
Tổ chức Sản xuất Cơ khí
31
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG VIII
TỔ CHỨC LAO ĐỘNG TRONG CÁC NHÀ MÁY CƠ KHÍ
8.1. Nhiệm vụ của tổ chức lao động.
Nhiệm vụ quan trọng của tổ chức lao động là sử dụng lực lượng lao động một
cách hợp lý nhằm nâng cao năng suất lao động. Nâng cao năng suất lao động là cơ sở
của phát triển xã hội theo quy luật của mọi nền kinh tế.
Nội dung chính của công tác tổ chức lao động là thiết kế và ứng dụng các biện
pháp trong các lĩnh vực sau đây:
- Phân chia lao động và bố trí công nhân trong sản xuất.
- Thành lập ca làm việc và bố trí ca làm việc.
- Phục vụ nhiều máy và tích hợp các chuyên môn.
- Yêu cầu đối với thiết bị sản phẩm.
- Yêu cầu về vệ sinh và đảm bảo điều kiện lao động thuận lợi.
- Tổ chức cạnh tranh lành mạnh và tuân thủ kỹ thuật lao động.
- Định mức lao động.
- Tổ chức tiền lương.
- An toàn lao động.
8.2. Phân chia lao động.
8.2.1. Cơ sở của phân chia lao động.
Phân chia lao động trong nhà máy nhằm đảm bảo phân phối công việc giữa
những người thực hiện có chuyên môn sâu và kinh nghiệm sản xuất, đồng thời nhằm
mục đích xác định trách nhiệm của cá nhân trong công việc và củng cố quan hệ hợp
tác trong quá trình lao động tập thể.
Phân chia lao động trong nhà máy được xác định theo 3 dấu hiệu cơ bản sau:
- Theo đặc tính lao động và mục đích công việc.
Theo dấu hiệu này thì tất cả cán bộ nhân viên của nhà máy cơ khí được chia ra
các loại: công nhân, kỹ sư, nhân viên phục vụ và cán bộ lãnh đạo ở các cấp. Ở đây loại
chủ đạo là công nhân bởi vì sức lao động của họ trực tiếp sản xuất ra của cải vật chất.
Phân chia lao động theo mục đích công việc thể hiện ở chỗ tách công việc
chuẩn bị ra khỏi công việc thực hiện trực tiếp.
- Theo tính đồng nhất về kỹ thuật (công nghệ) của công viêc.

Tổ chức Sản xuất Cơ khí
32
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Phân chia lao động theo dấu hiệu này có nghĩa là công nhân của nhà máy được
nhóm lại theo ngành nghề. Ví dụ, công nhân đứng máy công cụ được chia ra theo các
ngành nghề như: thợ tiện, thợ phay, thợ khoan…
- Theo độ phức tạp và trách nhiệm công việc.
Phân chia công việc theo dấu hiệu này có nghĩa là tất cả công việc và công
nhân của nhà máy được chia ra các bậc chuyên môn khác nhau.
Trên cơ sở những dấu hiệu này người ta thực hiện phân chia lao động theo
nguyên công, có nghĩa là mỗi nguyên công cần bố trí một công nhân có trình độ
chuyên môn phù hợp.
Phân chia lao động và bố trí công việc theo chuyên môn đòi hỏi phải tuân theo
các nguyên tắc sau đây:
+ Mỗi công nhân có một chỗ làm việc và hoàn toàn chịu trách nhiệm về công
việc được giao.
+ Chức năng và trách nhiệm của mỗi công nhân được xác định một cách chính
xác.
+ Công việc của mỗi công nhân cần được tính toán riêng biệt.
+ Vật liệu, phôi, chi tiết, dụng cụ và các vật tư quý giá khác khi đưa vào sản
xuất và phục vụ cũng phải được tính toán cẩn thận.
8.2.2. Lao động tập thể và tổ chức đội lao động.
Trong sản xuất, khi nhiều máy tổ hợp hoặc tự động được sử dụng thì bản thân
một công nhân không thể điều khiển được, do đó cần phải có đội lao động (nhóm lao
động) với sự phân chia thích hợp và sự hợp tác của công nhân trong đội.
Phân chia lao động theo đội được thực hiện trong những trường hợp sau:
- Khi một số công nhân thự hiện một nhiệm vụ sản xuất tổ hợp mà kết quả làm
việc của mỗi công nhân không thể xác định và không thể tính toán một cách riêng
biệt.
- Khi phục vụ các máy tổ hợp, phức tạp và các dây chuyền tự động.
- Để thành lập mối quan hệ qua lại trực tiếp giữa các công việc chuẩn bị, công
việc phụ và công việc chính trong phạm vi một công đoạn sản xuất xác định.
- Để giảm nhẹ sự phân chia nhiệm vụ giữa các công nhân khi thiếu chỗ làm
việc hoặc khó xác định công việc cụ thể cho từng công nhân.
8.3. Tổ chức ca làm việc và cách bố trí thời gian làm việc.
8.3.1. Chọn mối quan hệ hợp lý giữa các ca làm việc.
Nhiệm vụ chính của công tác tổ chức ca làm việc là chọn hình thức quan hệ
hợp lý giữa các ca làm việc nối tiếp nhau, tổ chức luân phiên thời gian làm việc và
nghỉ ngơi, chọn ca chuẩn bị.

Tổ chức Sản xuất Cơ khí
33
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Trong thực tế sử dụng 2 phương án quan hệ giữa các ca nối tiếp nhau.
+ Phương án 1. Đặc trưng cho mối quan hệ giữa các ca làm việc khi mà ca này
chuyển các chi tiết chưa gia công xong cho ca tiếp theo.
+ Phương án 2. Mỗi ca làm việc giữ lại những chi tiết chưa gia công xong, giữ
lại vật liệu, dụng cụ và không chyển chúng cho ca tiếp theo.
Ở phương án thứ nhất quá trình sản xuất được thực hiện liên tụ và chu kỳ sản
xuất giảm so với phương án 2. Sử dụng phương án 2 chỉ hợp lý trong các trường hợp
thực hiện công việc phức tạp, quan trọng.
Luân phiên thời gian làm việc và nghỉ ngơi (chế độ thời gian làm việc) phụ
thuộc vào số ca làm việc và tình trạng sản xuất (gián đoạn hay liên tục). Ở các nhà
máy cơ khí với 5 ngày làm việc trong tuần, 1 ca hoặc 2 ca làm việc được tổ chức theo
3 phương án sau đây:
+ Thời gian của một ca làm việc là 8 giờ 12 phút. Vậy thời gian làm việc của
một tuần là 41 giờ và cứ sau 5 ngày làm việc có 2 ngày nghỉ.
+ Thời gian làm việc một ca là 8 giờ. Vậy để đảm bảo thời gian làm việc 41 giờ
một tuần thì sau 8 tuần làm việc phải làm thêm một ngày thứ 7 với thời gian làm việc
là 8h.
+ Thời gian làm việc là 8h. Vậy để đảm bảo thời gian làm việc 41 giờ một tuần
thì sau 7 tuần làm việc phải làm thêm một ngày thứ 7 với thời gian là 7h.
8.3.2. Áp dụng ca phụ.
Điều kiện cần thiết để phòng ngừa lãng phí thời gian của ca làm việc là sự
chuẩn bị công việc chu đáo cho mỗi ca, có nghĩa là cần phải có ca phụ.
Trong thời gian ca phụ người ta thực hiện các công việc như quét dọn chỗ làm
việc, quét dọn phân xưởng, kiểm tra và sửa chữa thiết bị, hiệu chỉnh lại máy, chuẩn bị
dụng cụ và vật liệu…
8.4. Tổ chức phục vụ nhiều máy.
Phục vụ nhiều máy là hình thức tổ chức khi mà một hoặc một nhóm (đội) công
nhân cùng làm việc trên một số máy, trong khi thực hiện thao tác bằng tay trên một
máy này thì các máy khác chạy tự động.
Tổ chức Sản xuất Cơ khí
34
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
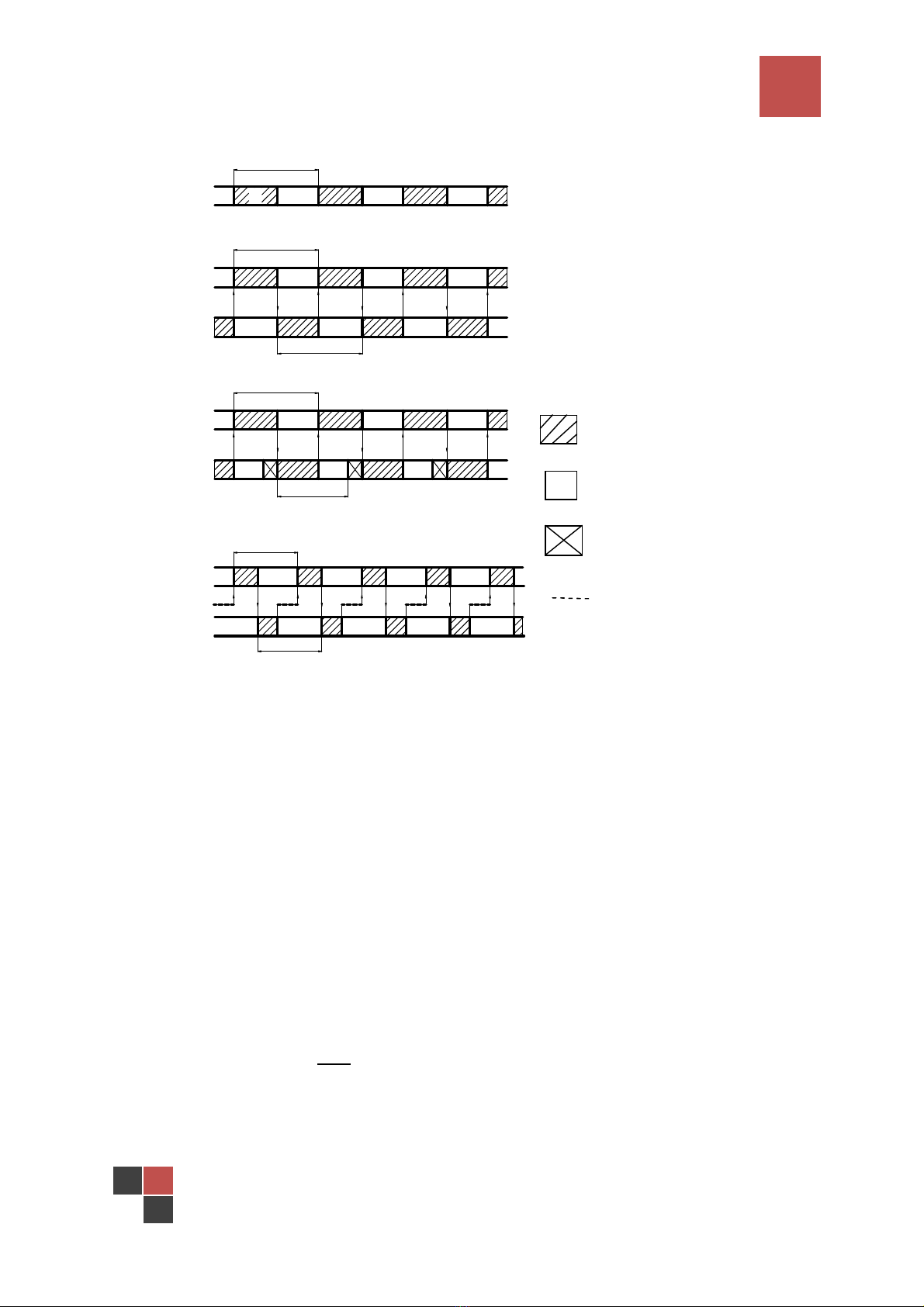
a: phục vụ 1 máy.
b, c, d: phục vụ nhiều máy.
Thời gian tay.
Thời gian máy.
Máy dừng
Công nhân dừng.
b: Thời gian phục vụ máy và thời gian chạy tự động của 2 máy là bằng nhau,
như vậy công nhân làm việc liên tục không được nghỉ.
c: Trường hợp máy 2 chạy tự động có thời gian ngắn hơn thời gian chạy tự
động của máy 1, vậy trường hợp máy máy 2 có thời gian chờ để công nhân thao tác
bằng tay.
d: Thời gian chạy tự động của máy 1 lớn hơn thời gian thao tác bằng tay của
máy 2 và ngừoi công nhân có thời gian chờ khi di chuyển từ máy 2 sang máy 1.
Đối với công tác tổ chức phụ vụ nhiều máy thì chu kỳ phục vụ nhiều máy (TMC
) có ký nghĩa rất quan trọng. Chy kỳ TMC là khoảng thời gian thực hiện tất cả các công
việc của tất cả các nhóm máy cần phục vụ. Đối với các máy giống nhau thì đẳng thức
t0 = TMC (t0 là thời gian nguyên công) chứng tỏ chất lượng tải toàn phần của công nhân
(công nhân không có thời gian nghỉ ngơi).
Số lượng máy như nhau n mà một công nhân có thể phục vụ được tính theo
công thức.
=
tM: thời gian máy (thời gian máy chạy tự động).
tp: thời gian phụ (thao tác bằng tay).
tptM
t0
t0
t0
t0
t0
t0
t0
a)
b)
c)
d)
Tổ chức Sản xuất Cơ khí
35
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
Nếu n là số lẻ thì quy tròn về giá trị thấp (ví dụ n = 3,5 thì chọn n = 3)
Mức độ chất tải của máy được thể hiện bằng hệ số chất tải.
=.
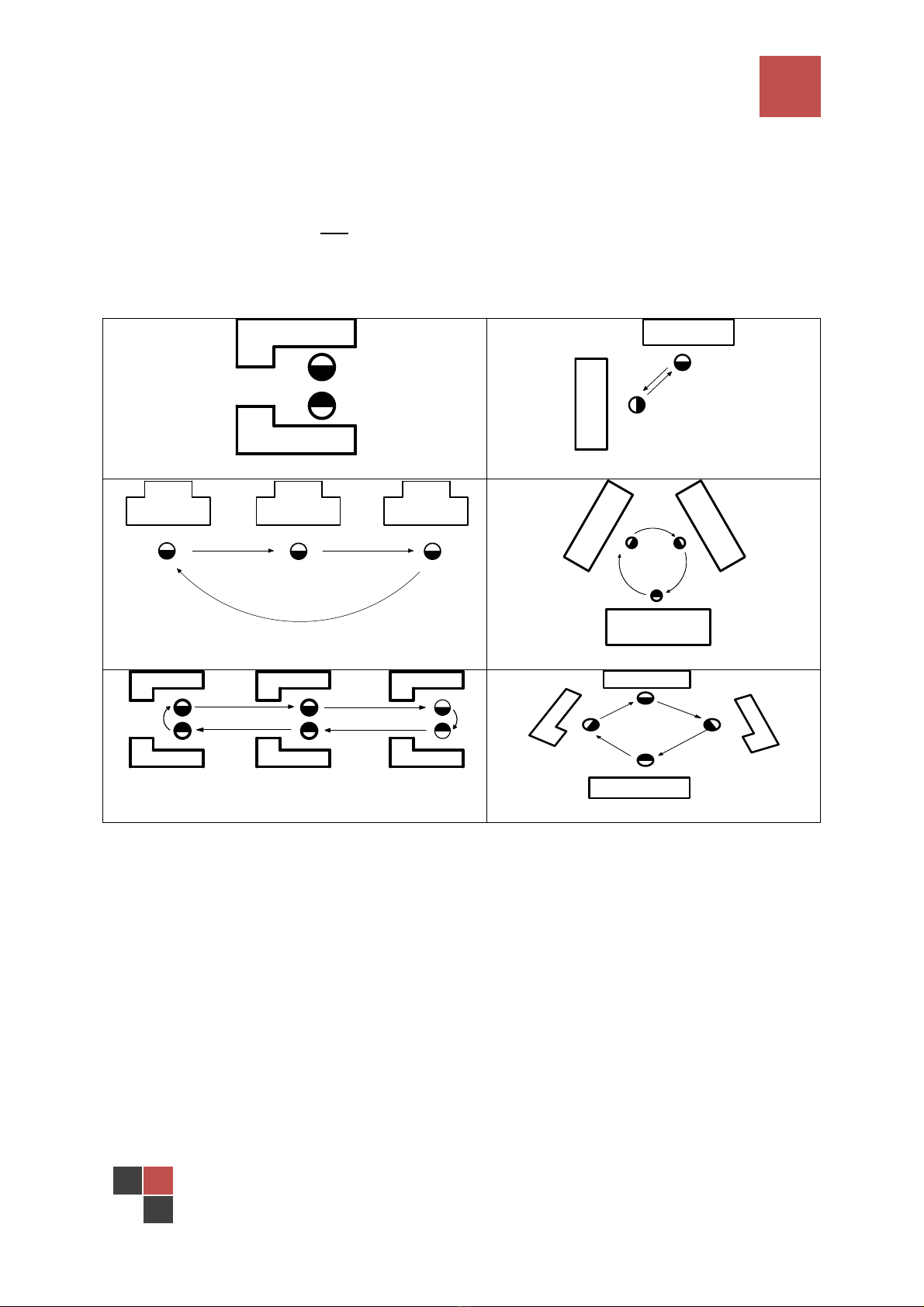
Phương án bố trí máy khi phụ vụ nhiều máy phụ thuộc vào loại máy và đặc tính
nguyên công. Trong thực tế thướng áp dụng các phương án sau:
Song song
Vuông góc
Thẳng dòng
Vòng
Tổng hợp
Đa giác
8.5. Tích hợp ngành nghề.
Phân chia lao động cho các công nhân nhằm mục đích nâng cao năng suất lao
động, vì vậy nó phải được xây dựng trên cơ sở chất tải toàn phần của các công nhân
chuyên nghiệp. Trong những trường hợp khi mà chất tải toàn phần không thực hiện
được thì nên tích hợp các ngành nghề. Điều kiện cần thiết để tích hợp ngành nghề là
khả năng của công nhân có thể thực hiện được nhiều công việc khác nhau.
Công nhân đứng máy thường tích hợp các ngành nghề dưới dạng phục vụ nhiều
máy có các đức tính công nghệ khác nhau. Ví dụ thợ phay có thể đứng máy bào, thợ
tiện có thể đứng máy khoan.
Đối với các công nhân thì sản xuất tích hợp ngành nghề là rất quan trọng trong
điều kiện sản xuất dây chuyền. Ở đây mỗi công nhân có thể thực hiện được nhiều
nguyên công cạnh nhau, điều đó cho phép giảm thời gian dừng của thiết bị, giải quyết








![Quản lý thiết bị 3: Hướng dẫn và kinh nghiệm [Năm hiện tại]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130123/trinh02/135x160/2911358918393.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)