B c 10: Ti n hành đào t o đ tăng c ng k năng s n xu t và ướ ế ạ ể ườ ỹ ả ấ
b o d ngả ưỡ
Nh t B n, các nhà máy s n xu t thép và đ đi n t th ng trang b cho công Ở ậ ả ả ấ ồ ệ ử ườ ị
nhân c a h các khoá hu n luy n k thu t t i các trung tâm đào t o đ c trangủ ọ ấ ệ ỹ ậ ạ ạ ượ
b máy móc r t t t.ị ấ ố
Khoá đào t o này là dành cho c ng i b o d ng và ng i v n hành máy.ạ ả ườ ả ưỡ ườ ậ
Khóa đào t o cho ng i b o d ng chuyên nghi p đ c thi t k phù h p v i ạ ườ ả ưỡ ệ ượ ế ế ợ ớ
lo i hình công vi c và th m chí phù h p v i c m c đ k năng cao hay th pạ ệ ậ ợ ớ ả ứ ộ ỹ ấ
c a ng i đ c đào t o.ủ ườ ượ ạ
Khóa đào t o cho ng i v n hành máy đôi khi do ng i b o d ng gi ng d yạ ườ ậ ườ ả ưỡ ả ạ
và m t vài ph n trong ch ng trình đào t o cho ng i b o d ng l i do ng i v n ộ ầ ươ ạ ườ ả ưỡ ạ ườ ậ
hành máy gi ng d y.ả ạ
S ựluân phiên trong đào t oạ này là r t có ích cho s ph i h p các công vi c th c ấ ự ố ợ ệ ự
hi n TPM.ệ
Giáo d c và đào t o là s đ u t con ng i mang l i r t nhi u l i ích.ụ ạ ự ầ ư ườ ạ ấ ề ợ
10
B c 11: ướ Xây d ng ch ng trình qu n lý thi t b ban đ uự ươ ả ế ị ầ
Công vi c cu i cùng c a ho t đ ng phát tri n TPM là qu n lý thi t b ban đ u.ệ ố ủ ạ ộ ể ả ế ị ầ
Khi m t thi t b m i đ c l p đ t, đôi khi h ng hóc x y ra ngay trong quá ộ ế ị ớ ượ ắ ặ ỏ ả
trình ch y th và kh i đ ng, m c dù các giai đo n thi t k , ch t o và l p đ t ạ ử ở ộ ặ ạ ế ế ế ạ ắ ặ
x y ra m t cách êm xuôi. C h i này là m t d p may đ ng i v n hành hi u ả ộ ơ ộ ộ ị ể ườ ậ ể
đ c c u trúc và các d li u k thu t c a thi t b .ượ ấ ữ ệ ỹ ậ ủ ế ị
Nh ng ki n th c v qu n lý thi t b ban đ u ch y u do b ph n ch t o ữ ế ứ ề ả ế ị ầ ủ ế ộ ậ ế ạ
máy và ng i b o d ng cung c p, bao g m nh ng hi u bi t v b o d ng ườ ả ưỡ ấ ồ ữ ể ế ề ả ưỡ
phòng ng a (MP). Hình th c đào t o này đ c th c hi n thông qua các đ t ừ ứ ạ ượ ự ệ ợ
th c t p khác nhau.ự ậ
Đ đ t đ c k t qu t t trong PM, t t nh t là cho ng i v n hành máy s m ể ạ ượ ế ả ố ố ấ ườ ậ ớ
tham gia nh ng đ t th c t p t khâu ữ ợ ự ậ ừ l p k ho ch và thi t kậ ế ạ ế ế. Khi quá trình
ch y th máy đ c ti n hành t i n i s n xu t, thì s có m t c a c các k s ạ ử ượ ế ạ ơ ả ấ ự ặ ủ ả ỹ ư
l n ng i b o d ng và ng i v n hành máy đ u có l i cho công vi c qu n ẫ ườ ả ưỡ ườ ậ ề ợ ệ ả
lý thi t b ban đ u.ế ị ầ
11
B c 12: ướ Tri n khai TPM và h ng t i nh ng m c tiêu cao h nể ướ ớ ữ ụ ơ
B c cu i cùng trong ch ng trình phát tri n TPM là hoàn thi n quá trình tri n ướ ố ươ ể ệ ể
khai TPM và đ t ra các m c tiêu l n h n trong t ng lai. Trong giai đo n mà ặ ụ ớ ơ ươ ạ
các ho t đ ng đã đi vào n đ nh và thành qu c a TPM không ng ng đ c nâng ạ ộ ổ ị ả ủ ừ ượ
cao, thì có th dành ít th i gian đ ể ờ ể đánh giá l i các công vi cạ ệ đã làm.
Đ làm đi u này, các công ty Nh t th ng đ c đánh giá đ nh n Gi i th ng ể ề ậ ườ ượ ể ậ ả ưở
PM. Tuy nhiên, ngay c sau khi công ty đã nh n đ c Gi i th ng PM, thì công ả ậ ượ ả ưở
vi c hoàn thi n TPM v n ph i đ c ti p t c – giành đ c Gi i TPM đ n gi n ệ ệ ẫ ả ượ ế ụ ượ ả ơ ả
ch là m t ỉ ộ s b t đ u m iự ắ ầ ớ .
Gi ng nh m t nhà lãnh đ o đã phát bi u t i l trao Gi i PM: ố ư ộ ạ ể ạ ễ ả
“ Gi i th ng này không có nghĩa là chúng ta đã hoàn t t TPM, mà đ n gi n ch ả ưở ấ ơ ả ỉ
có nghĩa là chúng ta đã kh i đ u đúng h ng. Gi i th ng này th m chí còn b t ở ầ ướ ả ưở ậ ắ
chúng ta ph i làm vi c nhi u h n n a.”ả ệ ề ơ ữ

Làm th nào đ tri n khaiế ể ể
B o d ng t đ ngả ưỡ ự ộ
trong ho t đ ng TPMạ ộ
JICA Expert
Kenji TAKEMURA
11:30---
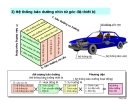
Mi ng i liên t c s a ch a nh ng h ng hóc c a ọ ườ ụ ử ữ ữ ỏ ủ
thi t b mà h s d ng, nh m t n d ng h t năng su t ế ị ọ ử ụ ằ ậ ụ ế ấ
c a chúng và t đó góp ph n tăng c ng tính hi u qu ủ ừ ầ ườ ệ ả
c a h th ng s n xu t.ủ ệ ố ả ấ
Ho t đ ng này là r t có l i cho quá trình tái c c u t ạ ộ ấ ợ ơ ấ ự
đ ng trong qu n lý ngu n l c và cho công tác t qu n ộ ả ồ ự ự ả
lý c a các nhân công m i, là nh ng ng i v a tr i qua ủ ớ ữ ườ ừ ả
các khoá đào t o và t p hu n, do đó, h đã đ c trang ạ ậ ấ ọ ượ
b nh ng ki n th c và quan ni m m i.ị ữ ế ứ ệ ớ
Qu n lý ch ng trình b o d ng t đ ngả ươ ả ưỡ ự ộ
1. B od ng t đ ng là gì ?ả ưỡ ự ộ














![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)