
Tổ chức Sản xuất Cơ khí
61
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG XVII
TỔ CHỨC SẢN XUẤT TRONG CÁC PHÂN XƯỞNG ĐÚC
17.1. Khái niệm về phân xưởng đúc.
Các phân xưởng đúc được xếp vào loại các phân xưởng chế tạo phôi.
Các phôi ở đây được chế tạo bằng nhiều mác vật liệu, trọng lượng, kích thước,
hình dáng khác nhau. Các phôi này được gọi là phôi đúc.
Phôi đúc là loại phôi thông dụng nhất, chiếm tới 50% của tất cả các loại phôi
(phôi đúc, phôi rèn, phôi dập, phôi hàn). Trong tất cả các loại phôi đúc thì phôi đúc
bằng gang chiếm khoảng 40%.
Sở dĩ phôi đúc được sử dụng rộng rãi bởi vì chúng có nhiều ưu điểm.
- Có thể chế tạo phôi từ các loại vật liệu và hợp kim có tính chất khác nhau (độ
bền và độ dẻo, các tính chất vật lý và tính chất hóa học).
- Có khả năng chế tạo phôi có hình dạng, kích thước, trọng lượng và độ chính
xác khác nhau.
- Có khả năng chuyển đổi nhanh từ chế tạo loại phôi này sang chế tạo loại phôi
khác.
Quy trình công nghệ chế tạo phôi đúc bao gồm nhiều nguyên công khác nhau
Các phân xưởng đúc được phân oại theo chỉ tiêu sau đây:
- Loại vật liệu: phân xưởng đúc gang, phân xưởng đúc thép, phân xưởng đúc
hợp kim màu.
- Dạng sản xuất: sản xuất đơn chiếc, hàng loạt nhỏ, hàng loạt vừa, hàng loạt
lớn, hàng khối.
- Chế độ làm việc của phân xưởng: chế độ làm việc song song.
17.2. Một số tính toán khi thiết kế phân xưởng đúc.
Các tính toán khi thiết kế phân xưởng đúc được thực hiện trên cơ sở của sản
lượng phôi hàng năm.
Cấu trúc sản xuất của phân xưởng đúc phụ thuộc vào đặc tính của phôi (loại vật
liệu, trọng lượng) và quy mô sản xuất. Thành phần của phân xưởng đúc gồm:
+ Các bộ phận sản xuất: bộ phận nung, bộ phận làm khuôn, bộ phận chuẩn bị
cát, bộ phận tháo phôi, bộ phận làm sạch…
+ Các bộ phận phụ: bộ phận chuẩn bị vật liệu làm khuôn, bộ phận sửa chữa
nguội, kho chứa phôi thành phẩm, bộ phận thí nghiệm.
+ Các bộ phận phục vụ: văn phòng, nơi giữ quần áo, vệ sinh…

Tổ chức Sản xuất Cơ khí
62
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Số công nhân sản xuất (tính gần đúng) được xác định theo khối lượng lao động
để chế tạo 1 tấn phôi.
=.
Ф
PS: số công nhân sản xuất.
t: khối lượng lao động để chế tạo 1 tấn phôi (người/giờ).
N: sản lượng hàng năm của công nhân (giờ).
Ф: quỹ thời gian hàng năm của công nhân (giờ).
Diện tích phân xưởng đúc A0:
=
.
N: sản lượng hàng năm của phôi đúc (tấn).
m: năng suất trên 1m2 khi làm việc 1 ca (tấn).
s: số ca làm việc.
Số máy CK được xác định theo công thức:
=
.Ф
N: sản lượng hàng năm của phôi đúc (tấn).
q: năng suất tính theo giờ của máy (tấn/giờ).
T: thời gian thay tấm đáy lót khuôn trong một năm (giờ).
Ф: quỹ thời gian làm việc của máy trong một năm (giờ).
Số lượng máy nấu kim loại Cn được xác định theo công thức:
=.
Ф.
Q: số lượng kim loại được nấu trong một năm (tấn)
K: hệ số nhu cầu kim loại (K = 1,1 ÷1,2)
q: năng suất tính theo giờ của máy (tấn)
Ф: quỹ thời gian làm việc của máy nấu trong một năm (giờ)
Số lượng gầu rót kim loại Cr được tính theo công thức:
=
Nr: số khuôn được rót trong 1 ca làm việc.
Tg: thời gian quay một vòng (chu kỳ) của gầu rót (phút).
nr: số khuôn được rót từ một gầu.
Tổ chức Sản xuất Cơ khí
63
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Tổng số gầu rót C0 được tính theo công thức:
C0 = Cr + Cs + Cd
Cr: số gầu rót đang hoạt động.
Cs: số gầu rót đang được sửa chữa: =
Cd: số gầu rót dự phòng hiện đang ở trong kho: Cd = (10÷20)%Cr
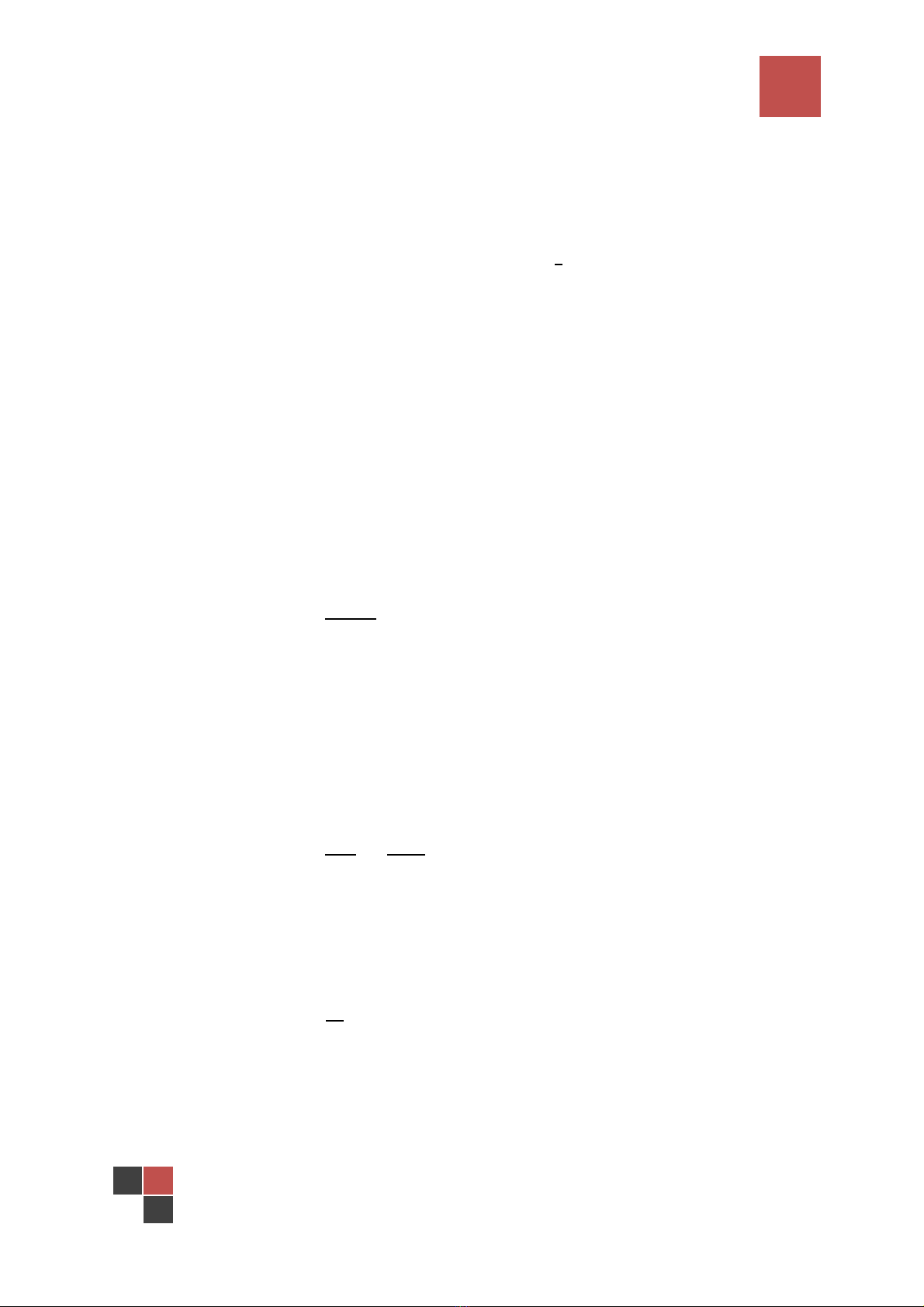
17.3. Đặc điểm của tổ chức sản xuất dây chuyển trong các phân xưởng đúc.
Sản xuất dây chuyển trong các phân xưởng đúc đòi hỏi phải sử dụng băng tải
đúc. Trên băng tải đúc các công việc được thực hiện như sau: làm khuôn, rót khuôn,
làm nguội và phá khuôn. Tương ứng với các công việc này dây chuyền đúc gồm 4 bộ
phận: làm khuôn, rót khuôn, làm nguội và phá khuôn. Các bộ phận này làm việc theo
nhịp với tốc độ của băng tải.
Chiều dài công đoạn làm khuôn Lk được xác định theo số máy làm khuôn Ck và
khoảng cách l giữa hai máy kề nhau:
Lk = Ck.l
Tốc độ chuyền động của băng tải Vb được xác định theo công thức:
=
qb: năng suất tính theo giờ của băng tải.
lb: bước của băng tải (khoảng cách giữa hai tâm của hai giá cạnh nhau)
(m).
nk: số khuôn trên 1 giá.
Kg: hệ số điền đầy các giá của băng tải.
Chiều dài công đoạn rót khuôn Lr được tính theo công thức:
=
+
− (− )
t1: thời gian để rót đầy một khuôn (giây).
t2: thời gian để công nhân đi từ một khuôn đã rót được đến một khuôn
chưa rót (giây).
nr: số khuôn được rót từ 1 gầu.
=
Qg: dung lượng của gầu rót (kg)
qo: trọng lượng của kim loại được rót cho vào một khuôn (kg)
17.4. Đặc điểm của tổ chức phục vụ kỹ thuật trong các phân xưởng đúc.

Tổ chức Sản xuất Cơ khí
64
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Công việc của các phân xưởng đúc chịu ảnh hưởng đáng kể của quá trình làm
mẫu và làm khuôn.
Cơ sở để tổ chức tốt quá trình làm khuôn là: tiêu chuẩn hóa các hòm khuôn
(giảm được các chủng loại khuôn); thiết kế và chế ạo tập trung (đảm bảo chất lượng
cao); đảm bảo nguyên tắc lưu giữ và vận hành khuôn.
Một trong những nhiệm vụ quan trọng là nâng cao chất lượng thiết kế và chế
tạo mẫu. Điều này có thể thực hiện được bằng cách thiết kế và chế tạo tập trung tại các
nhà máy chuyên môn hóa hoặc ở các bộ phận chuyên hóa của nhà máy.
17.5. Đặc điểm của tổ chức kiểm tra trong các phân xưởng đúc.
Đối tượng kiểm tra trong các phân xưởng đúc là: vật liệu chính và vật liệu phụ
(vật liệu kim loại, vật liệu làm khuôn…), phụ gia làm khuôn và tháo khuôn, quá trình
nóng chảy, tính chất của vật liệu nóng chảy, phôi đúc, thiết bị đúc và trang bị công
nghệ.
Chất lượng của kim loại được đánh giá bằng cách phân tích các thành phần
hóa học, kiểm tra các tính chất công nghệ…
Các thông số đặc trưng cho chất lượng của vật liệu làm khuôn và lõi như độ
ẩm, độ hấp thụ khí và độ bền phải được kiểm tra thường xuyên.
Kiểm tra kim loại và cát (để làm khuôn) được thực hiện trong phòng thí
nghiệm của phân xưởng với chế độ làm việc như chế độ thực tế sản xuất.
Kiểm tra lõi gồm: quan sát bên ngoài, kiểm tra kích thước và hình dáng hình
học bằng dưỡng hoặc các thiết bị kiểm tra khác, kiểm tra độ ẩm bằng thiết bị đo độ
ẩm.
Phôi đúc được kiểm tra như sau: quan sát bề ngoài, kiểm tra kích thước và hình
dáng hình học, trong những điều kiện cần thiết có thể kiểm tra khuyết tật bên trong.

Tổ chức Sản xuất Cơ khí
65
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG XVIII
TỔ CHỨC SẢN XUẤT TRONG CÁC PHÂN XƯỞNG RÈN DẬP
18.1. Khái niệm về các phân xưởng rèn dập.
Các phân xưởng rèn dập thuộc các phân xưởng chế teạo phôi. Sản phẩm của
các phân xưởng này là phôi rèn và phôi dập..
Phôi rèn, phôi dập là các loại phôi được sử dụng rộng rãi trong cơ khí. Tỷ lệ
của các phôi này (theo trọng lượng) chiếm khoảng 20% trong tổng số các loại phôi
được dùng trong sản xuất.
18.2. Tình trạng hiện nay và phương hướng phát triển của công nghệ rèn dập.
Hiện nay, nhìn chung nhược điểm của công nghệ rèn dập là mức độ chuyên
môn hóa và tập trung chưa cao. Các phân xưởng rèn dập chưa được trang bị nhiều các
thiết bị có năng suất cao và số lượng phôi rèn, phôi dập được chế tạo trong các phân
xưởng chuyên môn hóa chưa lớn.
18.3. Một số tính toán khi thiết kế phân xưởng rèn dập.
Các phân xưởng rèn dập thông thường được thiết kế cho 2÷3 ca làm việc.
Thành phần của phân xưởng rèn dập bao gồm: bộ phận chuẩn bị phôi, bộ phận rèn
hoặc dập, bộ phận nhiệt luyện và bộ phận làm sạch phôi.
Số lượng thiết bị chính C0 được xác định theo công thức:
=
Ф
N: sản lượng hàng năm của phôi rèn, dập (kg hoặc chiếc).
q: năng suất của thiết bị tính theo giờ (kg/giờ hoặc chiếc/giờ)
Ф: quỹ làm việc hàng năm của thiết gị (giờ).
s: số ca làm việc.
Hệ số chất tải của thiết bị Kct được xác định theo công thức:
=
C1: số thiết bị làm tròn (làm tròn theo hướng tăng của C0)
Khi tính thiết bị nung nóng cần chú ý đến các điều kiện sau:
- Mỗi một thiết bị rèn hoặc dập phải có ít nhất một thiết bị nung nóng.
- Các thông số của thiết bị nung nóng phải đảm bảo đạt được năng suất tối đa
của thiết bị rèn hoặc dập.
- Khi xác định kích thước đáy lò nung cần tính đến khả năng một số phôi phải
được nung nóng lại vì chưa đủ nhiệt độ cần thiết.








![Quản lý thiết bị 3: Hướng dẫn và kinh nghiệm [Năm hiện tại]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130123/trinh02/135x160/2911358918393.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)