
các yếu tố bên ngoài;...
• Nhìn nhận vấn đề theo quan điểm điều khiển
Để đạt được kết quả gia công mong muốn, quá trình công nghệ cần phải được điều khiển.
Có thể nói lịch sử phát triển của khoa học công nghệ chế tạo máy gắn liền với lịch sử
phát triển của kỹ thuật điều khiển quá trình gia công và điều khiển máy công cụ.
Hình 1: Sự biến động của hình học phôi
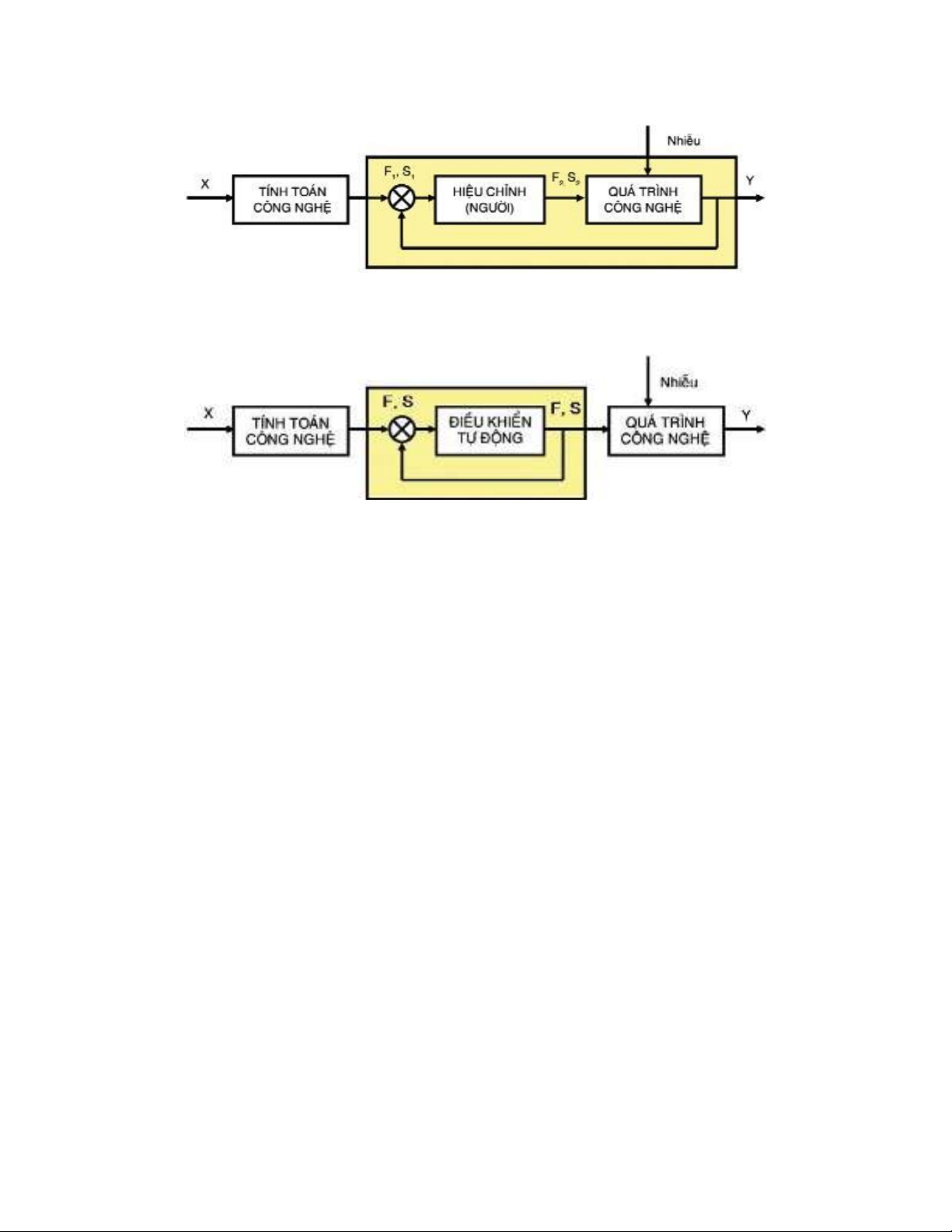
Hình 2: Điều khiển quá trình theo công nghệ truyền thống
Hình 3 : Điều khiển quá trình với máy tự động
- Máy công cụ truyền thống được điều khiển bằng tay (hình 2). Thông số đầu vào của hệ
thống là chế độ công nghệ (tốc độ cắt S và lượng chạy dao F), các thông số đầu ra Y thể
hiện phản ứng của hệ thống: kích thước, độ nhám bề mặt, lực cắt, nhiệt độ vùng cắt, rung
động, mòn dao,... Chức năng điều khiển hoàn toàn do con người (công nhân) thực hiện.
Với cấu trúc này của hệ thống, quá trình công nghệ nằm trong vòng điều khiển nên mặc
dù không đạt được độ chính xác và độ nhạy cần thiết (do con người thực hiện), hệ thống
có khả năng thích ứng với biến động của qúa trình. Do các đặc điểm nói trên mà máy
công cụ thông thường được gọi là hệ thống ĐKTN bằng tay (Manual Adaptive
Control).
Trên máy tự động (hình 3), việc tính toán các chế độ công nghệ vẫn do con người thực
hiện trước và đưa vào chương trình. Bộ điều khiển thay con người đưa các thông số công
nghệ (S, F) vào máy và điều khiển máy hoạt động theo các giá trị đã ấn định. CNC là
dạng điển hình của hệ thống điều khiển theo chương trình.
Mục tiêu điều khiển tự động trên các máy công cụ hiện nay, kể cả máy CNC là đảm bảo
các cơ cấu công tác hoạt động theo đúng trình tự và các chế độ công nghệ (S, F) ghi trong
chương trình chứ không phải là các thông số ra (Y) của quá trình. Quá trình công nghệ
nằm ngoài vòng giám sát của bộ điều khiển nên nó không thể nhận biết và không thể
phản ứng trước các biến động xảy ra trong quá trình công nghệ và những biến động của
thông số ra Y. Bộ điều khiển này còn được gọi là bộ điều khiển tĩnh (Fixed Controller).
Muốn tự động kiểm soát kết quả gia công, bộ điều khiển phải có khả năng nhận biết
những thay đổi của các thông số ra Y hoặc các thông số môi trường đặc trưng, có khả
năng bù trừ hoặc hạn chế biến động của chúng, nhằm duy trì sự làm việc bình thường
hoặc đảm bảo hiệu quả cao nhất cho quá trình.Hệ thống điều khiển như vậy được gọi là
hệ ĐKTN.
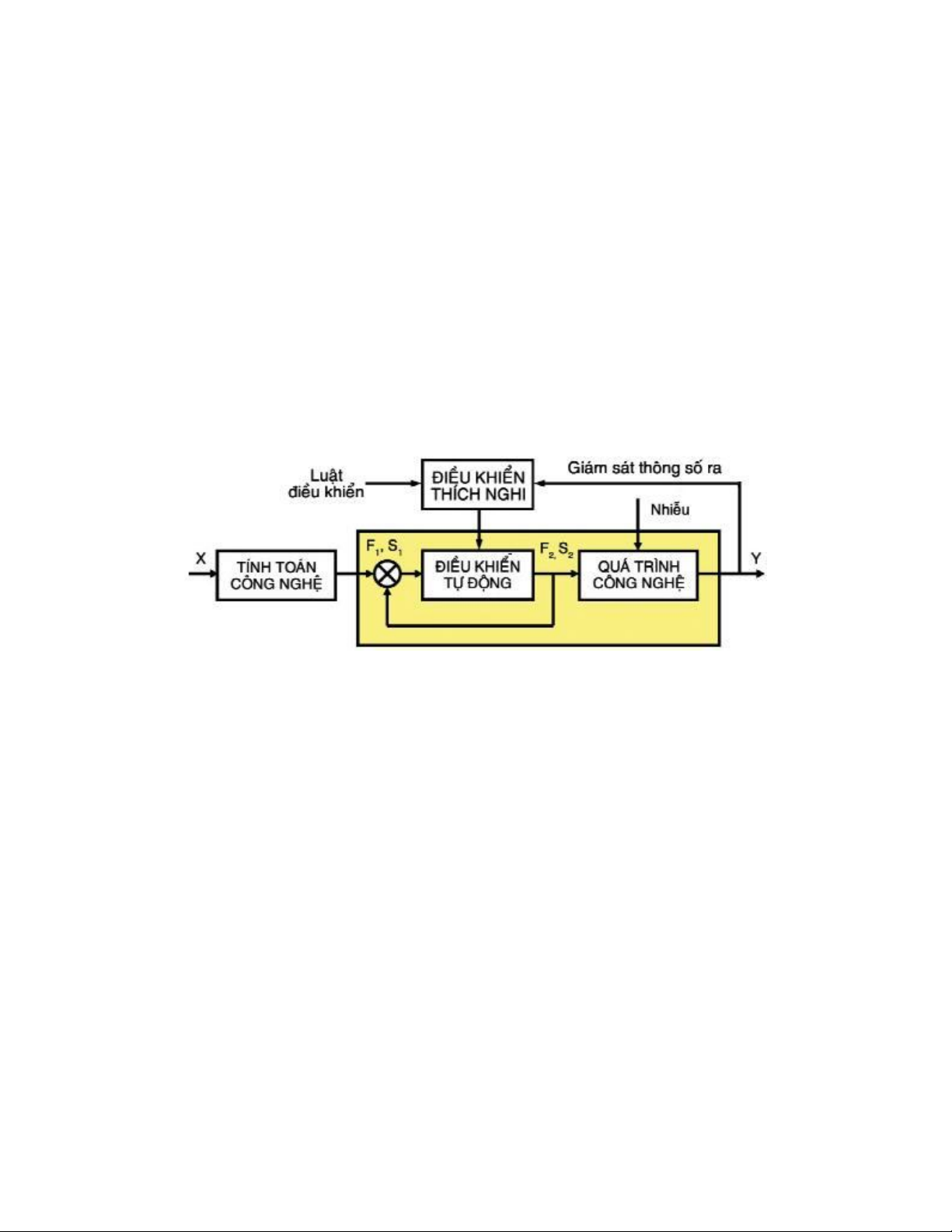
Hình 4: Sơ đồ ĐKTN quá trình công nghệ
Sơ đồ ĐKTN máy công cụ như hình 4. Trong hệ thống này, con người chỉ phải tính sơ bộ
chế độ gia công. Bộ CNC vẫn giữ chức năng nhận và duy trì thông số công nghệ đã định.
Bộ ĐKTN giám sát thông số ra hoặc thông số môi trường, ra quyết định điều khiển và
lệnh cho bộ CNC thực hiện các hiệu chỉnh cần thiết.
Việc giám sát và hiệu chỉnh chế độ công nghệ được thực hiện trong thời gian thực, khiến
máy công cụ làm việc với chế độ gia công S2, F2 khác với chế độ gia công tính toán S1,
F1, đảm bảo giá trị hợp lý nhất của thông số ra.
Về cấu trúc, sơ đồ ĐKTN tương tự như sơ đồ điều khiển bằng tay, nhưng ĐKTN do máy
móc thực hiện nên đảm bảo được độ chính xác và độ nhạy cao. Khác về bản chất so với
CNC thông thường, ĐKTN mang tính tích cực, động và thông minh.
• Giải pháp ĐKTN máy công cụ
Những biến động trong quá trình công nghệ có ảnh hưởng xấu đến chất lượng gia công
và tính an toàn của hệ thống. Vấn đề này từ lâu đã trở thành một trong những vấn đề
trọng tâm của công nghệ cắt gọt kim loại, được nhiều thế hệ các nhà công nghệ tìm cách
khắc phục. Vấn đề là giải pháp.
Giải pháp truyền thống theo nguyên tắc phòng ngừa: mọi tính toán, thiết kế đều nhằm
thỏa mãn các điều kiện khó khăn, nặng nề nhất. Trên thực tế, các điều kiện đó chỉ là giả
định hoặc xảy ra trong khoảnh khắc. Trong phần lớn thời gian, máy làm việc dưới khả
năng thiết kế, với năng suất thấp, chi phí cao. Máy CNC không nằm ngoài tình trạng đó.
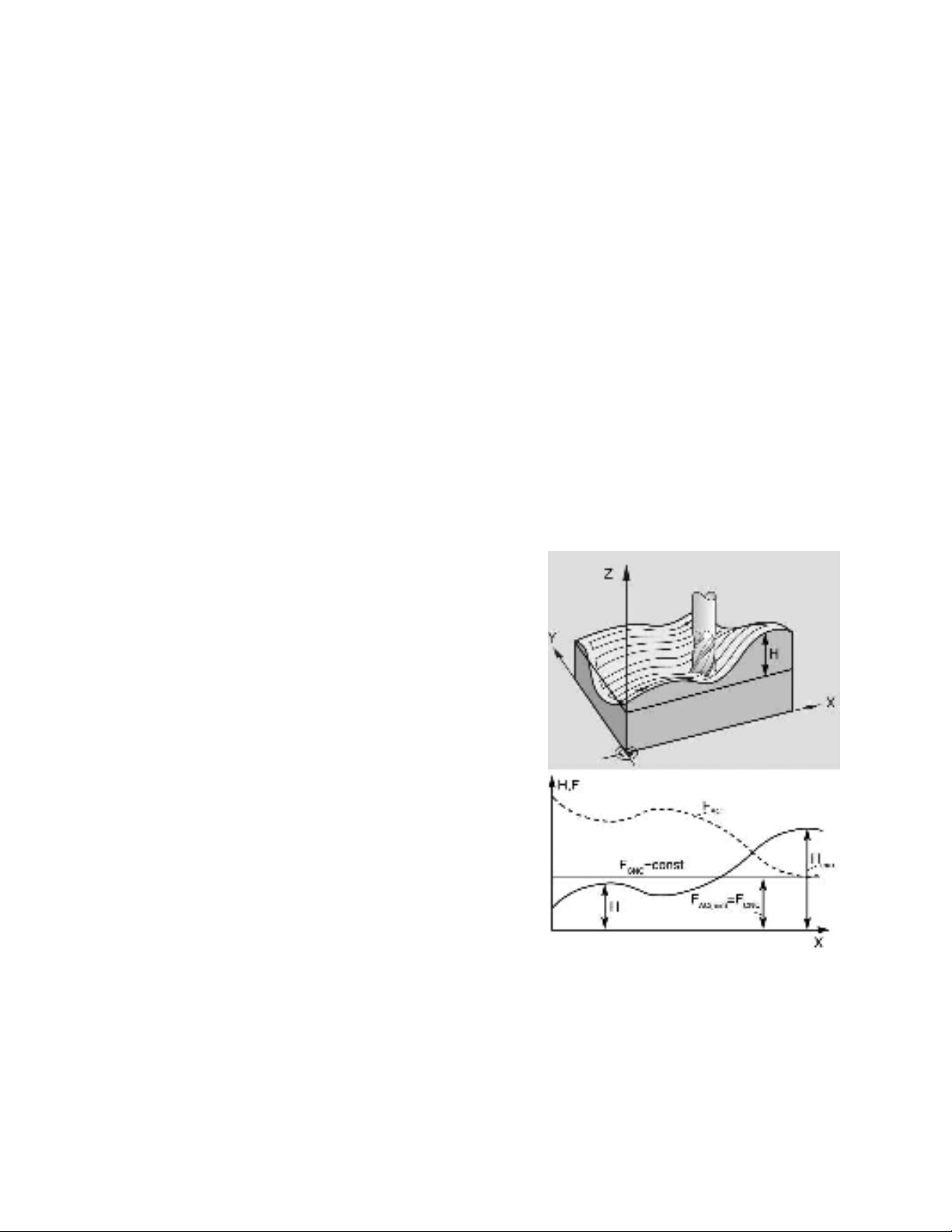
Ví dụ, khi gia công với chiều sâu cắt thay đổi (hình 5), lượng chạy dao FCNC được xác
định sao cho khi cắt với chiều sâu cắt lớn nhất (Hmax) mà dao không bị mẻ. Trong phần
lớn thời gian gia công, tuy chiều sâu cắt thực (H) nhỏ hơn Hmax rất nhiều nhưng hệ điều
khiển vẫn duy trì giá trị FCNC không đổi.
Giải pháp mới - ĐKTN, ngược lại dựa trên nguyên
tắc giám sát và xử lý tình huống theo thực tế. Ví dụ,
nếu bằng cách nào đó, bộ điều khiển giám sát được
chiều sâu cắt thực và hiệu chỉnh lượng chạy dao
theo quan hệ FAC=f(H) thì hiệu quả gia công cao
hơn rất nhiều.
Như vậy, khác với công nghệ CNC truyền thống
(thiết lập chế độ công nghệ trước khi gia công (Off-
line), theo nguyên tắc phòng ngừa, bị động), AC là
giải pháp tích cực, thông minh và hiệu chỉnh chế độ
công nghệ ngay trong khi gia công (On-line).
Các hệ AC cho máy công cụ được phân làm 3 loại:
hệ bù hình học thích nghi (Geometric Adaptive
Compensation - GAC), hệ ĐKTN tối ưu (Adaptive
Control Optimization - ACO), hệ ĐKTN theo trạng thái giới hạn (Adaptive Control with
Constraints - ACC). Hiện nay ACC là hướng khả thi nhất cho AC máy công cụ.
Hình 5: Chế độ cắt trên máy CNC
























![Giáo trình Xử lý sự cố Diesel tàu thủy (Nghề Khai thác máy tàu thủy, Trình độ Trung cấp) - Trường Cao đẳng Nông nghiệp Thanh Hóa [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260508/songngu_011/135x160/23801778744471.jpg)
