
Tổ chức Sản xuất Cơ khí
21
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG VI
TỔ CHỨC CHUẨN BỊ KỸ THUẬT TRONG SẢN XUẤT
6.1. Nội dung, nhiệm vụ và các giai đoạn của chuẩn bị kỹ thuật trong sản xuất.
6.1.1. Nội dung của chuẩn bị kỹ thuật trong sản xuất.
Chuẩn bị kỹ thuật trong sản xuất là toàn bộ các công việc có liên quan đến thiết
kế mới, hoàn thiện các kết cấu và quy trình công nghệ nhằm nâng cao năng suất và
chất lượng sản phẩm.
Nhìn chung tổ chức kỹ thuật trong sản xuất bao gồm những dạng công việc
sau:
- Thiết kế mới và hoàn thiện kết cấu cũ của nhà máy để tạo ra những bản vẽ cũ
với đầy đủ các yêu cầu kỹ thuật.
- Thiết kế mới và hoàn thiện các quy trình công nghệ cũ để tạo ra những phiếu
nguyên công, mặt bằng bố trí thiết bị và sơ đồ tổ chức chỗ làm việc của phân xưởng.
- Lập ra những tiêu chuẩn kỹ thuật để xác định khối lượng gia công, để tính
toán nhu cầu của sản xuất về cán bộ, công nhân, về nguyên vật liệu, về thiết bị, về
năng lượng và các nhu cầu khác.
- Thiết kế và chế tạo các trang bị công nghệ, bao gồm dụng cụ cắt, dụng cụ đo,
đồ gá, khuôn mẫu và các dụng cụ lắp ráp.
- Hiệu chỉnh quy trình công nghệ trực tiếp trong điều kiện phân xưởng, tại chỗ
làm việc nhằm mục đích ứng dụng những quy trình công nghệ tiên tiến, chế độ cắt tối
ưu và các trang bị công nghệ hợp lý.
6.1.2. Nhiệm vụ của chuẩn bị kỹ thuật trong sản xuất.
Chuẩn bị kỹ thuật trong bất kỳ nhà máy cơ khí nào đều có 3 nhiệm vụ:
- Chuẩn bị kỹ thuật phải hướng tới việc sử dụng các kết cấu mới của nhà máy
và công nghệ chế tạo tiên tiến.
- Tạo ra điều kiện thuận lợi cho nhịp sản xuất của nhà máy theo kế hoạch của
cấp trên đặt ra
- Giải quyết vấn đề giảm thời gian, khối lượng và giá thành chế tạo chi tiết (hay
sản phẩm).
6.1.3. Các giai đoạn của chuẩn bị kỹ thuật trong sản xuất.
Chuẩn bị kỹ thuật trong sản xuất có thể chia ra 4 giai đoạn:
- Giai đoạn nghiên cứu: ở giai đoạn này người ta thực hiện các công việc
nghiên cứu kinh nghiệm thiết kế kết cấu của sản phẩm, đồng thời thực hiện các phép
tính toán sơ đồ kết cấu, nghiên cứu khả năng ứng dụng vật liệu mới, tính toán hiệu quả
kinh tế của phương án đưa ra.

Tổ chức Sản xuất Cơ khí
22
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
- Giai đoạn chuẩn bị thiết kế: ở giai đoạn này người ta thiết kế ra những kết cấu
mới và có thể chế tạo ra các sản phẩm mẫu nhằm hoàn thiện kết cấu theo yêu cầu đặt
ra.
- Giai đoạn chuẩn bị công nghệ: ở giai đoạn này người ta lập quy trình công
nghệ, chọn phương án kiểm tra, xây dựng các tiêu chuẩn về vật liệu, lao động.
- Giai đoạn tổ chức: nhiệm vụ của giai đoạn này là xây dựng mặt bằng bố trí
máy, tính toán số lượng công nhân phục vụ dây chuyển sản xuất.
6.2. Tổ chức chuẩn bị thiết kế trong sản xuất.
Chuẩn bị thiết kế trong sản xuất gồm 5 giai đoạn.
- Xác định nhiệm vụ kỹ thuật: là xác định những đặc tính kỹ thuật và các chỉ
tiêu chất lượng, đồng thời cả chỉ tiêu kinh tế kỹ thuật của sản phẩm.
- Thành lập tài liệu kỹ thuật: là thành lập các tài liệu thiết kế, các tài liệu này
phải chứa đựng các luận chứng về kinh tế và kỹ thuật của sản phẩm được thiết kế.
- Thiết kế bản vẽ: là phải tạo ra toàn bộ các tài liệu về kết cấu của sản phẩm
như các kích thước cơ bản của chi tiết và cả kích thước khuôn khổ của sản phẩm.
- Hoàn chỉnh tài liệu kỹ thuật: hiệu chỉnh lại các bản vẽ của sản phẩm sau giai
đoạn thiết kế bản vẽ, đồng thời giai đoạn này phải thực hiện việc tính toán độ bền và
độ cứng vững của chi tiết, tính toán hiệu quả kinh tế của sản phẩm vừa được thiết kế.
- Thành lập các bản vẽ: nghĩa là phải thu thập tất cả các bản vẽ của tất cả các
chi tiết được chế tạo ở nhà máy, các bản vẽ lắp ráp, sơ đồ lắp ráp và thống kê các dụng
cụ, đồ gá…
* Trong tất cả các nhà máy cơ khí đều thành lập bộ phận quản lý bản vẽ nhằm đảm
bảo kế hoạch sử dụng bộ tài liệu kỹ thuật của quá trình sản xuất. Quản lý bản vẽ được
tổ chức phù hợp với cấu trúc sản xuất của xí nghiệp, dạng sản xuất, sản lượng hàng
năm và đặc tính kết cấu của sản phẩm.
6.3. Tổ chức chuẩn bị công nghệ trong sản xuất.
6.3.1. Nội dung và các giai đoạn của chuẩn bị công nghệ trong sản xuất.
Nội dung và các giai đoạn của chuẩn bị công nghệ trong sản xuất bao gồm:
thiết kế quy trình công nghệ, chọn thiết bị gia công, chọn dụng cụ kiểm tra, thiết kế
các trang bị công nghệ (thiết kế đồ gá và dụng cụ phu), định mức lao động, định mức
vật liệu, bố trí mặt phẳng phân xưởng và chọn phương pháp tổ chức quá trình sản
xuất.
Chuẩn bị công nghệ trong sản xuất gồm 4 giai đoạn:
- Thiết kế quy trình công nghệ.
- Thiết kế các trang bị công nghệ (đồ gá và các dụng cụ phụ) và các thiết bị
chuyên dùng.
Tổ chức Sản xuất Cơ khí
23
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
- Chế tạo các trang bị công nghệ và các thiết bị chuyên dùng.
- Thử nghiệm và áp dụng các quy trình công nghệ trong sản xuất.
6.3.2. Thiết kế quy trình công nghệ.
Thiết kế quy trình công nghệ gồm các bước sau đây:
- Phân tích chức năng làm việc của chi tiết.
- Phân tích công nghệ trong kết cấu của chi tiết.
- Xác định dạng sản xuất để biết xem sản lượng hàng năm của sản phẩm thuộc
dạng sản xuất nào (hàng loạt vừa lớn hay hàng khối) để có phương án công nghệ cho
thích hợp.
- Chọn phương pháp chế tạo phôi.
- Lập thứ tự các nguyên công.
- Chọn máy, chọn dụng cụ cắt, chọn dụng cụ kiểm tra.
- Xác định thời gian gia công (bao gồm thời gian cơ bản, thời gian phụ, thời
gian phục vụ và thời gian nghỉ ngơi tự nhiên).
- Xác định lượng vật liệu cần thiết để chế tạo chi tiết.
- Thiết kế mặt bằng bố trí và thiết kế chỗ làm việc trong từng phân xưởng.
6.3.3. Thiết kế trang bị công nghệ.
Đây là phần có ý nghĩa lớn đối với việc chế tạo sản phẩm mới, nó có ảnh
hưởng lớn đến chất lượng và giá thành của sản phẩm. Thiết kế trang bị công nghệ gồm
2 giai đoạn:
- Giai đoạn 1: gồm các công việc về thiết kế mẫu, khuôn mẫu, đồ gá dụng cụ và
thiết bị chuyên dùng
- Giai đoạn 2: lập quy trình công nghệ chế tạo các trang bị công nghệ, các trang
bị này không chỉ có tính vạn năng mà còn phải tiên tiến để nâng cao chất lượng và hạ
giá thành sản phẩm. Điều này đòi hỏi phải có cán bộ có trình độ cao và phải có máy
gia công có năng suất cao.
6.3.4. Chế tạo trang bị công nghệ.
Gồm 2 giai đoạn:
- Chế tạo thử các loại trang bị, kiểm tra tất cả c ác thông số kỹ thuật rồi thử
nghiệm trong điều kiện sản xuất.
- Thực hiện chế tạo hàng loạt các trang bị công nghệ (theo nhu cầu sản xuất).
6.3.5. Thử nghiệm quy trình công nghệ sản xuất.
Chế tạo thử nghiệm nhằm mục đích.
- Kiểm tra chất lượng gia công của chi tiết và chất lượng lắp ráp của sản phẩm.
Tổ chức Sản xuất Cơ khí
24
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
- Kiểm tra tính công nghệ của chi tiết xem có tương ứng với dạng sản xuất hay
không.
- Hiệu chỉnh lại quy trình công nghệ.
- Phát hiện và khử những sai sót của quy trình công nghệ.
6.3.6. Đánh giá kinh tế và chọn phương án công nghệ.
Các chi phí cho một phương án công nghệ để chế tạo ra sản phẩm có thẻ được
chia ra 2 nhóm.
- Chi phí không phụ thuộc vào số lượng của chi tiết (a). Chi phí thuộc nhóm
này gồm: tiền mua máy, đồ gá và dụng cụ, chi phí cho điều chỉnh máy.
- Chi phí phụ thuộc vào số lượng chi tiết (b). Chi phí thuộc nhóm này bao gồm:
tiền lương của công nhân, tiền chi cho thợ điều chỉnh, chi phí cho vật liệu…
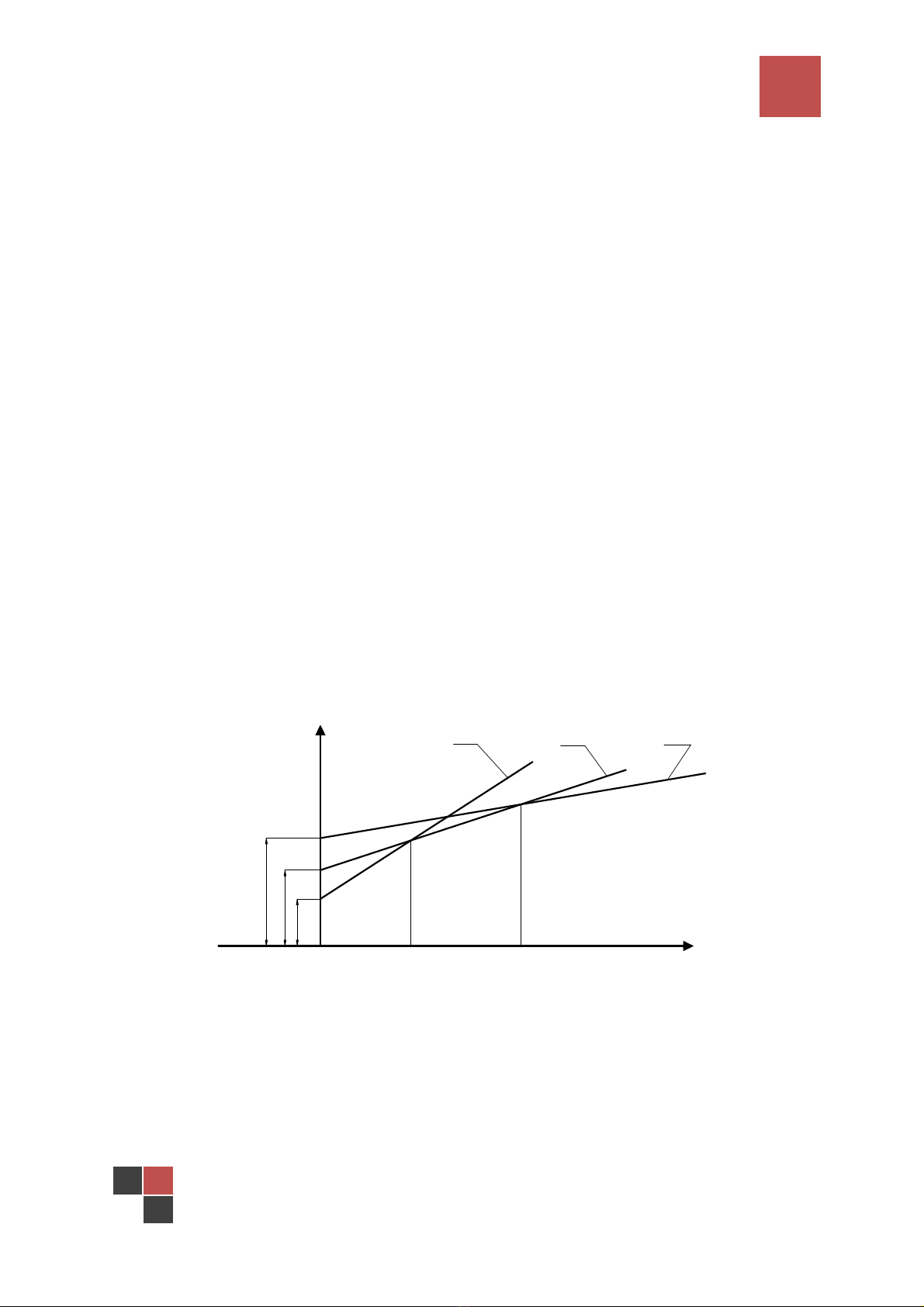
Vậy giá thành C của N chi tiết theo một phương án công nghệ nà đó được mô
tả bằng công thức:
C = a + b.N
Giả sử có 3 phương án công nghệ 1, 2, 3 với công thức tính giá thành như sau:
C1 = a1 + b1.N
C2 = a2 + b2.N
C3 = a3 + b3.N
a1<a2<a3
Ta thấy nếu số chi tiết N<N1 thì dùng phương án 1 (đường thẳng C1) là thích
hợp nhất vì có giá thành C1 là có giá thành là nhỏ nhất. Nếu số chi tiết gia công nằm
giữa N1 và N2 thì nên chọn phương án 2 vì C2 là nhỏ nhất. Còn nếu số chi tiết N>N2
thì phương án 3 là tốt nhất.
a3
a2
a1
N1 N2
C
N
C1 C2 C3

Tổ chức Sản xuất Cơ khí
25
GV. Phạm Ngọc Hiếu - Bộ môn CNCTM
CHƯƠNG VII
TỔ CHỨC KIỂM TRA KỸ THUẬT
7.1. Nhiệm vụ, đối tượng và chức năng của kiểm tra kỹ thuật.
7.1.1. Chất lượng sản phẩm.
Chất lượng sản phẩm của nhà máy cơ khí là tiêu chí quan trọng nhất. Chất
lượng sản phẩm là toàn bộ tính chất thỏa mãn những yêu cầu làm việc của sản phẩm.
Toàn bộ chỉ tiêu của chất lượng sản phẩm được ghi trong bản vẽ và trong các bộ tiêu
chuẩn. Sản phẩm đáp ứng được các chỉ tiêu này được gọi là thành phẩm, còn sản
phẩm không đáp ứng được các chỉ tiêu này được gọi là phế phẩm.
Vì vậy, mỗi nhà máy cơ khí phải có nhiệm vụ:
- Đảm bảo chất lượng sản phẩm theo yêu cầu ghi trên bản vẽ và các bộ tiêu
chuẩn.
- Phát hiện và ngăn ngừa phế phẩm.
- Nghiên cứu và tìm ra những biện pháp nâng cao chất lượng sản phẩm.
7.1.2. Kiểm tra kỹ thuật, đối tượng và chức năng của nó.
Kiểm tra kỹ thuật là toàn bộ các nguyên công và công việc kiểm tra chất lượng
sản phẩm và quy trình công nghệ ở tất cả các giai đoạn sản xuất, từ kiểm tra đầu vào
chất lượng nguyên vật liệu cho đến khi kiểm tra đầu ra của sản phẩm hoàn thiện.
Kiểm tra kỹ thuật là một phần của quá trình sản xuất, được xem là công cụ
chính để quản lý chất lượng sản phẩm.
Chất lượng đồng nhất là chất lượng như nhau của cả loạt chi tiết, cả loạt máy.
Trong sản xuất hàng loạt và hàng khối không chỉ đảm bảo yêu cầu về chất lượng của
từng sản phẩm riêng biệt mà còn phải đảm bảo chất lượng đồng nhất ở tất cả các sản
phẩm.
Chất lượng đồng nhất của cản phẩm phụ thuộc vào hai yếu tố: hoàn thiện quy
trình công nghệ độ ổn định của quy trình công nghệ.
Nhìn chung, đối tượng của kiểm tra kỹ thuật bao gồm:
- Nguyên vật liệu chính và phụ.
- Bán thành phẩm nhận từ nhà máy khác.
- Phôi ở các giai đoạn sản xuất khác nhau.
- Chi tiết ở các giai đoạn sản xuất khác nhau.
- Cụm chi tiết hoặc sản phẩm ở các giai đoạn lắp ráp khác nhau.
- Thiết bị sản xuất và trang bị công nghệ (dụng cụ, đồ gá các loại, khuôn
mẫu…)








![Quản lý thiết bị 3: Hướng dẫn và kinh nghiệm [Năm hiện tại]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130123/trinh02/135x160/2911358918393.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)