BỘMÔN KỸTHUẬTMÁY
Trường ĐH Giao thông Vậntải
Th.s PhạmThếMinh
Tựđộng hóa quá trình sảnxuấtFMS & CIM
Chương 3 Cung cấp vật liệu tự động linh hoạt
Chương 3 Cung cấp vật liệu tự động
linh hoạt
3.1 Thiết bịhỗtrợvà cung cấp phôi liệu
3.2 Hệthống dòng vật liệu
3.3 Thành phần dòng vật liệu và các hệthống
dòng vật liệu
BỘMÔN KỸTHUẬTMÁY
Trường ĐH Giao thông Vậntải
Th.s PhạmThếMinh
Tựđộng hóa quá trình sảnxuấtFMS & CIM
Chương 3 Cung cấp vật liệu tự động linh hoạt
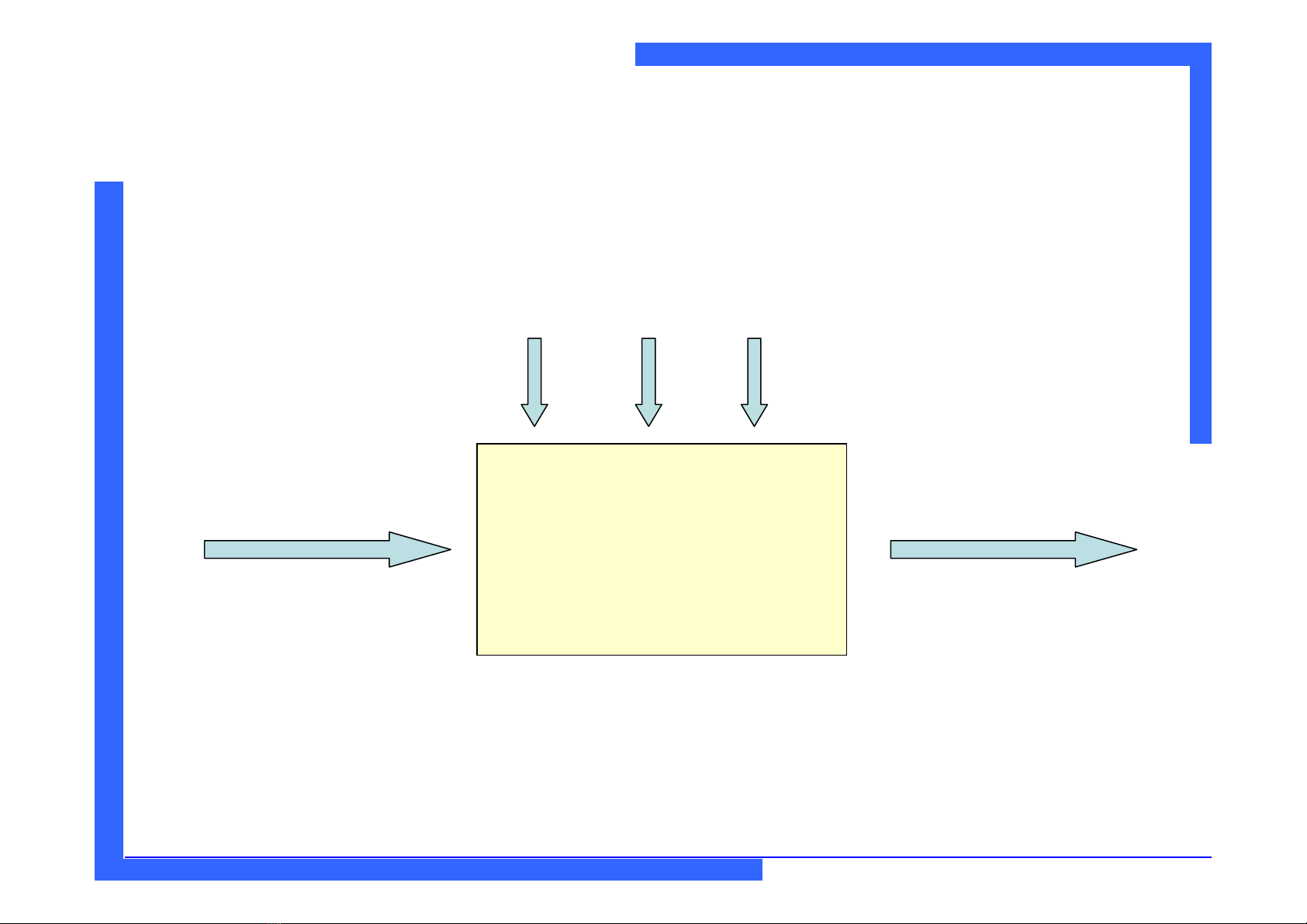
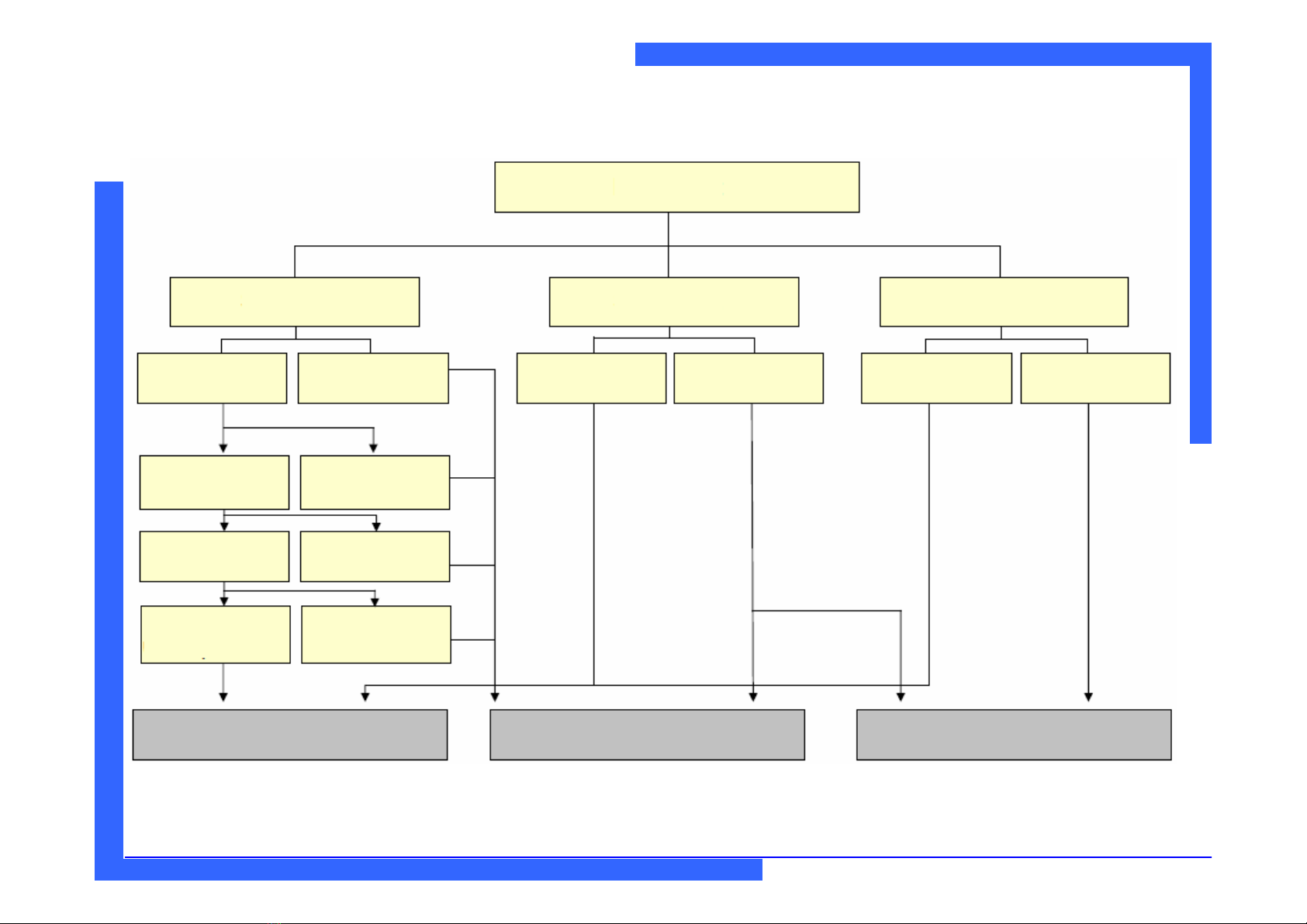
Quá trình biến đổi
Sự thay đổi vềthời gian,
địa điểm, khối lượng, chất
lượng trong hệthống vận
tải, cung cấp nguyên liệu.
Đối tượng 1 Đối tượng 2
Hàng hóa, năng
lượng, thông tin, con
người.
(Đối tượng sinh học)
Hàng hóa, năng
lượng, thông tin, con
người.
(Đối tượng sinh học)
Thiết bịcung cấp nguyên liệu, thiết bị
cung cấp thông tin, thiết bịsản xuất, cơ
sởhạtầng, con người, năng lượng
Tiến trình biến đổi của dòng nguyên liệu
BỘMÔN KỸTHUẬTMÁY
Trường ĐH Giao thông Vậntải
Th.s PhạmThếMinh
Tựđộng hóa quá trình sảnxuấtFMS & CIM
Chương 3 Cung cấp vật liệu tự động linh hoạt
Phôi liệu
Dạng chiếcDạng đống Dạng lỏng
Đóng gói Đóng góiĐể tựdo Để tựdoCỡto Cỡnhỏ
Kích thước hình
học xác định
Kích thước hình
học không xác định
Bằng nhau Không bằng
nhau
Chịu được
áp lực
Không chịu
được áp lực
Giá chứaKhay chứaThùng kín chứa
Phân loại phôi liệu và kho chứa phôi liệu

BỘMÔN KỸTHUẬTMÁY
Trường ĐH Giao thông Vậntải
Th.s PhạmThếMinh
Tựđộng hóa quá trình sảnxuấtFMS & CIM
Chương 3 Cung cấp vật liệu tự động linh hoạt
Thiết bịhỗtrợmang
phôi liệu dạng bàn đỡ
Thiết bịhỗtrợmang phôi liệu
dạng thùng lưới bao kín
Thiết bịhỗtrợmang phôi liệu
dạng khay chứaContainer lớn dạng đóng kín
Ví dụvềthiết bịhỗtrợchứa phôi liệu
BỘMÔN KỸTHUẬTMÁY
Trường ĐH Giao thông Vậntải
Th.s PhạmThếMinh
Tựđộng hóa quá trình sảnxuấtFMS & CIM
Chương 3 Cung cấp vật liệu tự động linh hoạt
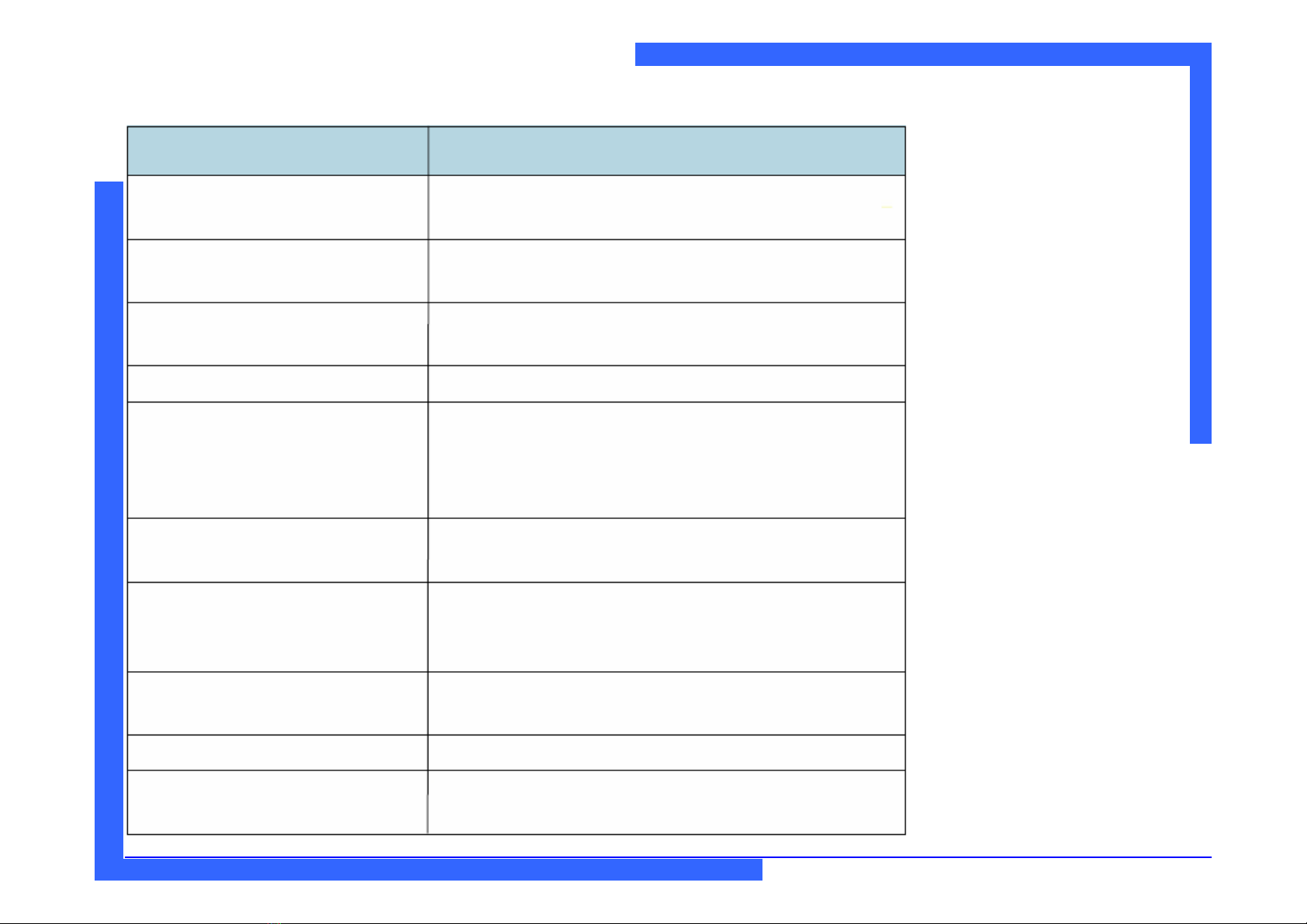
Tiêu chuẩnĐánh giá
Tính linh hoạt theo loại phôi
khác nhau
Linh hoạt trong một loại phôi
Linh hoạt trong mức độ xửlý
Khả năng sắp xếp
Khả năng lấy bằng tay
Độ tin cậy
Bảo vệphôi
Tương thích với hệthống vận
tải bên ngoài
Làm kho chứa
Làm thiết bịxửlý
Chi phí cải tạo, phù hợp theo kích thước và
trọng lượng phôi
Chi phí trang bị, phù hợp theo kích thước và
trọng lượng phôi
Tính phù hợp với sự thay đổi kích thước
Tận dụng kết cấu
Trong các trạm xửlý gia công không tự động,
hoặc với mục đích đảm bảo chất lượng
Vịtrí chính xác, an toàn, chống mài mòn…
Bảo vệbềmặt phôi, tránh hư hỏng do tác động
từảnh hưởng bên ngoài
Khả năng phối hợp với các thiết bịchứa khác
bên ngoài lớn hơn
Có thểlàm kho chứa
Khả năng sửdụng ví dụ như làm sạch
Tiêu chuẩn
đánh giá
khả năng
lựa chọn
thiết bị lưu
chứa phôi
liệu.









![Đề cương đề tài nghiên cứu khoa học [chuẩn nhất/mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251117/duong297/135x160/26111763433948.jpg)