Tổ chức Sản xuất Cơ khí
12
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG IV
TỔ CHỨC SẢN XUẤT THEO KHÔNG GIAN
4.1. Cấu trúc sản xuất của nhà máy.
Trong bất kỳ nhà máy cơ khí nào đều có: các phân xưởng chính, các phân
xưởng phụ và các bộ phận phục vụ.
- Các phân xưởng chính gồm: các phân xưởng đúc, rèn dập, gia công cơ, nhiệt
luyện, lắp ráp.
- Các phân xưởng phụ bao gồm: phân xưởng dụng cụ, làm mẫu, sửa chữa cơ
khí, sửa chữa điện…
- Các bộ phận phục vụ bao gồm: các kho chứa, các bộ phận vận chuyển, vệ
sinh, y tế và các bộ phận khác.
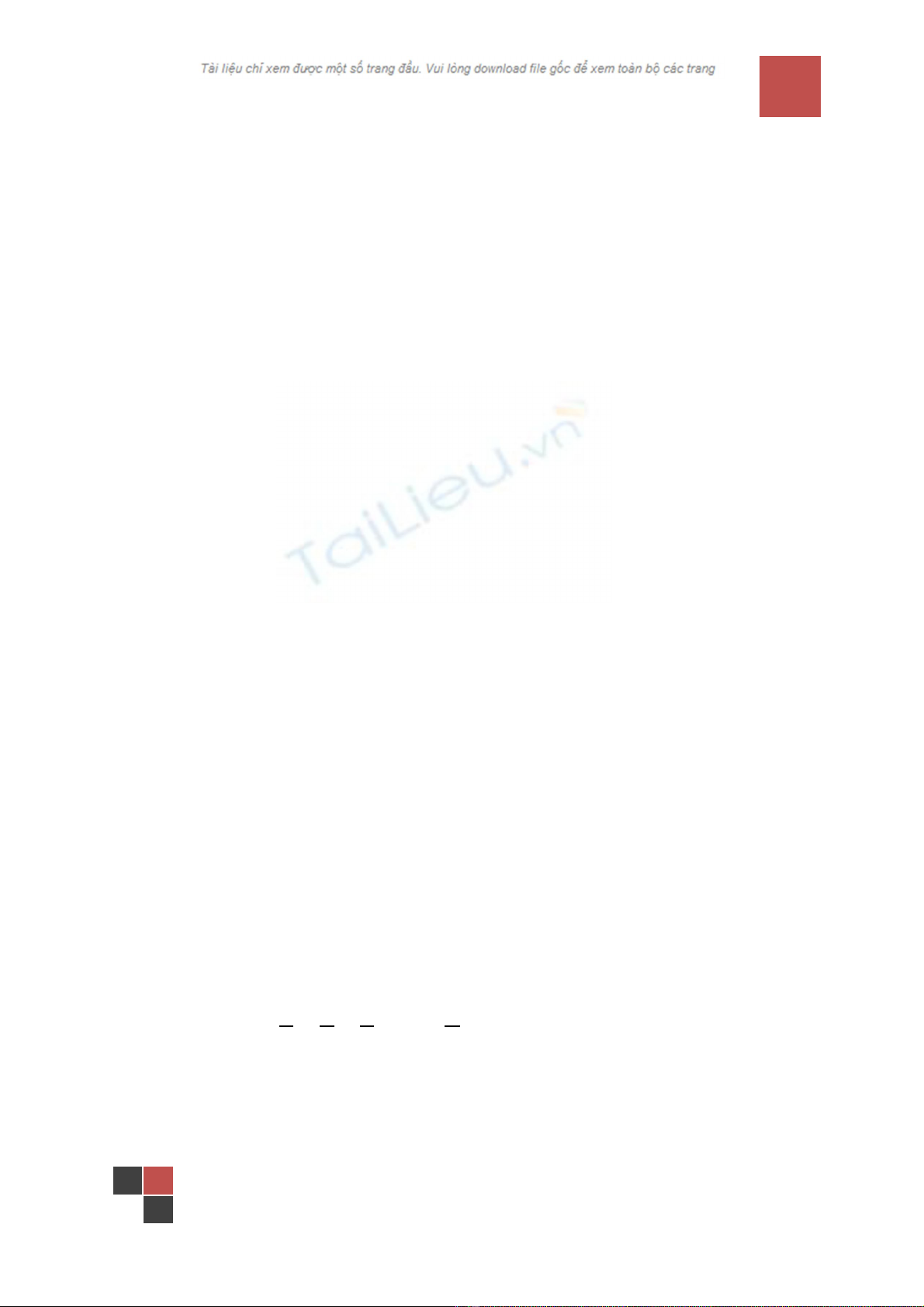
Cấu trúc của một nhà máy cơ khí thông dụng nhất có tính đến mức độ chuyên
môn hóa được minh họa trên hình vẽ sau.
Số 1: Mô tả các nhà máy có chu kỳ công nghệ khép kín, bao gồm tất cả các
phân xưởng chuẩn bị phôi, gia công cơ, lắp ráp.
Số 2: Mô tả các nhà máy gia công cơ và lắp ráp còn phôi được cấp từ nhà máy
khác trong khuôn khổ hợp tác sản xuất.
Tổ chức Sản xuất Cơ khí
13
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
LR: lắp ráp.
GCC: gia công cơ
CBP: chuẩn bị phôi
Số 3: mô tả các nhà máy lắp ráp những chi tiết được chế tạo từ các nhà máy
khác.
Số 4: mô tả các nhà máy chuyên môn hóa chỉ chế tạo các loại phôi.
Số 5: mô tả các nhà máy chuyên môn hóa chỉ chế tạo các loại chi tiết như bánh
răng, vòng bi, ốc vít…
Thành phần của các phân xưởng phụ và các bộ phận phục vụ phụ thuộc vào
yêu cầu của các quá trình sản xuất trong phân xưởng chính.
4.2. Hình thức chuyên môn hóa phân xưởng.
Có hai hình thức chuyên môn hóa phân xưởng.
- Theo dấu hiệu thực hiện quy trình công nghệ (chuyên môn hóa công nghệ).
- Theo dấu hiệu chế tạo sản phẩm (chuyên môn hóa đối tượng).
Chuyên môn hóa công nghệ được đặc trưng bằng các phân xưởng thựchiện các
quá trình công nghệ nhất định: ví dụ các phan xưởng đúc, rèn dập, gia công cơ, lắp
ráp… Trong chuyên môn hóa công nghệ mỗi phân xưởng thực hiện một hoặc một số
nguyên công chế tạo một sản phẩm nhất định. Các phân xưởng này thường tồn tại
trong các nhà máy có mức độ chuyên môn hóa rộng đặc trưng cho sản xuất đơn chiếc
và hàng loạt.
Chuyên môn hóa sản phẩm đặc trưng cho các nhà máy có mức độ chuyên môn
hóa hẹp, đặc trưng cho sản xuất hàng loạt lớn và hàng khối. Các phân xưởng có nhiệm
2 3
4 5
LR LR LR
GCC
CBP
GCC GCC
CBP CBP
Tổ chức Sản xuất Cơ khí
14
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
vụ chế tạo các chi tiết riêng biệt hoặc các cụm chi tiết thông thường với chủng loại
hạn chế.
4.3. Cấu trúc sản xuất của phân xưởng.
Cấu trúc phân xưởng được hiểu là thành phần và hình thức quan hệ của các
công đoạn sản xuất và các bộ phận khác trong phân xưởng. Tương tự như chuyên môn
hóa các phân xưởng, người ta phân biệt hai hình thức chuyên môn hóa trong phân
xưởng, đó là:
- Các bộ phận trong phân xưởng được chuyên môn hóa theo dấu hiệu công
nghệ (quy trình công nghệ).
- Các bộ phận trong phân xưởng được chuyên môn hóa theo dấu hiệu sản
phẩm.
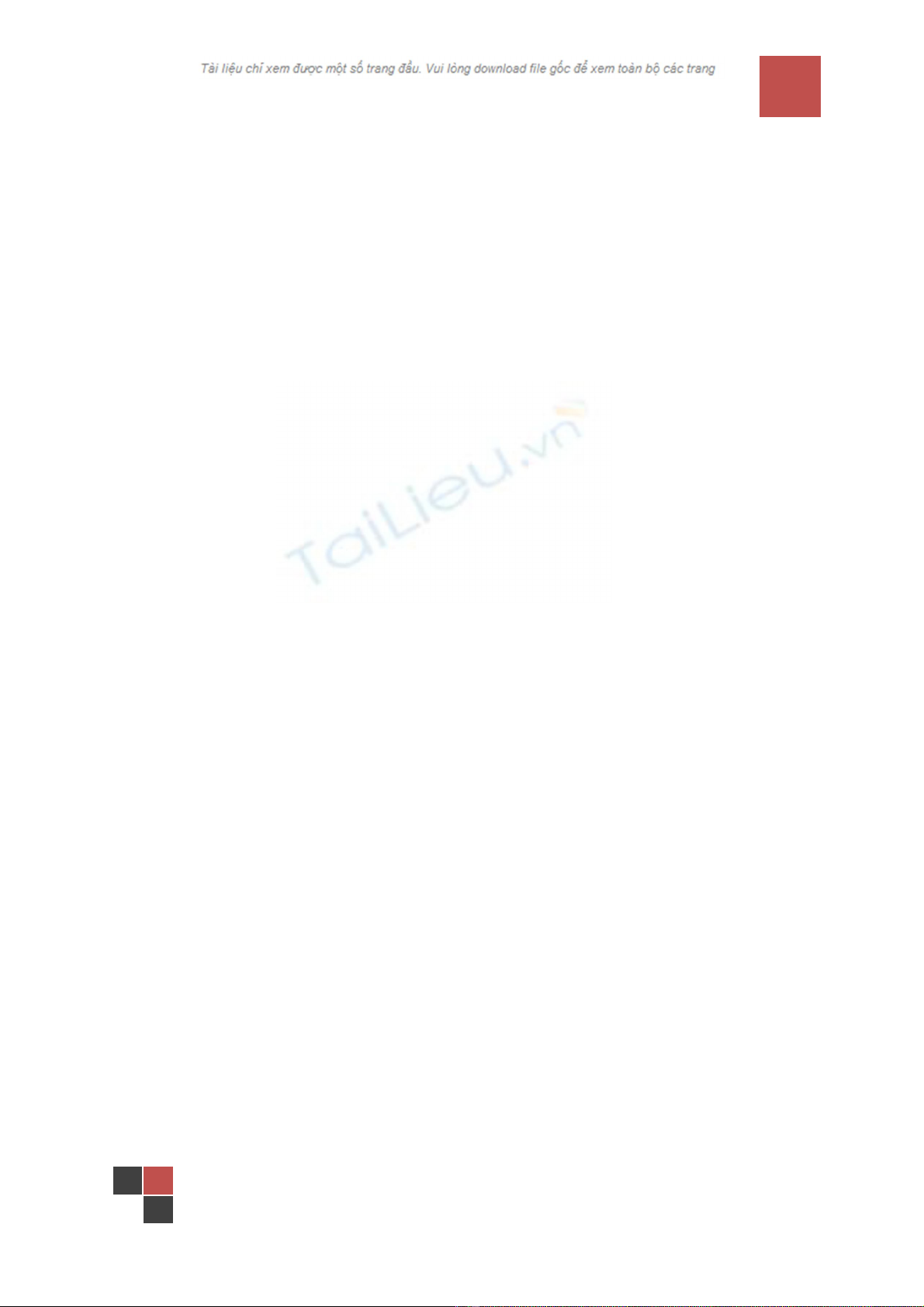
Các công đoạn trong chuyên môn hóa công nghệ được trang bị các thiết bị
cùng loại (hình vẽ).
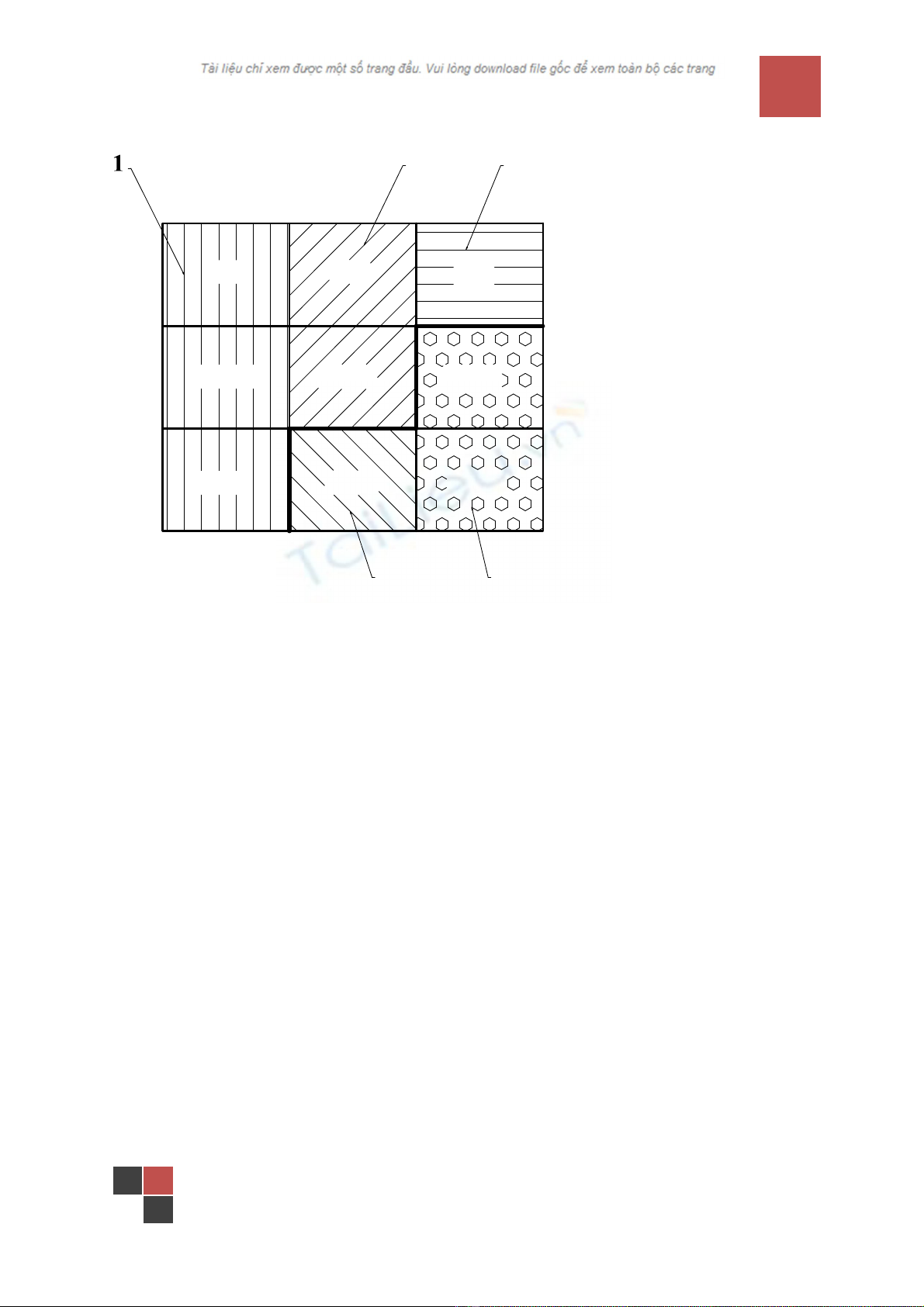
Chi tiết 1 được gia công tuần tự trên máy tiện, máy phay, máy khoan và máy
bào. Trên mỗi loại máy cùng loại người ta gia công các chi tiết khác nhau. Vậy
chuyên môn hóa công nghệ các công đoạn của phân xưởng đặc trưng cho sản suất loạt
nhỏ và đơn chiếc. Dạng sản xuất này có chu kỳ sản xuất lớn và thường xuyên phải
điều chỉnh lại máy.
nc1
nc3
nc2
nc3
nc4 nc1
nc2
Phôi
K .Tra
CT1CT2
Tiện
Phay
Bào
Khoan
Tổ chức Sản xuất Cơ khí
15
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
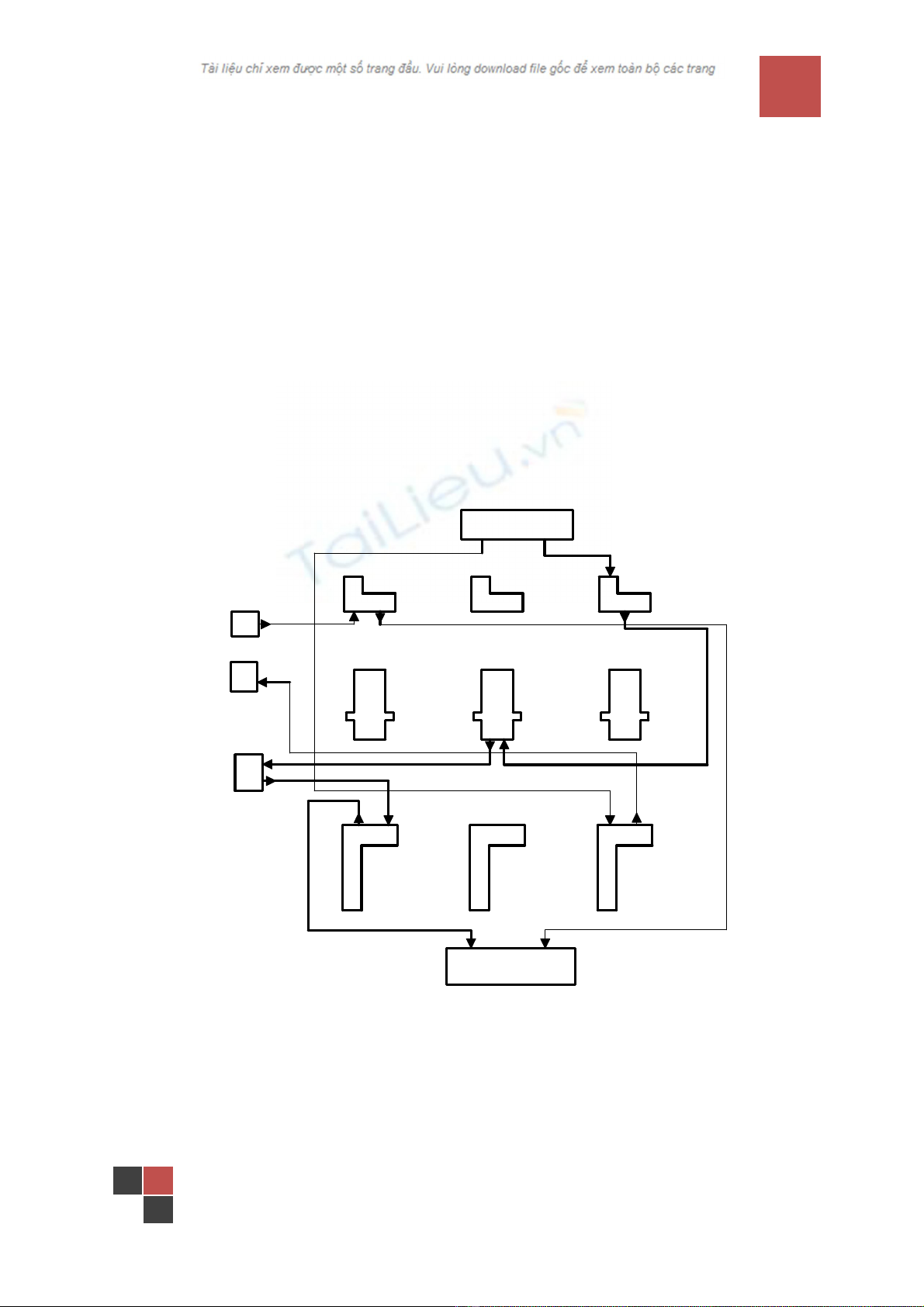
Trong trường hợp sản xuất với số lượng lớn xuất hiện khả năng chuyển từ
chuyên môn hóa công nghệ sang chuyên môn hóa sản phẩm. Có nghĩa là có thể thiết
lập công đoạn bao gồm các máy khác nhau. Theo nguyên tắc này thì các máy phải
được bố trí tuần tự theo các nguyên công.
Vậy khả năng hoàn thiện cấu trúc sản xuất của phân xưởng bằng cách chuyên
môn hóa sản phẩm phụ thuộc vào sự phát triển của sản xuất hàng loạt và hàng khối.
Sơ đồ bố trí máy theo dấu hiệu sản phẩm
4.4. Hướng phát triển của cấu trúc sản xuất của các nhà máy sản xuất cơ khí.
Cấu trúc sản xuất của nhà máy cơ khí thay đổi phụ thuộc vào tiến bộ kỹ thuật,
sự phát triẻn của chuyên môn hóa và hoạt động liên kết giữa các nhà máy. Cấu trúc
sản xuất của nhà máy có thể thay đổi theo các hướng sau:
- Chế tạo phôi chính xác, tăng hệ số sử dụng vật liệu và giảm khối lượng gia
công ở các nguyên công tinh nhằm nâng độ chính xác và tuổi bền của chi tiết.
- Thiết lập các công đoạn gia công khép kín và ứng dụng chuyên môn hóa sản
phẩm.
- Cơ khí hóa và tập trung nguyên công trong phạm vi cả nhà máy.
+ Thành lập các nhà máy có quy mô lớn để ứng dụng nhanh tiến bộ kỹ thuật
trong sản xuất.
+ Thiết kế mặt bằn không gian đảm bảo các chỉ tiêu: Nguyên tắc thẳng dòng và
quãng đường di chuyển của chi tiết là ngắn nhất; Đảm bảo khả năng mở rộng nhà
máy; Đảm bảo các chi tiết về an toàn và môi trường.
Phôi K .Tra
Tổ chức Sản xuất Cơ khí
16
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG V
TỔ CHỨC SẢN XUẤT DÂY CHUYỀN
5.1. Khái niệm về sản xuất dây chuyển.
Sản xuất dây chuyền là dạng sản xuất mà trong đó quá trình chế tạo các chi tiết
giống nhau hoặc lắp ráp sản phẩm trong một khoảng thời gian xác định được thực
hiện liên tục theo trình tự của quy trình công nghệ.
Sản xuất dây chuyền thuộc loại sản xuất hàng khối hoặc hàng loạt lớ, sau đây
giới thiệu một số khái niệm cơ bản.
- Dây chuyền một sản phẩm: dây chuyền này chế tạo một loại chi tiết (hoặc
một đơn vị lắp ráp) trong một thời gian dài.
- Dây chuyền nhiều sản phẩm: dây chuyền này chế tạo một số chủng loại chi
tiết (hoặc một số loại sản phẩm). Dây chuyền này được sử dụng khi chế tạo một chủng
loại chi tiết (hoặc một loại sản phẩm) không hết thời gian làm việc của máy.
- Dây chuyền nhóm: Trên dây chuyền này các chi tiết được gia công theo công
nghệ nhóm có sử dụng các trang bị công nghệ nhóm.
- Dây chuyền liên tục: Trên dây chuyền này các đối tượng gia công di chuyển
liên tục từ nguyên công này sang nguyên công khác theo nhịp sản xuất đã được tính
toán cụ thể.
- Dây chuyền gián đoạn: đặc điểm của dây chuyền này là chi tiết di chuyển từ
nguyên công này sang nguyên công khác không tuân theo nhịp sản xuất, vì vậy để
đảm bảo cho quá trình sản xuất được liên tục phải tạo ra các số dư chi tiết ở sau
nguyên công có thời gian gia công ngắn.
5.2. Tổ chức sản xuất theo dây chuyền liên tục.
5.2.1. Sự đồng bộ của các nguyên công.
Công việc trên dây chuyền liên tục phải dựa trên cơ sở phối họp giữa thời gian
nguyên công với nhịp của dây chuyền. Thời gian của bất kỳ nguyên công nào phải
bằng hoặc bội số của nhịp dây chuyền.
Quá trình phối hợp giữa thời gian nguyên công với nhịp của dây chuyền liên
tục được gọi là sự đồng bộ. Điều kiện đồng bộ của các nguyên công thể hiện qua công
thức.
=
=
=⋯=
=
l1, l2, …: thời gian của các nguyên công
c1, c2, …: số chỗ làm việc ở các nguyên công.
r: nhịp dây chuyền liên tục (phút/sản phẩm)








![Quản lý thiết bị 3: Hướng dẫn và kinh nghiệm [Năm hiện tại]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130123/trinh02/135x160/2911358918393.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)