
Tổ chức Sản xuất Cơ khí
51
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG XIII
TỔ CHỨC CUNG ỨNG VẬT TƯ - KỸ THUẬT
13.1. Nhiệm vụ của cung ứng vật tư.
Quá trình đảm bảo cho nhà máy cơ khí những vật liệu chính, vật liệu phụ,
nhiên liệu, bán thành phẩm, dụng cụ, máy móc và các thiết bị sản xuất khác được gọi
là cung ứng vật tư – kỹ thuật.
Nhiệm vụ chủ yếu của cung ứng vật tư – kỹ thuật là đảm bảo cho nhà máy có
được những thiết bị sản xuất hợp lý với khả năng quay vòng tối đa và tồn đọng tối
thiểu.
Những yếu tố quan trọng của cung ứng vật tư – kỹ thuật là:
- Phân loại và ký hiệu vật tư.
- Định mức tiêu thụ vật liệu.
- Định mức dự trữ vật liệu.
13.2. Phân loại và ký hiệu vật liệu.
Chủng loại vật liệu được dùng trong các nhà máy cơ khí rất khác nhau, có tới
30.000 loại. Để tạo điều kiện thuận lợi cho sử dụng thì vật liệu cần được phân loại.
Phân loại vật liệu có nghĩa là phân chia chúng ra thành các nhóm, nhóm nhỏ theo dấu
hiệu đồng nhất.
13.3. Định mức tiêu thụ vật liệu.
Định mức tiêu thụ vật liệu được dùng để xác định nhu cầu vật liệu khi lập kế
hoạch cung ứng vật tư – kỹ thuật, để kiểm tra tính hợp lý của sử dụng vật liệu và để
tính toán giá thành sản phẩm.
Để đánh giá về chất lượng của định mức vật liệu và tính kinh tế của sử dụng
vật liệu người ta sử dụng các tiêu chí sau đây:
- Khối lượng sản phẩm trước khi gia cộng.
- Khối lượng sản phẩm sau khi gia công.
- Hệ số sử dụng vật liệu theo chi tiết.
- Hệ số sử dụng vật liệu theo sản phẩm.
- Hệ số thành phẩm đầu ra.
a. Khối lượng sản phẩm trước khi gia công.
Khối lượng sản phẩm trước khi gia công là tổng khối lượng sau khi gia công và
phần vật liệu được hớt đi trong quá trình gia công (lượng dư gia công).
b. Khối lượng sản phẩm sau khi gia công.
Tổ chức Sản xuất Cơ khí
52
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Khối lượng sản phẩm sau khi gia công là lượng vật liệu có ích. Tuy nhiên, chỉ
tiêu này không cho phép đánh giá tính hợp lý của kết cấu sản phẩm từ quan điểm vật
liệu.
c. Hệ số sử dụng vật liệu theo chi tiết.
Hệ số sử dụng vật liệu Kc theo chi tiết được xác định bằng tỷ số giữa khối
lượng sản phẩm sau khi gia công q và khối lượng sản phẩm trước khi gia công, có
nghĩa là định mức tiêu thụ vật liệu m.
=
d. Hệ số sử dụng vật liệu theo sản phẩm.
Hệ số sử dụng vật liệu theo sản phẩm KS là hệ số sử dụng vật liệu của n chi tiết.
=
⋯
⋯
=
∑
∑
e. Hệ số thành phần đầu ra.
Hệ số thành phần đầu ra đặc trưng cho mức độ sử dụng vật liệu ở các phân
xưởng chuẩn bị phôi và được xác định bằng tỷ số của khối lượng phôi và khối lượng
vật liệu đầu vào (ví dụ như khối lượng của quặng sắt trong các phân xưởng đúc).

Tổ chức Sản xuất Cơ khí
53
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG XIV
TỔ CHỨC KHO CHỨA
14.1. Nhiệm vụ và ý nghĩa của kho chứa.
Nhiệm vụ của kho chứa là tiếp nhận và bảo quản vật liệu, cung cấp vật liệu cho
các phân xưởng để đảm bảo tiến độ và kế hoạch của sản xuất.
Tổ chức hợp lý kho chứa có một ý nghĩa quan trọng bởi vì nó góp phần nâng
cao hiệu quả sản xuất, giảm chi phí cho việc cung ứng vật tư kỹ thuật bằng cách giảm
chi phí kho chứa, giảm chi phí vận chuyển và xếp dỡ.
14.2. Phân loại kho chứa.
Các kho chứa được phân loại theo nhiều dấu hiệu khác nhau.
Tùy thuộc vào vai trò của kho chứa trong quá trình sản xuất mà chúng được
chia ra:
- Kho chứa vật liệu: chứa vật liệu và bán thành phẩm mua ở bên ngoài về.
- Kho chứa sản xuất: chứa bán thành phẩm và trang bị công nghệ trong quá
trình sản xuất.
- Kho chứa sản phẩm: chứa sản phẩm của nhà máy để chuẩn bị cung cấp cho
thị trường.
Tùy thuộc vào đặc tính và chủng loại của vật liệu cần chứa, các kho chứa được
chia ra: kho chứa vạn năng và kho chứa chuyên dùng.
- Kho chứa vạn năng được dùng để chừa nhiều chủng loại vật liệu khác nhau
(ví dụ như các kho chứa vật liệu trung tâm).
- Kho chứa chuyên dùng được dùng để chứa các sản phẩm cùng loại (ví dụ kho
chứa vật liệu thép, kho chứa vật liệu gang).
Tùy thuộc vào phạm vi phục vụ, các kho chứa được chia ra:
- Kho chứa trung tâm của nhà máy.
- Kho chứa dùng cho một số phân xưởng.
- Kho chứa phân xưởng (chỉ dùng cho một phân xưởng).
Tùy thuộc vào đặc điểm kết cấu, các kho chứa được chia ra:
- Kho chứa kín (một tầng, nhiều tầng, kho chứa xây bằng gạch, kho chứa làm
bằng gỗ, kho chứa được sưởi nóng và kho chứa không được sưởi nóng…)
- Kho chứa nửa kín (có một mái che và hai mái che).
- Kho chứa hở (không có mái che).
14.3. Tính diện tích và thiết bị của kho chứa.

Tổ chức Sản xuất Cơ khí
54
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Số liệu ban đầu để thiết kế diện tích kho chứa là chủng loại và số lượng vật liệu
cần chứa. Diện tích của kho chứa bao gồm:
- Diện tích có ích (để chứa vật liệu).
- Diện tích thực tế (để phân loại vật liệu, cân vật liệu, để đi lại cho người và
thiết bị nâng hạ).
- Diện tích kết cấu (diện tích bức tường, cột, cầu thang…)
Tính diện tích kho chứa được thực hiện theo định mức gần đúng hoặc theo
phương pháp chính xác. Khi thiết kế các kho chứa vạn năng và khi thiết kế sơ bộ
người ta áp dụng phương án tính theo định mức gần đúng. Với phương án này diện
tích kho chứa AC được xác định theo công thức: =
ZC: mức chứa tối đa (tấn) được xác định bằng tính toán.
qc: tải trọng có ích trung bình trên 1m2 diện tích kho chứa (tấn/m2)
KC: hệ số sử dụng diện tích kho chứa.
Hệ số sử dụng diện tích kho chứa là tỷ lệ giữa diện tích có ích (để chứa vật
liệu) và diện tích toàn phần.
Phương pháp thứ hai (phương pháp chính xác) được dùng kh thiết kế chi tiết
(thiết kế chính xác). Phương pháp này yêu cầu: trước hết phải chọn thiết bị của kho
chứa, sau đó xác định số lượng thiết bị (các loại giá, thùng…)
Chọn loại giá được thực hiện theo sổ tay có tính đến đặc thù của vật liệu cần
chứa như kích thước, trọng lượng, hình dáng…và thiết bị nâng hạ.
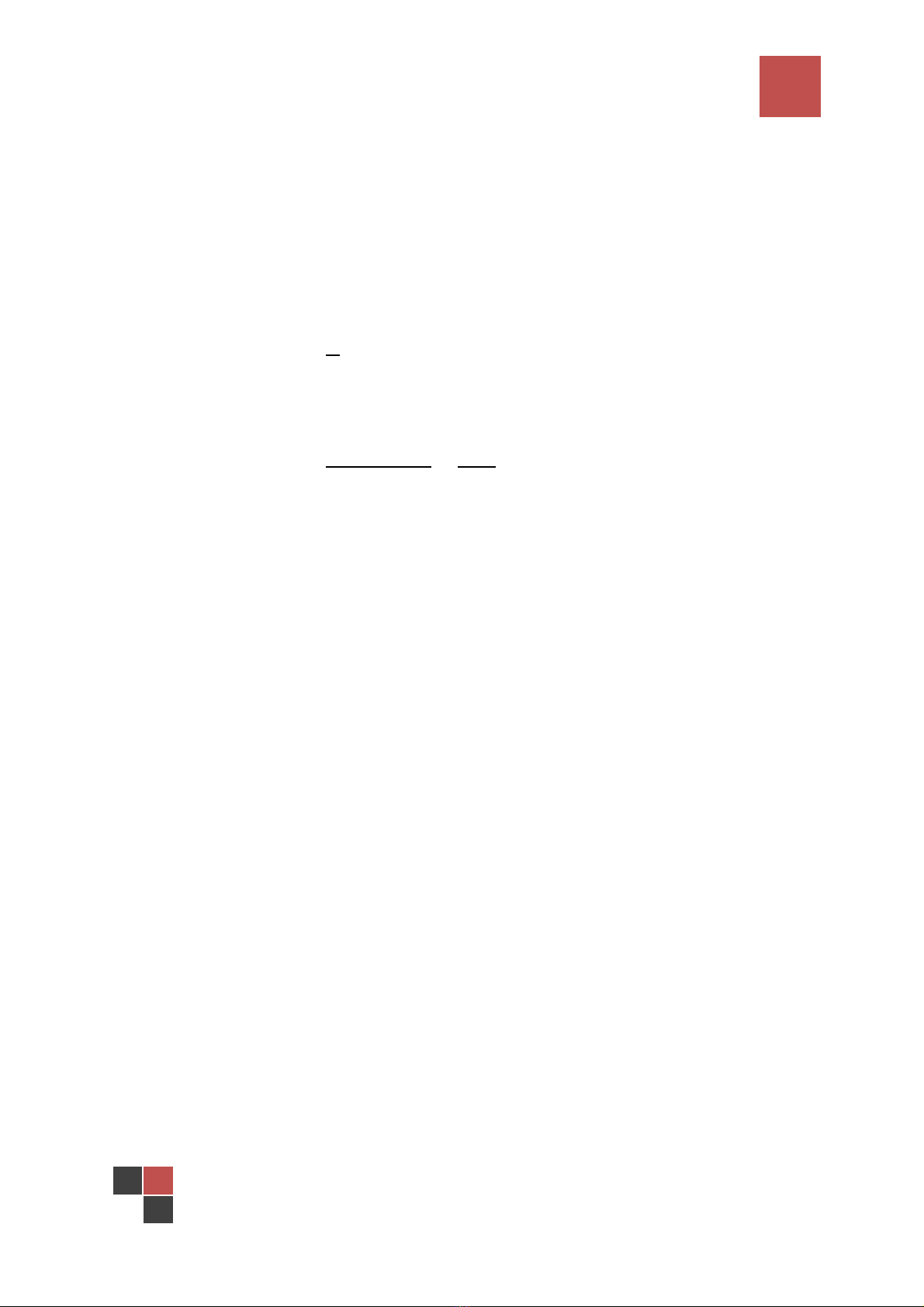
Khi sử dụng loại giá thủng (hình 14.1a) cần xác định số lượng ngăn nT cần thiết
để chứa hết vật liệu.
=
ZC: mức chứa tối đa (tấn).
VT: thể tích của các ngăn (m3)
VV: tỷ trọng của vật liệu (tấn/m3).
KT: hệ số điền đầy của các ngăn chứa.
Trên cơ sở tính toán này có thể xác định được số giá cần thiết ng.
=
n0: số ngăn trong một giá.
Diện tích có ích A0 của tất cả các giá được tính theo công thức.
=.
A1: diện tích của một loại giá nào đó.

Tổ chức Sản xuất Cơ khí
55
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG XV
TỔ CHỨC VẬN CHUYỂN
15.1. Nhiệm vụ của tổ chức vận chuyển.
Vận chuyển trong các nhà máy cơ khí là để di chuyển các vật liệu chính và
phụ, các loại bán thành phẩm, các sản phâm rhoàn thiện, các thiết bị dụng cụ, đồ gá.
Công việc vận chuyển thực hiện theo 3 dạng.
- Vận chuyển bên ngoài: đảm bảo mối liên hệ giữa các khu vực của nhà máy
với nhau như các kho chứa nguyên liệu, nhiên liệu, kho chứa phôi, sản phẩm.
- Vận chuyển giữa các phân xưởng: thực hiện công việc chuẩn bị nguyên, nhiên
liệu trong phạm vi của nhà máy.
- Vận chuyển trong phân xưởng: được dùng để thực hiện công việc vận chuyển
trong phạm vi một phân xưởng và kho chứa riêng. Vận chuyển trong phân xưởng
được chia ra làm vận chuyển trong phân xưởng nói chung và vận chuyển giữa các
nguyên công. Cách vận chuyển thứ nhất được dùng để vận chuyển vật liệu giữa các
kho chứa trong phân xưởng, giữa các công đoạn sản xuất còn cách vận chuyển thứ hai
đảm bảo mối liên hệ giữa các chỗ làm việc, tuần tự theo quy trình công nghệ chế tạo
sản phẩm.
Phương thức vận chuyển ở các nhà máy cơ khí rất đa dạng tùy thuộc vào loại
vật liệu và quy mô sản xuất của nhà máy. Tuy nhiên hiện nay ở các nhà máy cơ khí
người ta hay dùng các loại thiết bị vận chuyển tự hành.
15.2. Tổ chức vận chuyển.
Tổ chức vận chuyển được thực hiện trên cơ sở số liệu của tải lượng hàng hóa
và dòng hàng hóa.
15.2.1. Vận chuyển giữa các phân xưởng.
a. Hệ thống vận chuyển dạng con lắc.
Là dạng vận chuyển giữa hai trạm với nhau.








![Quản lý thiết bị 3: Hướng dẫn và kinh nghiệm [Năm hiện tại]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130123/trinh02/135x160/2911358918393.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)