Bản quyền của ThS. Vũ Đình Toại
13.08.2009
Chương X: X: MMÁÁY CÔNG C
Chương Y CÔNG CỤỤ I. PHÂN LOẠẠI VI VÀÀ KÝ HI
I. PHÂN LO KÝ HIỆỆU MU MÁÁY CÔNG C Y CÔNG CỤỤ 1. Phân loạại:i:
1. Phân lo i 1 tấấnn -- Theo kh Theo khốối lưi lượợng:ng: i trung bìình: nh: dưdướới 10 t i 10 tấấnn + lo+ loạại nhi nhẹẹ: : dưdướới 1 t
+ lo+ loạại trung b
+ lo+ loạại hi hạạng nng nặặng: t ng: từừ 10 t10 tấấn trn trởở lênlên
Theo độộ chchíính xnh xáác cc củủa ma mááy:y:
-- Theo đ
+ + đđộộ chchíính xnh xáác thưc thườờngng
+ + đđộộ chchíính xnh xáác cao
c cao
t cao
+ ch+ chíính xnh xáác rc rấất cao
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
-- Theo m Theo mứức đc độộ gia công c gia công củủa ma mááy gy gồồm:m:
:
công dụụng chung đ ng chung đểể gia công nhi gia công nhiềều lou loạại chi ti i chi tiếết ct cóó hhììnhnh + M+ Mááy vy vạạn năng
ddạạng, kng, kíích thư n năng:: ccóó công d
c nhau
ch thướớc khc kháác nhau
G
N
Ơ
Ư
C
y chuyên môn hoáá:: ddùùng đng đểể gia công m gia công mộột lot loạại hay m i chi tiếết ct cóó
I
+ + MMááy chuyên môn ho
hhìình dnh dạạng tương t ng trụục bc bậậc, bc, bạạc, vòng bi v.v i hay mộột vt vàài loi loạại chi ti
c, vòng bi v.v……))
Ạ
Đ
Í
ng tương tựự nhau
y chuyên dùùng:ng: gia công m nhau (n(như dhư dạạng tr
gia công mộột lot loạại chi ti i chi tiếết ct cóó hhìình dnh dạạng kng kíích thư ch thướớc nhc nhấấtt + + MMááy chuyên d
đ địịnhnh
H
K
Ơ
C
-- Phân lo Phân loạại theo công c i theo công cụụ vvàà chchứức năng l c năng lààm vim việệc:c: nhnhóóm mm mááy: tiy: tiệện, khoan, m n, khoan, màài, phay, b i, phay, bàào, v.v o, v.v……
-- Phân lo Phân loạại theo m i theo mứức đc độộ ttựự đ độộng hng hóóa:a: mmááyy ththủủ công công, , mmááyy bbáánn ttựự đđộộngng, , mmááyy PLC, PLC, mmááyy CNC, CNC, mmááyy DNCDNC
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
11 / 51/ 51
2. Ký hiệệu mu mááy cy cắắt:t:
2. Ký hi
u tiên chỉỉ nhnhóóm mm mááy:y: T T -- titiệện; KD n; KD -- Khoan doa; M Khoan doa; M -- mmàài; TH i; TH -- ttổổ hhợợp; p; -- ChChữữ đ đầầu tiên ch
P P -- phay; BX phay; BX -- bbàào xo xọọc; C c; C -- ccắắt đt đứứt; t; ……
-- ChChữữ ssốố titiếếp theo p theo bibiểểu thu thịị kikiểểu mu mááy,y, đ đặặc trưng cho m c trưng cho mộột trong nh t trong nhữững kng kíích thư ch thướớcc quan trọọng cng củủa chi ti
quan tr a chi tiếết hay d gia công
t hay dụụng cng cụụ gia công
i sau đ đểể chchỉỉ rõ ch rõ chứức năng c năng, m, mứức đc độộ ttựự đ độộng ho ng hoáá, , đđộộ chchíính xnh xáác vc vàà ccảải i -- CCáác chc chữữ ccáái sau
titiếến mn mááyy
VVíí ddụụ: : T620A n năng; ;
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
T620A: ch: chữữ T T -- titiệện; sn; sốố 6 6 -- kikiểểu vu vạạn năng
ssốố 20 20 -- chichiềều cao tâm m 200 mm
u cao tâm mááy ly làà 200 mm 400mm)
t gia công trên mááy ly làà 400mm) ((tương
tương ứứng vng vớới đưi đườờng kng kíính lnh lớớn nhn nhấất gia công trên m
A -- đã c y T620
i tiếến tn từừ mmááy T620 đã cảải ti chchữữ A
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
Theo tiêu chuẩẩn Vin Việệt Nam, t Nam, mmááy công c y công cụụ ccóó 5 c5 cấấp chp chíính xnh xáác theo c c theo cáác chc chữữ ccáái i Trong đóó E lE làà ccấấp chp chíính xnh xáác thưc thườờng; B l ng; B làà ccấấp chp chíính xnh xáác đc đặặc bic biệệt t (cid:41)(cid:41)Theo tiêu chu
E, E, D, D, C, C, B, B, A. A. Trong đ
cao; A làà ccấấp siêu ch
cao; A l p siêu chíính xnh xáácc
H
K
Ơ
C
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
22 / 51/ 51
1
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
II. CII. CÁÁC CƠ C C CƠ CẤẤU TRUY U TRUYỀỀN ĐN ĐỘỘNG: NG:
1. 1. NhNhữữngng khkhááii niniệệmm cơcơ bbảảnn::
1.1. TTỷỷ ssốố truytruyềềnn::
1.1. vòng quay quay ccủủaa trtrụụcc bbịị đđộộngng (n2) (n2) trêntrên ttỷỷ ssốố truytruyềềnn ((kýký hihiệệuu llàà i)i) llàà ttỷỷ ssốố gigiữữaa ssốố vòng
(n1)
quay ccủủaa trtrụụcc chchủủ đđộộngng (n1)
ssốố vòng vòng quay
1
i
=
=
=
=
d
1
d
Z
Z
K
Z
quay,
vòng quay,
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
n
2
n
1
2
2
:
i i -- ttỷỷ ssốố truytruyềềnn
n n -- ssốố vòng
d d -- đưđườờngng kkíínhnh pulipuli
Z Z -- ssốố răngrăng ccủủaa bbáánhnh răngrăng
K K -- ssốố đđầầuu mmốốii trtrụụcc vvíítt,,
chchỉỉ ssốố 1: 1: bibiểểuu ththịị trtrụụcc chchủủ đđộộngng
chchỉỉ ssốố 2: 2: bibiểểuu ththịị trtrụụcc bbịị đđộộngng
G
N
Ơ
Ư
C
I
1.2. PhânPhân loloạạii ccáácc cơcơ ccấấuu truytruyềềnn đđộộngng::
1.2.
Ạ
Đ
Í
-- CơCơ ccấấuu truytruyềềnn đđộộngng phânphân ccấấpp::
H
K
Ơ
C
cơcơ ccấấuu truytruyềềnn đđộộngng chchỉỉ chocho mmộộtt hohoặặcc mmộộtt ssốố ccấấpp ttốốcc đđộộ nhnhấấtt đđịịnhnh, ,
, ...
VD:VD: ccáácc bbộộ truytruyềềnn bbáánhnh răngrăng, , đaiđai truytruyềềnn, ...
, VD: bbáánhnh ma ma ssáátt, , truytruyềềnn -- CơCơ ccấấuu truytruyềềnn đđộộngng vôvô ccấấpp::
llàà cơcơ ccấấuu truytruyềềnn đđộộngng chocho nhinhiềềuu ccấấpp ttốốcc đđộộ liênliên ttụụcc, VD:
đđộộngng ththủủyy llựựcc
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
33 / 51/ 51
-- CơCơ ccấấuu truytruyềềnn đđộộngng gigiáánn đođoạạnn::
, VD: cơcơ ccấấuu ccóócc ddùùngng trong trong bbàànn chchạạyy daodao llàà cơcơ ccấấuu truytruyềềnn đđộộngng mmàà phphầầnn bbịị đđộộngng chchỉỉ ththựựcc hihiệệnn đưđượợcc gigiáánn đođoạạnn sausau mmỗỗii
hhàànhnh trtrììnhnh đđầầyy đđủủ ccủủaa phphầầnn chchủủ đđộộngng, VD:
ccủủaa mmááyy bbààoo
2. 2. CCáácc cơcơ ccấấuu truytruyềềnn đđộộngng trong trong mmááyy ::
2.1. TruyTruyềềnn đđộộngng đaiđai::
2.1. thang hay hay đaiđai ddẹẹtt truytruyềềnn chuy chuyểểnn đđộộngng quay quay tròntròn gigiữữaa haihai pulipuli vvớớii ttỷỷ ssốố ĐaiĐai thang
truytruyềềnn ii
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
i
=
=
η.
G
N
Ơ
Ư
C
I
D
1
D
2
n
1
n
2
Ạ
Đ
Í
H
K
Ơ
C
ηη-- hhệệ ssốố trưtrượợtt
D1, D2 -- đưđườờngng kkíínhnh ngongoààii ccủủaa ccáácc pulipuli
D1, D2
n1, n2 -- vvậậnn ttốốcc vòng
n1, n2 vòng ccủủaa pulipuli 1 1 vvàà pulipuli 2 2
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
44 / 51/ 51
2
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
2.2. TruyTruyềềnn đđộộngng bbáánhnh răngrăng::
2.2. ggồồmm nhnhữữngng ccặặpp bbáánhnh răngrăng trtrụụ hohoặặcc côncôn ănăn khkhớớpp vvớớii nhaunhau
chuyểểnn đđộộngng quay quay gigiữữaa ccáácc trtrụụcc song song
song song LoLoạạii truytruyềềnn đđộộngng nnààyy nhnhằằmm truytruyềềnn chuy
hay hay vuông vuông ggóócc vvớớii nhaunhau nhnhờờ ccáácc bbáánhnh răngrăng
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
1
i
=
=
Z
Z
2
n
2
n
1
Z1, Z2 -- ssốố răngrăng ccủủaa bbáánhnh răngrăng
Z1, Z2
n1, n2 -- ssốố vòng
n1, n2 vòng quay quay ccủủaa bbáánhnh răngrăng
G
N
Ơ
Ư
C
I
Ạ
Đ
2.3. TruyTruyềềnn đđộộngng trtrụụcc vvíítt -- bbáánhnh vvíítt::
2.3.
Í
không
quay gigiữữaa haihai trtrụụcc không song. . BBáánhnh vvíítt ccóó ssốố răngrăng ZZbvbv ănăn khkhớớpp vvớớii
H
K
Ơ
C
công ththứứcc i = K/ i = K/ZZbvbv ddùùngng đđểể thay quay n gigiữữaa haihai trtrụụcc vòng quay n llàà ddạạngng truytruyềềnn đđộộngng quay
song song
song
trtrụụcc vvíítt ccóó ssốố đđầầuu mmốốii K (K = 1, 2, 3).
K (K = 1, 2, 3).
TTỷỷ ssốố truytruyềềnn ccủủaa loloạạii truytruyềềnn đđộộngng nnààyy rrấấtt nhnhỏỏ vvàà
thay đđổổii ởở
ttíínhnh theotheo công
mmứứcc đđộộ llớớnn gigiáá trtrịị vòng
quay
quay
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
55 / 51/ 51
2.4. TruyTruyềềnn đđộộngng trtrụụcc vvíítt me me -- đaiđai ốốcc::
2.4. chuyểểnn đđộộngng quay quay tròntròn ththàànhnh chuy chuyểểnn BiBiếếnn chuy
đđộộngng ttịịnhnh titiếếnn
vòng
ĐĐộộ ddààii ttíínhnh titiếếnn S S đưđượợcc ttíínhnh theotheo ssốố vòng
quay n vvàà bưbướớcc trtrụụcc vvíítt txtx: S =
quay n : S = n.tn.txx (cid:41)(cid:41)TrTrụụcc vvíítt me me ccóó ththểể chchỉỉ llàà mmộộtt đđầầuu mmốốii, , haihai đđầầuu mmốốii, , răngrăng trtrááii hay hay răngrăng phphảảii
thanh răngrăng -- bbáánhnh răngrăng:: 2.5. TruyTruyềềnn đđộộngng thanh
2.5.
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
quay ththàànhnh chuyểểnn đđộộngng quay
BiBiếếnn chuy
ttịịnhnh titiếếnn hohoặặcc ngưngượợcc llạạii
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
thanh răngrăng ccóó bưbướớcc t = t = ππm m vvàà bbáánhnh răngrăng ccóó ssốố răngrăng Z Z đưđượợcc SSựự ănăn khkhớớpp gigiữữaa thanh
ttíínhnh theotheo công công ththứứcc: :
S = S = t.Z.nt.Z.n = = ππmZnmZn
modun ccủủaa răngrăng
vòng quay quay ccủủaa bbáánhnh răngrăng Z.Z. m m -- ssốố modun
n n -- ssốố vòng
Z Z -- ssốố răngrăng ccủủaa bbáánhnh răngrăng
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
66 / 51/ 51
3
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
3. Các cơ cấu thay đổi tốc độ: là cơ cấu dùng để thay đổi tốc độ quay giữa các trục
1
2
3.1. Cơ cấu bánh răng di trượt:
i =
i =
Z
Z
3
Z
Z
4
hoặc
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
3.2. Cơ cấu li hợp vấu:
I
Ạ
Đ
Í
H
K
Ơ
C
1
2
i =
i =
Z
Z
3
Z
Z
4
hoặc
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
77 / 51/ 51
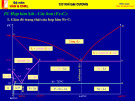
3.3. Khối bánh răng hình tháp – cơ cấu nooctông:
i
a
i
Trên trục chủ động có một khối bánh răng hình
tháp có số răng từ z1 ÷z6 nhận cùng một số
vòng quay n1. Để truyền sang trục bị động II
cần có bánh răng trung gian za luôn luôn ăn
khớp với bánh di trượt zb lắp trên trục II. ở tại
các vị trí tương ứng sẽ có i tương ứng
i
.
=
=
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
Z
Z
Z
Z
Z
Z
:
a
b
b
3. Cơ cấu đảo chiều quay:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
Theo nguyên tắc:
H
K
Ơ
C
- Nếu số trục là số chẵn thì trục bị
động quay ngược chiều với trục
chủ động. - Nếu số trục là số lẻ, trục bị động và trục chủ động quay cùng chiều
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
88 / 51/ 51
4
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
III. CIII. CÁÁC MC MÁÁY CÔNG C Y CÔNG CỤỤ CƠ B CƠ BẢẢN: N: 1. Khái niệm về định vị - chuẩn - gá kẹp trên máy công cụ: 1.1. Bậc tự do:
Một khối lập phương trong không gian bị
khống chế bởi:
mặt xOy 3 bậc tự do: Tz, Qy, Qx;
mặt yOz 2 bậc tự do: Tx, Qz;
mặt zOx 1 bậc tự do: Ty
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
1.2. Nguyên tắc định vị:
Khi bậc tự do đã được khống chế thì vị trí theo phương đó đã được xác định,
gọi là định vị
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
Điều kiện cần và đủ để một vật rắn trong không gian được định vị (cố định hoàn
toàn) là:
6 bậc tự do được khống chế, trong đó 3 bậc tự do phải được khống chế theo 3
phương khác nhau và một trục quay tức thời không trùng với 6 bậc tự do
H
K
Ơ
C
- Một mặt phẳng khống chế 3 bậc tự do
- Một đường thẳng khống chế 2 bậc tự do.
- Một điểm khống chế 1 bậc tự do.
- Một khố V ngắn, chốt trụ ngắn, mặt trụ ngắn, mặt côn ngắn khống chế 2 bậc.
- Một khố V dài, chốt trụ dài, mặt trụ dài, mặt côn dài khống chế 4 bậc tự do.
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
99 / 51/ 51
- Mặt cầu khống chế 3 bậc tự do.
- Chốt trám chỉ khống chế 1 bậc tự do
Những trường hợp siêu định vị gồm:
- Khống chế quá sáu điểm (sáu bậc tự do)
- Khống chế bậc tự do trùng lặp
- Khống chế quá hai bậc tự do trên một đường thẳng
- Khống chế quá ba bậc tự do trên một mặt phẳng
1.3. Ký hiệu qui ước:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
1. Tính chất công nghệ của bề mặt
2. Mặt tiếp xúc (chuẩn):
- Mặt thô: nét kép =>
- Mặt tinh: nét đơn -> 3. Chức năng thành phần công nghệ:
G
N
Ơ
Ư
C
I
- Vấu tì, chốt, chốt trám,…
Ạ
Đ
4. Mặt tiếp xúc:
Í
H
K
Ơ
C
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
1010 / 51/ 51
5
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
1.4. Chuẩn – gá kẹp:
- Chuẩn thô là bề mặt được chọn lần đầu, chỉ chọn một lần duy nhất
- Chuẩn tinh là bề mặt chọn để gá kẹp trong những bước gia công tiếp theo
Ví dụ: gia công bề mặt lỗ trên một phôi đúc hình trụ, ta có 2 trường hợp để
chọn chuẩn thô:
- Nếu phôi đặc, ta chọn mặt trụ ngoài của phôi làm chuẩn và kẹp trên máy tiện,
để khoan lỗ. Sau đó lấy lỗ làm chuẩn tinh để gia công mặt trụ ngoài.
- Nếu phôi có lỗ đúc, ta lấy lỗ làm chuẩn thô, để gia công mặt trụ ngoài
Nguyên tắc chọn chuẩn thô:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
- Chuẩn thô chỉ dùng một lần duy nhất
- Nếu có một bề mặt không gia công, ta chọn bề mặt đó làm chuẩn thô
- Nếu có một số bề mặt không gia công, ta chọn mặt có vị trí chính xác nhất
- Nếu các bề mặt đều gia công, chọn bề mặt có lượng dư đều đặn
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
Chuẩn tinh được chọn theo nguyên tắc sau:
- Chọn chuẩn tinh chính (tương tự lúc chi tiết làm việc). Ví dụ: gia công bánh răng, ta lấy lỗ làm chuẩn tinh để gia công các bề mặt (vì lỗ là bề mặt lắp ghép)
H
K
Ơ
C
- Chuẩn tinh chọn trùng với gốc kích thước (tránh sai số tích luỹ)
- Tránh chọn chuẩn tinh trên bề mặt mà sau khi kẹp chặt bị biến dạng
- Chọn chuẩn tinh sao cho đồ gá thuận tiện
- Chọn chuẩn tinh thống nhất cho nhiều lần gá
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
1111 / 51/ 51
2. Máy tiện: 2.1. CôngCông ddụụngng vvàà PhânPhân loloạạii::
2.1.
Máy tiện là loại có số lượng lớn trong nhà máy cơ khí (40 ÷50%), bởi vì máy
tiện có thể gia công được nhiều dạng bề mặt:
- Mặt tròn xoay ngoài và trong (lỗ)
- Các mặt trụ, côn hay định hình
- Các loại ren (tam giác, thang, vuông,…)
- Mặt phẳng ở mặt đầu hoặc cắt đứt
(cid:198)Ngoài ra trên máy tiện có thể dùng để khoan lỗ, doa lỗ, thậm chí gia công các bề mặt không tròn xoay nhờ cơ cấu đặc biệt hoặc đồ gá
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
Gia công trên máy tiện có khả năng đạt độ chính xác rất cao và độ nhẵn trung bình RZ40;
2,5 (∇5 ÷∇6)
Máy tiện được phân loại căn cứ theo các yếu tố sau:
G
N
Ơ
Ư
C
I
+ Căn cứ vào công dụng của máy:
Ạ
Đ
Í
- Máy tiện ren vít vạn năng dùng GC các loại ren và các công việc của máy tiện.
- Máy tiện nhiều dao (máy tiện Revonve): Cùng một lúc có nhiều lưỡi dao cùng cắt.
- Máy tiện tự động và bán tự động là loại mà các thao tác và nguyên công
H
K
Ơ
C
được thực hiện tự động hoàn toàn hay một phần.
- Máy tiện chuyên dùng chỉ để gia công một số bề mặt nhất định, loại hình hạn chế.
- Máy tiện đứng hay máy tiện cụt có mâm cặp lớn quay nằm ngang hay thẳng
đứng để gia công các chi tiết có đường kính lớn đến 18 ÷20m.
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
1212 / 51/ 51
6
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
+ Căn cứ vào khối lượng của máy:
≤500 kg
≤4000 kg
≤50 tấn - Loại nhẹ
- Loại trung
- Loại nặng
- Loại siêu nặng ≤400 tấn
2.2. MMááyy titiệệnn renren vvíítt vvạạnn năngnăng::
2.2.
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
1- Ụ trước
2- Điều chỉnh bàn xe dao
3- Hộp xe dao
4- Ụ sau
5- Hộp bàn xe dao 6 - Thân máy
7 - Bộ gá kẹp dao
8 - Công tắc điện
9 - Hộp động cơ
10- Bệ máy
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
1313 / 51/ 51
Mâm cặp: để kẹp chặt và tự định vị phôi, gắn trên trục chính
3 chấu: GC chi tiết tròn xoay
4 chấu: GC chi tiết không tròn xoay và bề mặt lệch tâm
4 chấu
3 chấu, tự định tâm
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
MMũũii tâmtâm:: ddùùngng đđểể đđỡỡ tâmtâm ccáácc phôi phôi titiệệnn
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
a- loại tâm quay
b- loại có khoét lõm
c- loại có hình cầu
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
1414 / 51/ 51
7
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
Giá đỡ hay còn gọi là luynet: dùng để tăng độ cứng vững của phôi gia công.
Dùng giá đỡ có khả năng hạn chế sai số hình dạng do lực cắt của dao gây nên
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
Dao tiện
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
1515 / 51/ 51
2.3. Dao titiệệnn vvàà ccáácc sơsơ đđồồ ccắắtt::
2.3. Dao Mỗi một dạng bề mặt tương ứng với một loại dao tiện khác nhau
- Các dao tiện đầu thẳng 1 chỉ dùng để gia
công mặt trụ hoặc côn ngoài (hình a)
- Các dao tiện đầu cong 2, 3, 4 dùng gia công mặt đầu hoặc mặt trụ trong
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
Bề mặt phôi khi tiện
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
1616 / 51/ 51
8
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
2.4. MMộộtt ssốố PP PP giagia công
2.4. công đđặặcc bibiệệtt trêntrên mmááyy titiệệnn::
Nói chung, gia công các dạng bề mặt hình trụ hay mặt đầu trên máy tiện khá đơn
giản. Tuy nhiên, một số dạng bề mặt như lệch tâm, côn trong và côn ngoài, các
mặt ren đòi hỏi phải có kỹ thuật riêng
- Dao rộng bản chỉ tiện đoạn côn có
chiều dài ngắn với góc nghiêng αbất kì.
Dao rộng bản chịu lực lớn và chỉ có
bước tiến ngang S chạy tay hay tự động
+ Gia công mặt côn:
- Với độ dài l nhỏ, góc nghiêng nhỏ có
thể quay bàn dao trên một góc αbằng:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
tg
=α
G
N
Ơ
Ư
C
I
dD
−
2
l
dùng dao rộng bản
xoay bàn dao trên
Ạ
Đ
Í
H
K
Ơ
C
D - đường kính lớn
d - đường kính nhỏ
l - chiều dài đoạn côn
đánh lệch ụ động
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
1717 / 51/ 51
+ Gia công mặt côn:
h
=
L
l
dD
−
2
⎛
⎜
⎝
⎞
⎟
⎠
- Nếu đoạn côn có chiều dài lớn
và giá trị góc nghiêng nhỏ (≤80)
có thể lợi dụng độ rơ của ụ sau,
đánh lệch một đoạn h bằng:
dùng dao rộng bản
xoay bàn dao trên
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
h- phần lệch tâm
L- chiều dài tổng tính từ
hai mũi tâm
l- chiều dài phần côn
Ạ
Đ
Í
đánh lệch ụ động
H
K
Ơ
C
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
1818 / 51/ 51
9
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
+ Gia công ren:
Tuỳ theo dạng ren và yêu cầu, người ta sử dụng ba phương pháp tiến dao khác nhau:
a - ăn dao thẳng: dùng để cắt ren nhỏ, hai lưỡi cùng
cắt sẽ chịu lực lớn, nhưng cả hai mép đều nhẵn
b, c - ăn dao nghiêng theo 1 mép: chỉ có một lưỡi
tham gia cắt, sẽ giảm lực nhưng mép bên phải kém
nhẵn bóng. Phương pháp này được dùng khi cắt thô
có kích thước lớn
Chú ý: Các loại ren vuông hay hình thang, giai đoạn đầu cũng thường cắt tam giác,
sau đó dùng dao định hình để sửa đúng
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
3. Máy khoan – doa:
3.1. CôngCông ddụụngng vvàà PhânPhân loloạạii::
3.1.
Máy khoan - doa dùng để gia công lỗ hình trụ bằng các dụng cụ cắt như: mũi khoan,
mũi khoét và dao doa
Ạ
Đ
Í
- Máy khoan là loại máy tạo ra lỗ thô, khi khoan chỉ đạt độ chính xác thấp, độ bóng
nhỏ (∇2- ∇3 hay Rz100 - Rz60)
H
K
Ơ
C
- Để nâng cao độ chính xác và độ bóng bề mặt lỗ, phải dùng khoét hay doa trên máy
doa. Sau khi doa, độ chính xác đạt cấp 1 hoặc 2 và độ bóng có thể đạt (∇7 ÷∇8)
- Máy khoan, doa có chuyển động chính là chuyển động quay tròn của trục mang dao.
Chuyển động chạy dao là chuyển động tịnh tiến của dao
- Riêng trên máy khoan có thể dùng dụng cụ ta rô, bàn ren để gia công ren
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
1919 / 51/ 51
khoan::
3.2. MMááyy khoan
3.2.
- Máy khoan bàn: là loại
máy đơn giản, nhỏ, đặt
trên bàn nguội. Lỗ
khoan lớn nhất d ≤
10mm. Máy thường có
ba cấp vòng quay với
số vòng quay lớn
- Máy khoan đứng: là
loại dùng gia công các
loại lỗ đơn có đường
kính trung bình ≤50
mm. Máy có trục
chính mang mũi
khoan cố định. Phôi
phải dịch chuyển sao
cho trùng tâm mũi
khoan
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
- Máy khoan cần: để gia công đường
kính lỗ lớn trên các phôi có khối lượng
lớn không dịch chuyển thuận lợi được.
Do đó, toạ độ của mũi khoan có thể
dịch chuyển quay hay hướng kính để
khoan các lỗ có toạ độ khác nhau
H
K
Ơ
C
1- trụ đứng
2- cần
3- đầu trục
chính
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
2020 / 51/ 51
10
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
- Máy khoan sâu: có trục chính nằm
ngang để khoan các lỗ có độ sâu lớn.
VD: khoan lòng súng, lòng pháo, ... - Máy khoan nhiều trục: là loại có thể
lắp cùng một ụ khoan các mũi khoan
cùng làm việc theo một chế độ. Máy
dùng trong sản xuất hàng loạt
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
2121 / 51/ 51
3.3. DDụụngng ccụụ ccắắtt trêntrên mmááyy khoan
3.3. khoan -- doadoa::
+ Mũi khoan: trong cắt gọt kim loại có các loại mũi khoan ruột gà, mũi khoan
sâu, mũi khoan tâm,…
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
Tốc độ cắt v:
I
v
=
]phm
[
/
dn
π
1000
Ạ
Đ
Í
d - đường kính mũi khoan [mm]
n - số vòng quay mũi khoan [vòng/phút]
H
K
Ơ
C
Chiều sâu cắt t khi khoan trên phôi chưa có lỗ là:
t =
d
2
Lượng chạy dao của khoan sau mỗi vòng quay là Sz = 2S [mm/vòng]
(vì khoan có hai lưỡi cắt chính)
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
2222 / 51/ 51
11
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
+ Mũi khoét và dao doa: Dụng cụ để khoét
và doa dùng để mở rộng lỗ khoan, tăng độ
chính xác và độ bóng bề mặt lỗ tròn xoay.
Khác với mũi khoan, mũi khoét và dao doa
có số lưỡi cắt nhiều hơn
- Số rãnh của mũi khoét thường từ 3 ÷4 và
nghiêng với trục một góc ω. Sau khi khoét
đạt độ chính xác cấp 4 ÷5, độ bóng RZ40 ÷
RZ20 (∇4 ÷∇5). Khi cần tăng độ chính xác
lên gấp 1 ÷2 và độ bóng từ (∇6 ÷∇8) thì sử
dụng dao doa
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
+ Tarô: là dụng cụ để gia công ren trong. Có thể lắp trên trục
khoan hoặc thao tác bằng tay.
- Để gia công những kích thước ren khác nhau, người ta chế
G
N
Ơ
Ư
C
I
tạo các cỡ tarô theo từng bộ.
- Ứng với một kích thước, mộ bộ tarô có từ 2 ÷3 chiếc để
Ạ
Đ
Í
cắt từ thô đến tinh
H
K
Ơ
C
+ Bàn ren: dùng để gia công ren ngoài với kích thước không
lớn quá
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
2323 / 51/ 51
3.4. Đặc điểm công nghệ khi khoan trên máy:
khoan::
3.4.1. LLựựcc ttáácc ddụụngng lênlên mmũũii khoan
3.4.1.
- Lực hướng kính Py cân bằng, chỉ có lực Px và Pz gây ra mất
ổn định và gây xoắn lên mũi khoan. Vì vậy, khi gia công khoan
cần lưu ý đến đặc điểm này
- Chế độ cắt quá lớn làm tăng Pz sẽ gãy mũi khoan
- Lượng ăn dao Sz lớn sẽ gây ra mất ổn định và mất chính xác
lỗ gia công
- Nếu lực Py không cân cũng gây lệch hướng khoan
3.4.2. ThiThiếếtt kkếế kkếếtt ccấấuu ccóó llỗỗ khoan
3.4.2. khoan hhợợpp lýlý::
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
(cid:41)Khi khoan các lỗ có đường kính lớn: phải
khoan nhiều lần. Lần thứ nhất chỉ khoan lỗ với
đường kính 15mm. Sau đó khoan rộng dần với
chiều sâu cắt hợp lý:
t
=
H
K
Ơ
C
dD
−
2
a- không hợp lý b- hợp lý
(cid:41)Các lỗ phân bố trên một toạ độ nhất định,
nên dùng gá khoan có toạ độ tương ứng nhằm
bảo đảm độ chính xác giữa các lỗ với nhau
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
2424 / 51/ 51
12
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
4. Máy bào, xọc:
4.1. ĐĐặặcc điđiểểmm, , CôngCông ddụụngng vvàà PhânPhân loloạạii::
4.1.
Đặc điểm: Chuyển động chính của máy là chuyển động tịnh tiến khứ hồi (gồm một
hành trình có tải và một hành trình chạy không). Chuyển động chạy dao thường là
chuyển động gián đoạn. Do chuyển động thẳng có quán tính lớn và hữu hạn nên tốc
độ không cao, năng suất thấp.
Gia công trên máy bào, xọc chỉ đạt độ chính xác thấp và độ nhẵn kém
Công dụng:
- Dùng để gia công các mặt phẳng ngang, đứng hay nằm nghiêng;
- Gia công thuận tiện các loại rãnh thẳng với tiết diện khác nhau: mang cá, chữ "T",
dạng răng thân khai,…
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
- Máy cũng có khả năng gia công chép hình để tạo ra các mặt cong một chiều
:
G
N
Ơ
Ư
C
Phân loại:
- Máy bào thuận lợi khi gia công các bề mặt dài và hẹp phía ngoài.
- Máy xọc chỉ dùng hạn chế trong gia công rãnh trong (rãnh then, bánh răng trong,…)
I
Ạ
Đ
4.2. MMááyy bbààoo, , xxọọcc::
4.2.
Í
- Tuỳ theo những đặc trưng về công nghệ, máy bào được chia thành máy bào ngang,
máy bào giường, máy xọc (bào đứng) và các máy chuyên môn hoá
H
K
Ơ
C
- Trong mỗi một phân nhóm nêu trên lại có nhiều kiểu máy có cấu trúc khác nhau.
Máy bào ngang có thể có cơ cấu culit, cơ cấu bánh răng (thanh răng), cơ cấu thuỷ lực,
cơ cấu quay tay.v.v… Máy bào giường có loại một trụ và loại hai trụ. Máy xọc có loại
culit - tay quay, có loại thuỷ lực. Máy chuyên dùng gồm có máy bào chép hình, máy
bào rãnh…
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
2525 / 51/ 51
- Máy bào ngang: dùng để gia công những phôi không lớn (thường nhỏ hơn 600mm)
1- vỏ của cơ cấu culit
2- tay kẹp đầu trượt
3- tay gạt của trục nâng bàn máy
4- tay gạt của trục tiến độ ngang
5- bàn máy
6- giá dao
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
- Máy bào giường: dùng để gia công các phôi lớn như thân máy
(cid:41)Bàn máy cùng với phôi di chuyển theo chiều dọc (chuyển động chính) còn dao
bào kẹp trên giá dao thì di chuyển theo chiều ngang (chuyển động tiến).
(cid:41)Trên máy bào giường có thể gia công những phôi dài tới 12m trên ba mặt cùng một lúc (mặt trên và hai mặt bên).
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
2626 / 51/ 51
13
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
(cid:41)Máy xọc được dùng để gia công trong lỗ, rãnh, mặt phẳng và mặt định hình của phôi
- Máy xọc: là một loại máy bào đứng có đầu máy chuyển động theo chiều thẳng đứng.
có chiều cao không lớn và chiều ngang lớn
1- giá dao
2- thân máy
3- bàn máy
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
2727 / 51/ 51
4.3. KKỹỹ thuthuậậtt bbààoo::
4.3.
a- bào thô: t và S lớn
b- dao bào mặt mút: bào giường, mặt thẳng
đứng
c- dao bào nghiêng: bào mặt nghiêng
d- bào rãnh: dao cong
e- bào rãnh: dao thẳng
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
4.4. Dao bbààoo::
4.4. Dao
Í
H
K
Ơ
C
a- dao bào ngoài
b- dao bào mặt mút
c- dao bào cắt
d- dao bào định hình
e- dao bào thẳng
g- dao bào cong
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
2828 / 51/ 51
14
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
4.5. SơSơ đđồồ ccắắtt khikhi bbààoo, , xxọọcc::
4.5.
GC trên máy bào
GC trên máy xọc
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
Gia công rãnh mang cá
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
Gia công rãnh chữ T
H
K
Ơ
C
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
2929 / 51/ 51
5. Máy phay:
5.1. Đặc điểm, công dụng và phân loại:
Đặc điểm: - Trong máy phay, chuyển động chính là chuyển động quay tròn của dao phay nên
cấu tạo của dao thường phù hợp với sự quay tròn của trục dao nằm ngang hay thẳng đứng
- Phay là phương pháp không chỉ đạt năng suất cao mà còn đạt được độ nhẵn bóng, độ
chính xác xấp xỉ với khi gia công tiện
Công dụng: Máy phay dùng phổi biến để gia công mặt phẳng, các loại rãnh cong và phẳng,
các dạng bề mặt định hình. Một số máy phay chuyên để gia công bánh răng
Phân loại:
- Máy phay vạn năng: là loại có trục thẳng đứng hoặc nằm ngang, có thể gia công được nhiều
dạng bề mặt khác nhau
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
- Máy phay chuyên dùng: chỉ để gia công một số loại bề mặt nhất định gồm: máy phay bánh
răng, máy phay ren,…
- Máy phay giường: gia công những chi tiết lớn
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
Máy phay vạn
năng nằm ngang
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
3030 / 51/ 51
15
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
5.2. Dao phay:
Tùy thuộc vào dạng bề mặt gia công có các loại sau:
- Loại dao gia công mặt phẳng gồn dao phay trụ,
dao phay mặt đầu
- Loại dao gia công rãnh gồn dao đĩa, dao phay ba mặt
cắt, dao phay ngón,…
- Loại dao gia công bánh răng như dao phay môđun,
dao phay lăn răng hoặc xọc răng,…
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
Máy phay đứng
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
Dao phay mặt đầu
H
K
Ơ
C
Dao phay trụ
Dao phay ngón
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
3131 / 51/ 51
5.3. Sơ đồ cắt khi phay:
Dù loại dao phay gì thì sơ đồ cắt của nó cũng tương tự như nhau
- Khi phay dao quay tròn theo tốc độ của trục chính máy
phay. Tốc độ này tính theo công thức sau:
v
=
]phm
[
/
Dn
π
1000
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
D- đường kính của dao phay (mm).
n - số vòng quay của trục chính (vg/ph)
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
- Vì dao phay có Z lưỡi cắt nên sau một vòng hoặc một phút các lưỡi tham gia
cắt một lượng bằng nhau, do đó ta chia ra:
+ Lượng chạy dao răng SZ (mm/răng)
+ Lượng chạy dao vòng SV (mm/vòng)
+ Lượng chạy dao phút S (mm/ph)
S = SV.n = SZ.z.n
z - là số răng của dao phay.
n - số vòng quay của dao trong một phút
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
3232 / 51/ 51
16
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
5.3. Sơ đồ cắt khi phay:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
- Chiều sâu phay t (mm) là chiều sâu lớp kim loại cắt đi trong một hành trình phay
(khoảng cách giữa bề mặt đã gia công và bề mặt chưa gia công)
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
- Chiều rộng phay B (mm) là chiều rộng đã gia công sau một hành trình phay đo
theo phương song song với trục dao
H
K
Ơ
C
- Chiều dày cắt a (mm) thay đổi từ amin đến amax đó là khoảng cách giữa hai vị trí
kế tiếp nhau của quỹ đạo chuyển động của một điểm trên lưỡi cắt đo theo
phương vuông góc với lưỡi cắt chính
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
3333 / 51/ 51
5.4. Các phương pháp gia công phay:
Phay thuận: chiều dày tiết diện
cắt thay đổi từ amax đến amin (≈0).
Lưỡi dao không bị trượt và gây
lực ép, ép chặt phôi lên bàn máy.
Nhưng sự va đập của phôi và
lưỡi dao lớn dễ làm gãy răng dao
Phay thuận
GC tinh
Phay nghịch
GC thô
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
Phay nghịch: do lưỡi dao cắt từ dưới
lên có xu hướng nâng phôi nên gây
ra rung động; dao thường bị trượt
khi dao cùn, nhưng lại tránh được
lớp biến cứng mặt ngoài
I
Ạ
Đ
Í
5.5. Đầu phân độ trên máy phay:
H
K
Ơ
C
- Nhiệm vụ của nó là chia đều hay không đều các vết gia công trên phôi. Đầu
phân độ đặt trên bàn máy phay nằm ngang (hoặc đứng) dùng khi cần phay các
loại rãnh thẳng, xoắn trên phôi bằng dao phay mô đun, dao phay ngón,…
- Khi chia đều: người ta dùng phân độ gián đoạn đơn giản (chia chẵn) hoặc phân
độ vi sai (chia không chẵn)
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
3434 / 51/ 51
17
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
1- trục chính mang phôi
2- cặp bánh vít – trục vít
3,7 - đĩa phân độ
4- tay quay + chốt
5- trục mang bánh răng
6- đế
8,9- trục bánh răng thay thế
Ạ
Đ
Í
H
K
Ơ
C
Đĩa phân độ: trên cả hai mặt có các vòng lỗ có số lỗ xác định sẵn (ví dụ: 24, 25, 28, 30,
34, 37, 38, 39, 41, 42, 43 và mặt kia là 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66)
Tỷ số truyền của cặp bánh vít – trục vít:
;
;
và
i
=
=
1
90
1
120
1
60
1
40
K
Z
bv
Nghịch đảo của i là đặc tính đầu phân độ N = 1/i
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
3535 / 51/ 51
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
(cid:41)Khi phân độ đơn giản: số vòng quay n của tay quay (4) là:
với Z là số rãnh cần gia công
n =
G
N
Ơ
Ư
C
N
Z
I
Ạ
Đ
Í
(cid:41)Nếu Z là số rãnh chia đều, thì sau khi gia công xong 1 rãnh, phôi phải quay vòng
đến vị trí tiếp theo với số vòng quay n là:
H
K
Ơ
C
A - số vòng quay nguyên (đầy đủ)
a/b - số dư (là phân số không chia hết)
n
=
A
+=
A
+=
[
vòng
]
N
Z
ma
.
mb
.
a
b
m - số nguyên chọn sao cho m.b có giá trị đúng
bằng số lỗ trên một vòng nào đó ở đĩa (3)
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
3636 / 51/ 51
18
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
6. Máy mài:
6.1. Khái niệm:
Mài là phương pháp gia công dùng dụng cụ cắt là đá mài. Mài có thể gia công thô để
cắt bỏ lớp thô cứng mặt ngoài các loại phôi, nhưng đa số trường hợp là gia công tinh
Chuyển động chính khi mài là chuyển động quay tròn của đá:
v
=
]sm
[
/
nD
.π
đ
đ
.60
1000
Dd - đường kính của đá mài.
nd - số vòng quay trục chính mang đá
(vòng/phút)
Đặc điểm khi mài:
1. Đá mài, trên bề mặt của nó có nhiều lưỡi cắt với hình dạng khác nhau, góc độ khác
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
nhau. Phần lớn hạt có γ< 0 nên lực hướng kính lớn.
2. Vì cắt tinh, chiều sâu cắt t rất nhỏ nên khi cắt dễ bị trượt làm ảnh hưởng đến lớp bề
mặt gia công.
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
3. Tốc độ cắt của đá mài có thể thực hiện với giá trị rất lớn (30 ÷50m/s).
4. Hạt mài có khả năng tự bong để tạo ra lớp mới sắc hơn để cắt tốt hơn.
5. Do cường độ trượt lớn xảy ra khi cắt nên sinh ra nhiệt lớn (đến 15000C)
H
K
Ơ
C
Mài là phương pháp gia công làm nâng cao độ chính xác và độ bóng (chính xác cấp 2
và độ bóng cấp ∇8- ∇10). Mặt khác mài có thể cắt được các bề mặt đã tôi cứng, các
loại thép dụng cụ…
Do dùng mài để gia công tinh nên máy mài được thiết kế để có thể mài được mọi bề
mặt mà các phương pháp gia công đã xét không tạo ra được. Ví dụ: mài tròn ngoài,
mài tròn trong, mài phẳng, mài ren, mài côn…
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
3737 / 51/ 51
6.2. Đá mài:
Đá mài gồm một hỗn hợp của các vật liệu sau đây:
- Vật liệu hạt mài là thành phần chủ yếu của đá. Các hạt mài có yêu cầu như vật liệu
làm dụng cụ cắt khác. Hạt mài dùng làm đá gồm có các loại kim cương, các ôxýt:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
Kim cương nhân tạo: dùng làm đá mài đặc biệt hoặc dùng sửa đá mài.
Các ô xyt: như ô xyt nhôm thường, ô xyt nhôm trắng, cácbit silic, cacbit boric…
G
N
Ơ
Ư
C
(cid:41)Hạt mài được chế tạo với k/t hạt khác nhau để chế tạo các loại đá khác nhau
I
Ạ
Đ
Í
- Chất kết dính để liên kết các vật liệu hạt mài: quyết định độ bền, độ cứng, độ xốp của
đá:
H
K
Ơ
C
Chất kết dính vô cơ như keramit, hữu cơ như bakêlit hoặc cao su
# Độ cứng của đá mài là khả năng dễ tách hay khó tách các hạt mài đã mòn ra khỏi đá
để lộ ra lớp hạt mới dưới tác dựng của lực cắt:
+ Đá mềm là đá dễ tách, tạo ra lớp mới sắc hơn dùng để mài vật liệu cứng
+ Đá cứng là đá khó tách hạt, dùng mài vật liệu mềm
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
3838 / 51/ 51
19
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
# Tổ chức đá mài biểu thị bằng độ xốp của đá (tỷ lệ phần trăm các phần rỗng và thể
tích hạt, chất kết dính). Độ xốp càng lớn thì lượng hạt mài càng ít. Ngược lại độ xốp
càng giảm, hạt mài nhỏ thì mặt đá càng mịn
6.3. Hình dạng đá mài:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
a,b- đá mài hình trụ, mài tròn ngoài
c- đá mài hình lỗ
d,g- đá mài hình trụ, mài chi tiết lớn
e- đá mài hình đĩa
f- đá mài côn
h- đá mài mặt đầu
Ký hiệu trên đá mài: Hãng, loại VL mài, độ hạt của hạt mài, độ cứng của đá, chất kết
dính, độ xốp, hình dạng đá và kích thước đá
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
3939 / 51/ 51
6.4. Các chuyển động cơ bản của máy mài:
Chuyển động chính luôn là chuyển động quay tròn của đá vđ (m/s)
Chuyển động chạy dao có thể có 2, 3 loại khác nhau:
- chạy dao vòng là chuyển động quay tròn của chi tiết vc (m/phút)
- chạy dao dọc là chuyển động thẳng khứ hồi của bàn máy mang chi tiết S (m/ph)
- chạy dao ngang hay chạy dao hướng kính theo chu kỳ của bàn máy Sn (mm/hành
trình kép)
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
Máy mài tròn trong:
1- Thân máy
2- Ụ trước
3- Mâm cặp
4- Chi tiết gia công
5- Ụ mài
6- Bàn máy
7- Bàn trượt ngang
8- Trục chính mài
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
4040 / 51/ 51
20
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
6.5. Tạo phoi khi mài:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
Mài ren
H
K
Ơ
C
Mài mặt phẳng, trục chính ngang
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
4141 / 51/ 51
Mài vô tâm
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
Các kiểu mài định hình
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
4242 / 51/ 51
21
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
IV. CIV. CÁÁC PHƯƠNG PH C PHƯƠNG PHÁÁP GIA CÔNG Đ P GIA CÔNG ĐẶẶC BIC BIỆỆT T 1. Gia công kim loại bằng lửa điện:
Công dụng: để gia công các lỗ sâu; chế tạo các khuôn
dập; làm bền các bề mặt dụng cụ cát; mài sắc các lưỡi
dao hợp kim; gia công các thép đã nhiệt luyện, hợp kim
cứng,…
Bản chất: xây dựng từ hiện tượng ăn mòn kim loại dưới
tác dụng của sự phóng các tia lửa điện:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
- dùng hai điện cực bằng kim loại đặt trong mạch điện
được đưa gần lại đến khoảng cách xác định
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
- Chất lỏng không cho các phân tử kim loại từ cực dương bắn vào điện cực.
- Chất lỏng nâng cao điện trở gián tiếp của tia lửa , làm tăng tác dụng phá hoại của
xung lượng tia lửa.
H
K
Ơ
C
- Bột kim loại bị hút vào khoảng giữa hai điện cực bởi điện trường, cho phép nâng
cao thêm hiệu suất công tác giữa các điện cực
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
4343 / 51/ 51
1. Gia công kim loại bằng lửa điện:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
Đặc điểm:
- Độ chính xác gia công cao, sai lệch chỉ từ 0,015 ÷0,02 mm (khi gia công thô có thể
đạt được khoảng 0,5 ÷0,6 mm).
H
K
Ơ
C
- Độ nhẵn bề mặt khi gia công tinh có thể đạt được cấp Rz40 ÷Rz20 (∇4 ÷∇5).
Khi qua nguyên công sửa đúng độ bóng đạt cấp (∇5 ÷∇6).
- Hiệu suất của phương pháp này thấp, chi phí cao về dụng cụ cắt (do hao mòn
nhanh)
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
4444 / 51/ 51
22
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
2. Gia công kim loại bằng cơ - điện - hoá:
Thực chất của phương pháp này theo qui tắc
điện phân và hiện tượng phân cực xảy ra
trong quá trình điện phân
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
1- phôi cần gia công
2- đĩa nhôm quay (cực -)
3- vòi phun chất điện phân
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
Nguyên lý:
- Phôi (1) được kẹp chặt bởi đồ gá và được nối
với cực dương, còn đĩa (2) được nối với cực
âm và quay với tốc độ 15 - 20 m/s.
- Ở chỗ cắt chất lỏng qua vòi (3) chảy xuống
làm nhiệm vụ chất điện phân, các phần tử kim
loại nhỏ của phôi bị hòa tan tỷ lệ với mật độ
dòng điện, hình thành một lớp mỏng kim loại
trên chi tiết.
- Dưới tác dụng của đĩa quay sẽ phá huỷ lớp
màng thụ động mày và tạo điều kiện cho quá
trình tiếp theo
H
K
Ơ
C
Đặc điểm: có thể gia công được các vật liệu cứng và làm nhẵn các bề mặt thép, các
hợp kim cứng, thép không gỉ, v.v...
Quy trình: mài sơ bộ, tẩm thực hoá học, làm nhẵn bằng phương pháp điện - hoá, rửa
sạch và sấy khô
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
4545 / 51/ 51
3. Gia công cắt bằng dao động siêu âm :
Thực chất của gia công cắt gọt bằng siêu âm là truyền dao động
ở tần số siêu âm (≥15kHz) vào dụng cụ cắt, dụng cụ truyền siêu
âm vào các hạt mài, hạt mài lại va đập vào bề mặt gia công tạo
nên quá trình cắt
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
Đặc điểm:
- Cắt được vật liệu cứng, dòn mà các phương pháp
khác không cắt được như hợp kim cứng, gốm, sứ,
thuỷ tinh,…
- Không có nhiệt cắt như gia công bằng tia lửa điện
nên thích hợp khi cắt các vật liệu bán dẫn.
- Độ chính xác đạt cao (từ 0,05 ÷0,08mm); độ nhẵn
đạt Rz từ 20 ÷0,25 (∇5 ÷∇9).
- Gia công siêu âm có năng suất thấp
1- nguồn phát Siêu âm
2- khuếch đại
3- kích từ
4, 5- chấn tử
6- thanh truyền sóng
7- dụng cụ gia công
8- cuộn dây
9- vòi phun hạt mài + dung dịch
10- chi tiết gia công (phôi)
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
4646 / 51/ 51
23
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
4. Gia công khôn :
Đầu khôn để khôn lỗ trong
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
Khôn trụ ngoài
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
4747 / 51/ 51
5. Gia công cà:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
6. Gia công cắt bằng dây:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
4848 / 51/ 51
24
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
7. Gia công bằng tia Laser:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
8. Gia công bằng tia điện tử:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
4949 / 51/ 51
9. Gia công cắt bằng tia nước áp lực cao:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
10. Gia công cắt bằng phun hạt mài:
G
N
Ơ
Ư
C
I
Ạ
Đ
Í
H
K
Ơ
C
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
5050 / 51/ 51
25
Bản quyền của ThS. Vũ Đình Toại
13.08.2009
V. GIA CÔNG NGUỘỘI I
V. GIA CÔNG NGU 1. Lấy dấu:
là nguyên công xác định chuẩn và kích thước để sau đó gia công theo dấu.
- Độ chính xác lấy dấu thấp (±0,1) phụ thuộc vào dụng cụ, thiết bị và trình độ công nhân.
- Lấy dấu thường cho gia công thô trong sản xuất đơn chiếc.
- Lấy dấu được thực hiện bằng một số dụng cụ như: mũi rạch, compa, êke, các dụng cụ đo v.v…
2. Các nguyên công gia công thô:
ụụ
cc
g
g
n
n
ô
ô
c
c
yy
áá
MM
:
G
N
Ơ
Ư
C
I
2.1. dũa:
2.2. cưa:
2.3. đục – đột:
2.4. các nguyên công khác: uốn, xoắn, tán, ghép, ...
Ạ
Đ
Í
3. Các nguyên công gia công tinh:
H
K
Ơ
C
3.1. khoan:
3.2. khoét – doa:
3.3. cạo:
3.4. nghiền, rà:
VI. LVI. LẮẮP RP RÁÁP SP SẢẢN PHN PHẨẨM:M: Tự đọc SGK
© ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn, Tel: 04.3868 4542, Fax: 04.3868 4543
5151 / 51/ 51
26








![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)














