
Tổ chức Sản xuất Cơ khí
71
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG XX
TỔ CHỨC SẢN XUẤT TRONG CÁC PHÂN XƯỞNG LẮP RÁP
20.1. Khái niệm về các phân xưởng lắp ráp.
Trong phần lớn các nhà máy cơ khí các phân xưởng lắp ráp có nhiệm vụ hoàn
thiện quá trình chế tạo sản phẩm. Sản phẩm một phân xưởng lắp ráp là máy, thiết bị
đo lượng, máy tổ hợp. Một số chỉ tiêu của phân xưởng lắp ráp như chất lượng, nhịp
sản xuất đặc trưng cho hoạt động của phân xưởng nói chung.
Quá trình lắp ráp là đem các chi tiết đặt vào vị trí của chúng để tạo thành sản
phẩm hoàn thiện. Tuy nhiên trong sản xuất đơn chiếc và hàng loạt nhỏ khi lắp ráp cần
phải sửa nguội một số chi tiết (do không thực hiện được việc lắp lẫn hoàn toàn).
Khối lượng lao động của các nguyên công lắp ráp chiếm 20÷60% khối lượng
chế tạo sản phẩm. Trong sản xuất hàng loạt lớn và hàng khối tỉ lệ khối lượng của các
lắp ráp giảm đáng kể (do thực hiện được việc lắp lẫn hoàn toàn).
Một trong các chỉ tiêu quan trọng của phân xưởng lắp ráp là thời gian của chu
kỳ lắp ráp (thông thường bằng 25÷30% thời gian của chu kỳ chế tạo sản phẩm).
20.2. Phân loại các phân xưởng lắp ráp.
Các phân xưởng lắp ráp được phân theo dạng sản xuất như sau:
- Phân xưởng lắp ráp đơn chiếc và hàng loạt nhỏ: trong các phân xưởng lắp ráp
này phần lớn công việc đều phải làm bằng tay. Trong phân xưởng sử dụng các máy,
đồ gá, dụng cụ vạn năng, thời gian lắp ráp lớn và hiệu quả kinh tế không cao.
- Phân xưởng lắp ráp hàng loạt vừa: trong các phân xưởng lắp ráp này các công
việc bằng tay hoặc không có hoặc rất ít. Quá trình lắp ráp được phân tán thành các
nguyên công, vì vậy có khả năng chuyên môn hóa các chỗ làm việc và giảm được thời
gian lắp ráp.
- Phân xưởng lắp ráp hàng loạt lớn và hàng khối: ở đây việc lắp ráp được thực
hiện bằng phương pháp lắp lẫn hoàn toàn, quy trình lắp ráp được chia thành các
nguyên công với mức độ cơ khí hóa tự động hóa cao.
20.3. Đặc điểm hiện nay và phương hướng phát triển của các phân xưởng lắp
ráp.
Mặc dù hiện nay các phân xưởng lắp ráp đã đáp ứng được công nghệ lắp ráp
hiện đại, nhưng với sự phát triẻn của khoa học kỹ thuật thì công nghệ lắp ráp phải
được nghiên cứu và phát triển toàn diện hơn nữa.
Hiện nay khi lắp ráp công việc phải sửa nguội vẫn còn chiếm 15÷20%. Nhiều
phân xưởng lắp ráp hoạt động vẫn chưa theo kịp yêu cầu, ở một số nhà máy có tới
15÷20% diện tích của phân xưởng lắp ráp được dùng để chứa các chi tiết dự trữ, làm
cho hệ số sử dụng diện tích phân xưởng giảm.

Tổ chức Sản xuất Cơ khí
72
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Hoàn thiện công nghệ lắp ráp (phát triển các phân xưởng lắp ráp) được thực
hiện bằng các biện pháp sau đây.
- Tăng mức độ chuyên môn hóa.
- Cải tiến kết cấu sản phẩm và công nghệ chế tạo chúng.
- Nâng cao chất lượng của các chi tiết trước khi đưa vào lắp ráp.
- Cơ khí hóa và tự động hóa quá trình lắp ráp.
- Ứng dụng các hình thức tổ chức lắp ráp tiên tiến.
- Tổ chức lao động và phục vụ chỗ làm việc hợp lý.
- Sử dụng đồ gá và dụng cụ lắp ráp chuyên dùng bằng truyền động hơi ép, dầu
ép và điện.
20.4. Một số tính toán khi thiết kế phân xưởng lắp ráp.
Khi thiết kế phân xưởng lắp ráp cần xác định các thông số chủ yếu sau:
- Diện tích phân xưởng bằng tổng diện tích các chỗ làm việc và diện tích phụ.
- Số lượng công nhân sản xuất của phân xưởng.
- Số lượng công nhân phụ của phân xưởng (ví dụ như công nhân điều khiển cần
cẩu, công nhân lái xe nâng hạ…)
- Sau khi có đầy đủ số liệu cần thiết kế mặt bằng bố trí thiết bị lắp ráp. Việc bố
trí mặt bằng này được thực hiện tương ứng với dạng sản xuất và hình thức tổ chức lắp
ráp.
Khi bố trí mặt bằng phân xưởng lắp ráp phải: đảm bảo quãng đường đi ngắn
nhất từ phân xưởng cơ khí đến phân xưởng lắp ráp và sử dụng tối đa khả năng vận
chuyển đối tượng lắp ráp bằng băng tải treo. Ngoài ra, mặt bằng phân xưởng phải đảm
bảo tính thẳng dòng của luồng hàng (di chuyển theo đường thẳng).
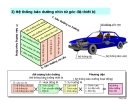
20.5. Đặc điểm của tổ chức sản xuất dây chuyền trong phân xưởng lắp ráp.
Lắp ráp theo dây chuyền cũng có thể được thực hiện trong điều kiện sản xuất
hàng loạt nhỏ. Trong các phân xưởng lắp ráp có thể ứng dụng nhiều loại dây chuyền
khác nhau. Chọn phương án này hay phương án khác phụ thuộc vào dạng sản xuất,
đặc điểm của quy trình công nghệ, mức độ cơ khí hóa và tự động hóa sản xuất. Ví dụ,
khi lắp ráp các sản phẩm lớn cần áp dụng phương án cố định.
Băng tải được sử dụng trong các phân xưởng cơ khí có hai loại: băng tải làm
việc (thực hiện quá trình lắp ráp trên băng tải) và băng tải phân phối (được dùng để di
chuyển đối tượng lắp ráp đến vị trí xác định).
Khi lắp ráp theo dây chuyền cần xác định nhịp r.
=Ф
Ф: quỹ thời gian của dây chuyền lắp ráp (giờ).

Tổ chức Sản xuất Cơ khí
73
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Tg: thời gian gián đoạn của dây chuyền (giờ).
N: sản lượng lắp ráp hàng năm (chiếc).
Những vấn đề quan trọng của tổ chức chỗ làm việc trong lắp ráp theo dây
chuyền là:
- Đảm bảo năng suất cao và nhất là giảm xuống mức tối thiểu mệt mỏi của
công nhân.
- Cơ khí hóa các công việc bằng tay.
- Bố trí đối tượng lắp ráp và trang bị công nghệ hợp lý.
20.6. Đặc điểm của phục vụ kỹ thuật trong các phân xưởng lắp ráp.
Một trong những công việc tổ chức phục vụ kỹ thuật trong các phân xưởng lắp
ráp là tổ chức sửa chữa. Các thiết bị lắp ráp có kết cấu đơn giản, do đó thiết bị để sửa
chữa chung cũng không phức tạp lắm (như các máy công cụ thông thường, máy ép,
máy hàn, thiết bị nhiệt luyện…) Vì vậy, sửa chữa thiết bị trong các phân xưởng lắp
ráp được thực hiện theo nguyên tắc phân tán.
20.7. Đặc điểm của kiểm tra kỹ thuật trong các phân xưởng lắp ráp.
Quá trình kiểm tra chất lượng sản phẩm trong các phân xưởng lắp ráp rất phức
tạp. Kiểm tra quá trình công nghệ lắp ráp là trách nhiệm của công nhân sản xuất.
Phòng kiểm tra chất lượng sản phẩm chỉ kiểm tra những nguyên công, nơi mà chất
lượng của chúng không thể kiểm tra được khi tiếp nhận sản phẩm hoàn thiện.
20.8. Các chỉ tiêu kinh tế - kỹ thuật của phân xưởng lắp ráp.
Giá thành nhà xưởng để lắp ráp chiếm khoảng 60% tổng giá thành của thiết bị
chính. Do đó, từ quan điểm kinh tế trong phân xưởng lắp ráp hiệu quả sử dụng diện
tích co một ý nghĩa đặc biệt quan trọng.
Trong chi phí của phân xưởng lắp ráp thì tiền lương của công nhân chiếm
khoảng 50%, vì vậy chỉ tiêu về khối lượng lao động và mức độ cơ khí hóa và tự động
hóa đóng một vai trò rất quan trọng.
Tổ chức Sản xuất Cơ khí
74
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG XXI
KẾ HOẠCH PHÁT TRIỂN KINH TẾ - KỸ THUẬT CỦA NHÀ MÁY
21.1. Nhiệm vụ của kế hoạch phát triển nhà máy.
Nhiệm vụ của kế hoạch phát triển nhà máy là hoàn thành kế hoạch của cấp trên
v à được thực hiện theo các nội dung sau đây:
- Xác định nhiệm vụ cho từng bộ phận trong nhà máy, tính toán khối lượng lao
động cần thiết, tính toán vật tư tài chính, đồng thời xác định mức độ tăng hiệu quả sản
xuất theo từng thời kỳ.
- Xây dựng kế hoạch tăng trưởng sản xuất bằng cách ứng dụng những thành
tưu khoa học và kỹ thuật mới.
- Tổ chức và kiểm tra quá trình sản xuất để đảm bảo kế hoạch đặt ra trên cơ sở
sử dụng tối ưu các nguồn vốn sản xuất.
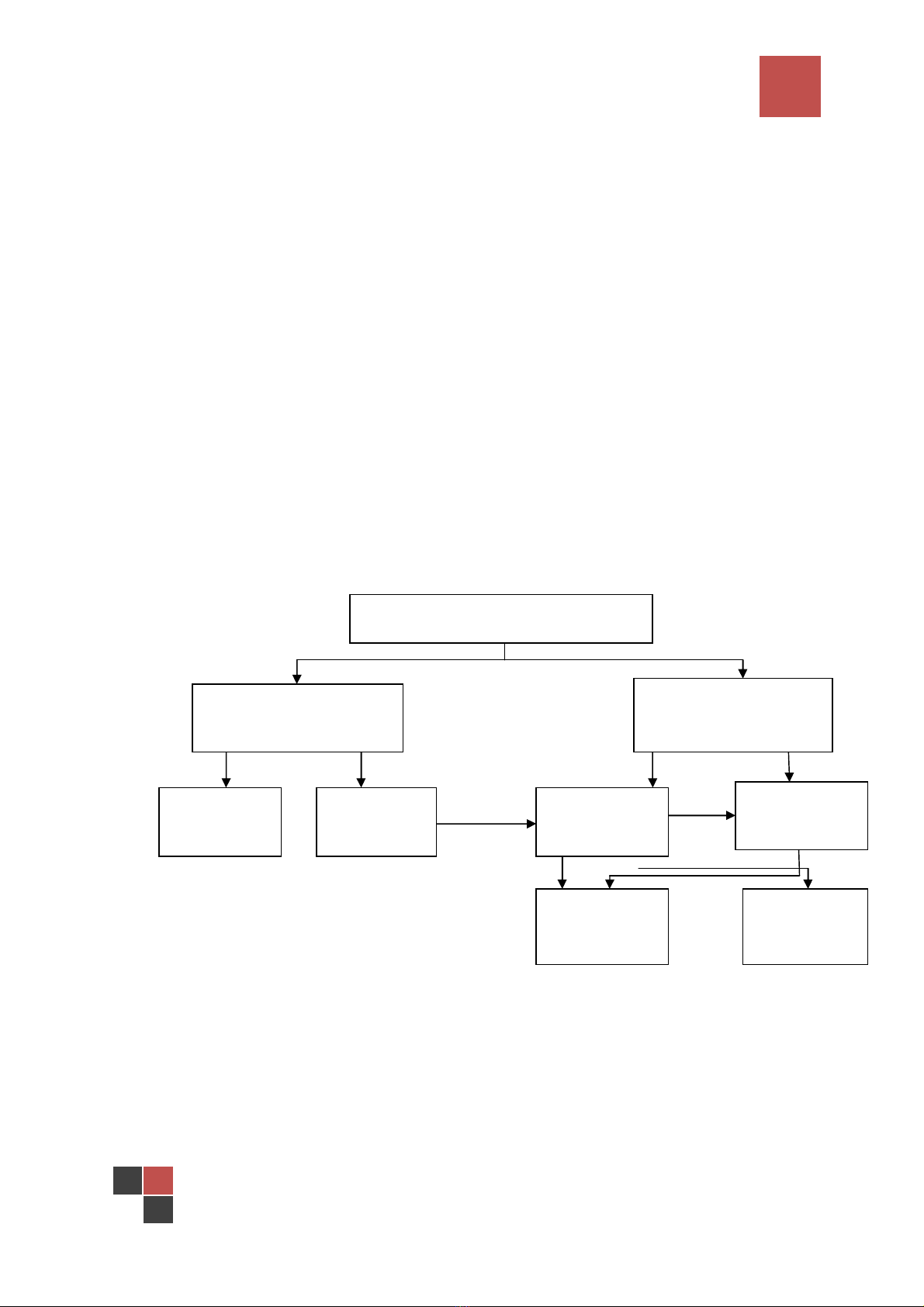
- Kế hoạch phát triển nhà máy có thể được mô tả như sau:
21.2. Lập kế hoạch dài hạn.
Khi lập kế hoạch phát triển kinh tế - kỹ thuật của nhà máy cần xây dựng kế
hoạch dài hạn và kế hoạch hàng năm, đồng thời cần nghiên cứu khả năng thực hiện
nhiệm vụ theo kế hoạch. Kế hoạch dài hạn (thường thời gian 5 năm và lâu hơn) cần
được chú ý đặc biệt, bởi vì nhiệm vụ nâng cao trình độ kỹ thuật và hiệu quả sản xuất
không thể giải quyết được trong một thời gian ngắn.
Kế hoạch phát triển của nhà máy
Kế hoạch phát triển
kinh tế kỹ thuật
Kế hoạch sản xuất
Kế hoạch
dài hạn
Kế hoạch
hàng năm
Kế hoạch
hàng ttháng
Điều phối
sản xuất
Giữa các
phân xưởng
Trong
phân xưởng
Tổ chức Sản xuất Cơ khí
75
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Những chỉ tiêu quan trọng của kế hoạch sản xuất dài hạn của nhà máy có thể
đuwọc chia thành 3 nhóm sau đây:
- Các chỉ tiêu trực tiếp xác định kế hoạch sản xuất của nhà máy.
- Các chỉ tiêu xác định chi phí vật tư và lao động, giá thành sản phẩm và lợi
nhuận.
- Các chỉ tiêu xác định quỹ kích thước phát triển kinh tế, phân chia lợi nhuận và
những mối quan hệ với ngân sách.
21.3. Công suất sản xuất.
Công suất sản xuất của nhà máy là số lượng sản phẩm lớn nhất mà nhà máy có
thể chế tạo được khi sử dụng toàn bộ thiết bị và diện tích sản xuất trên cơ sở ứng dụng
công nghệ tiên tiến và các phương pháp tổ chức lao động hiện đại.
Công suất sản xuất của nhà máy được xác định theo công thức:
=
MV: công suất sản xuất đầu vào (tấn hoặc chiếc)
Mr: công suất sản xuất đẩu ra (tấn hoặc chiếc).
Kết quả tính công suất sản xuất được dùng để xác định vốn đầu tư, chọn
phương án chất tải cho thiết bị và giải quyết vấn đề chuyên môn hóa sản xuất của nhà
máy.
Trong phân xưởng cơ khí công suất sản xuất của một máy hoặc nhóm máy Msm
khi gia công một loại chi tiết nào đó được tính như sau:
=Ф
C0: số thiết bị được sử dụng tại một nguyên công nào đó.
Ф: quỹ thời gian làm việc thực (giờ).
tm: thời gian thực hiện nguyên công (giờ).
Quỹ thời gian thực Ф được tính theo công thức:
Ф=..( − )
s: số ca làm việc.
tc: số giờ của 1 ca làm việc (8h).
D: số ngày trong năm (365)
D0: số ngày nghỉ (thứ 7, chủ nhật và các ngày lễ).
Dựa vào Msm có thể tính tiếp công suất sản xuất của công đoạn sản xuất, của
phân xưởng sản xuất và của cả nhà máy.
21.4. Kế hoạch nâng cao hiệu quả sản xuất.








![Quản lý thiết bị 3: Hướng dẫn và kinh nghiệm [Năm hiện tại]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130123/trinh02/135x160/2911358918393.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)