Reprinted from Powder and Bulk Engineering, December 2007 www.powderbulk.com
Whether your screener scalps, removes fines, or
grades material, the machine’s failure can have
costly consequences. A torn or otherwise compro-
mised screen can force you to reprocess material,
scrap it, or even recall off-spec product. This article
will present some of the common causes of such
screen problems and possible solutions.
Ascreener (also called a separator or sifter) is a rela-
tively simple piece of equipment that can handle
many different types of dry materials. The
screener can scalp oversize material, remove fines, and di-
vide material into two or more products with specific par-
ticle size distributions.
The screener has one (or more) round or rectangular
woven-mesh screen attached to a frame in an assembly
called a screen deck. A motor drive and motion-inducing
equipment (such as a vibrator) provide motion that helps
material move through or off the screen (or screens).
A single-deck screener moves material that’s too coarse to
go through a screen off the screen into a discharge outlet.
Material that passes through the screen is discharged sepa-
rately. A multiple-deck screener removes the coarsest ma-
terial from the upper deck while finer material passes
through to the next screen(s). Each succeeding deck has a
finer screen that removes additional size fractions of the
material, until only the finest material passes through the
lowest screen.
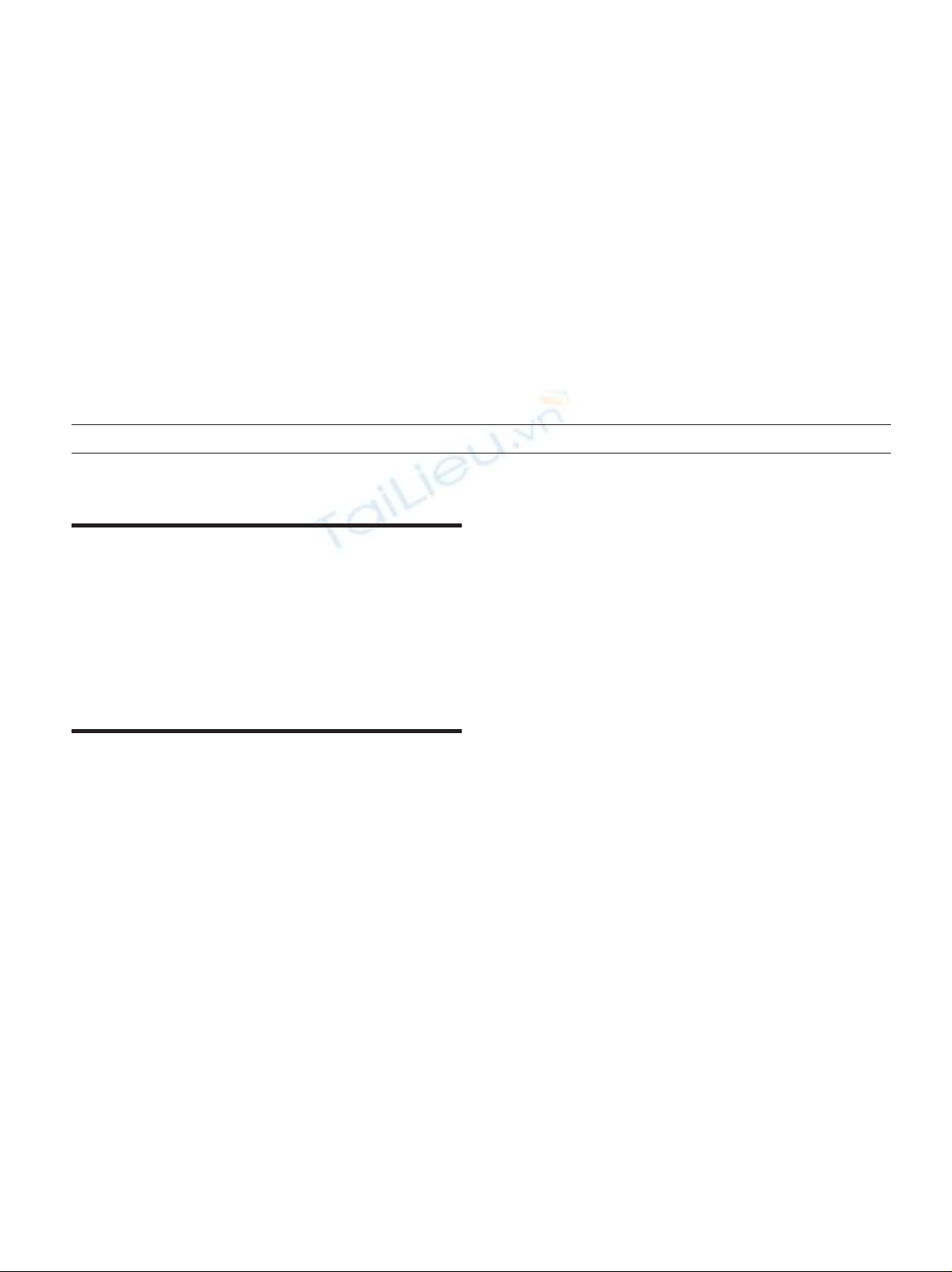
The vast majority of screens are made of woven stainless
steel wire (also called mesh or cloth). The screen is
stretched on the frame to provide a specified amount of ten-
sion, equalized over the entire screen. Four inter-related pa-
rameters, as illustrated in Figure 1, are commonly used to
describe the wire screen: wire diameter, opening (the size
of the space between a group of woven wires), mesh count
(the number of wires per linear inch or the number of open-
ings per linear inch), and open area (the percentage of open
space versus wire). The screen can be equipped with sev-
eral options (discussed in later sections), including backup
screen or screen supports; pretensioned screens; sliders,
balls, or other antiblinding devices; and others.
When the screener is properly specified, installed, and
maintained, it tends to be one of the less troublesome parts
of a material processing line. Generally a screener has no
high-speed bearings, rotating seals, complex controls, or
other failure-prone features. When problems do arise, they
can often be traced to improper selection or maintenance
of one (or more) screen.1
Causes of screen problems
Common screen problems that can reduce your screener’s
effectiveness are listed in Table I, along with their poten-
tial causes and solutions. While many screen problems are
caused by poor screen selection or maintenance, the spe-
cific culprit is often wire failure, screen blinding, or mate-
rial bypass. Let’s explore each of these causes in detail.
Wire failure — a tear or hole in the screen — is the most
common form of screen failure. When the screen tears,
oversize particles that should be rejected by the screen can
pass through it. The consequences can be serious. Not only
Screener troubleshooting:
Diagnosing and solving screen problems
Jeff Dierig Sweco
j-Sweco-35-39:C-Masters_old 1/29/08 11:05 AM Page 1
does the end product fail to meet specifications, but it can
be dangerous: In many applications a screen is used to re-
move objectionable or even hazardous oversize particles.
Once the screen tears, there’s no longer any assurance that
such particles will be rejected.
Backup screen and screen supports support the fine
screen, minimizing the stress caused by the heavy or
abrasive material while allowing the fines to pass
through.
Wire failure is most commonly caused by wire fatigue:
During screening, the wire is constantly vibrated. Just as a
paper clip eventually breaks when you bend it back and
forth several times, the screen wire eventually weakens
and breaks from the wire’s vibration-induced up-and-
down movement. Another common cause of wire fatigue
is abrasion, which occurs particularly when you’re screen-
ing heavy or abrasive materials such as sand and other
minerals. The particles’ constant movement across the
screen abrades the wire, reducing its diameter and making
it weaker.
When designing a processing line that includes a screener,
you must consider the possibility of wire failure. Your ma-
terial’s particle size, weight, and other characteristics, the
quantity of material that must be screened over a given
time, and other factors all affect how your screens will
stand up. You can select a screen (including such factors as
its mesh material, wire diameter, opening, mesh count,
and open area), mesh tension, and screen attachment
method that are suitable for your application.
You can also select options to further ensure your screen’s
long life. For example, if you’re using a very fine screen
with heavy or abrasive material, the screen won’t last long.
But by using backup screen (also called backup mesh) or
screen supports, you can extend the screen’s life. Backup
screen is a coarse screen that’s mounted directly under the
fine screen on the same screen deck. Screen supports are
metal bars, usually configured in an open grid pattern, at-
tached to the screen deck and mounted under the fine
screen. Backup screen and screen supports support the
fine screen, minimizing the stress caused by the heavy or
abrasive material while allowing the fines to pass through.
One caution: These options can slightly reduce the
screener’s capacity or make it harder for antiblinding de-
vices to do their job.
Wire fatigue isn’t the only cause of screen tears or holes.
Foreign or tramp material — such as metal shavings or
bolts from upstream equipment — can break right through
the screen. Good maintenance practices (discussed in the
later section “Screen maintenance”) can help prevent this
cause of screen failure.
Mesh count = 40
Wire diameter = 0.0065 inch
Opening size = 0.0185 inch
Open-area percentage = 54.8 percent
Open-area percentage =
(opening size ⫻mesh count)2⫻100
Opening
size
Wire
diameter
0.100 inch
Four inter-related parameters for woven wire screen
Figure 1
Opening size =
1
————— ⫺wire diameter
mesh count
j-Sweco-35-39:C-Masters_old 1/29/08 11:05 AM Page 2
Screen blinding occurs when some or all of the screen’s
open area is blocked by material. This may be caused by a
too-high feedrate that dumps material onto the screen
faster than the screen can operate. Or it might be caused by
poor screen selection — for example, choosing a screen
with too heavy a wire diameter. Or it might be caused by
your material’s characteristics, such as cohesiveness.
Blinding is often behind a gradual degradation in your
screener’s performance — such as a drop in production
quantity or product quality.
Screen blinding causes fines that should pass through the
screen to discharge with the oversize particles. As a result,
the end product doesn’t meet specifications. For example,
if blinding occurs in a fines removal application, where the
end product is the material that normally passes over the
screen while objectionable fines pass through it, product
quality can be compromised. The product’s fines content
eventually will increase to the point that the particle size
distribution falls outside acceptable limits.
If a screen begins to blind and is left untreated, the screen
will eventually become totally blinded over. At this point
it’s no longer a screen; it’s simply a conveyor.
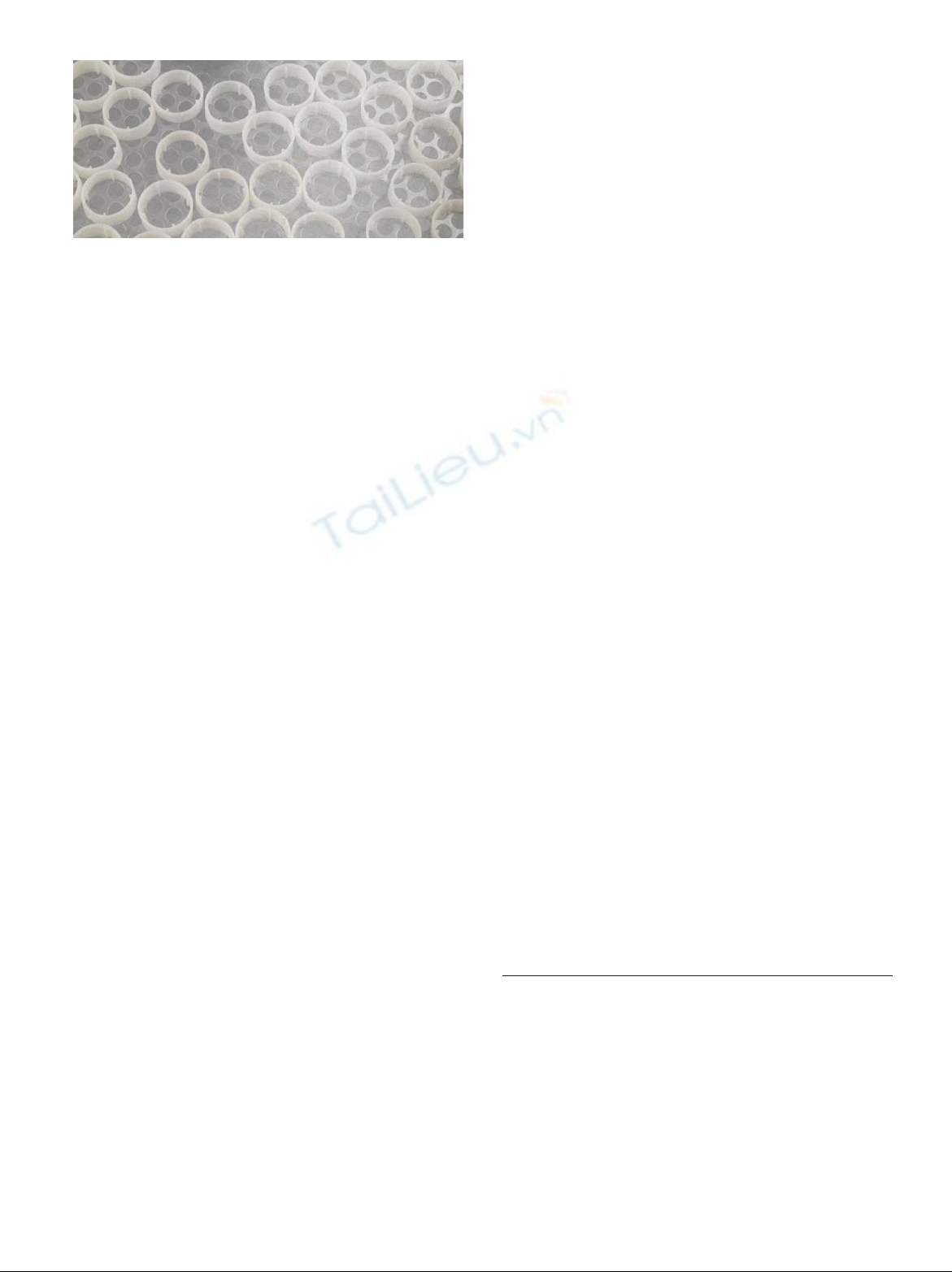
Often blinding can be controlled by selecting the right
equipment and options such as antiblinding devices. Com-
mon antiblinding devices are sliders (plastic rings) and balls
that are installed on a coarse screen, perforated plate, or
other support underneath the screen. The screener’s vibra-
tion causes the sliders or balls to contact the screen bottom,
dislodging any material that might be stuck in the openings.
Problem Cause Solution
Off-spec end product: Screen opening too Select a screen with
too many oversize large a smaller opening.
particles
Hole or tear in screen Replace screen.
Material bypass Check seals and gaskets.
Use a pretensioned screen.
Off-spec end product: Screen opening too Select a screen with
too many fines small a larger opening.
Severely blinded See “Screen blinding”
screen problem below.
Screen overloaded Reduce feedrate.
Low product yield from a Upper screen blinded See “Screen blinding”
multiple-deck screener problem below.
Upper screen opening Select an upper screen
too small with a larger opening.
Lower screen failed Check lower screen for
holes or tears.
Lower screen opening Select a lower screen with
too large a smaller opening.
Screen blinding Wire diameter too heavy Select a screen with a
lighter wire diameter.
Worn sliders or balls Check antiblinding devices
and replace them as
needed.
Screen blocked with Clean or replace screen.
material
Screen overloaded Reduce feedrate.
Short screen life Wire diameter too light Select a screen with
a heavier wire diameter.
Use a backup screen. Add
screen supports.
Improper handling Be careful not to crease
or dent screens during
handling or installation.
Screen overloaded Reduce feedrate.
Screen corroded Instead of stainless
steel wire mesh, try
alternative alloys or use
a screen made of a
synthetic material.
Table l
Troubleshooting screening problems
j-Sweco-35-39:C-Masters_old 1/29/08 11:05 AM Page 3
Over time, many antiblinding devices wear and lose their
effectiveness. Proper monitoring and maintenance of the
devices will keep your screens clear and free from blinding.
Material bypass is another common cause of screen prob-
lems. Material bypass happens when something causes
the screen mesh to separate from its frame, allowing mate-
rial to pass between the mesh and the frame, or — less
often — when the gasket or seal between the screen deck
and the screener housing fails, allowing material to pass
between the screen deck and the housing. The latter prob-
lem doesn’t occur often; the seal or gasket between the
screen deck and screener housing is usually reliable. But
certain methods of attaching the mesh to its frame are
more likely to allow material bypass.
Commonly, screen mesh is attached to the screen frame by
clips or bolts. These are placed at regular intervals around
the screen frame, and an operator in your plant or the
screen manufacturer’s plant manually attaches the mesh to
each clip or bolt. In the spaces between the clips or bolts,
the mesh isn’t attached to the frame, but the screen tension
effectively seals the mesh to the frame. If the screen is mis-
handled, the mesh isn’t attached to the frame properly or
maintained properly, or a clip or bolt fails, the mesh can
come away from the frame, leaving a hole that material
can pass through.
If you want to be sure material bypass can’t occur, you can
purchase pretensioned screens. These screens are assembled
at the manufacturer’s plant and the mesh is epoxied to the
screen frame’s entire circumference, making it impossible
for the mesh to come away from the frame and form a gap.
Screen maintenance
While it’s true that practically all screens will fail if left to
operate indefinitely, any screen’s service life can be maxi-
mized through proper selection and maintenance. Proper
screen maintenance starts with regular inspections. De-
pending on your application, these might be done every
hour, every shift, every week, or at another regular inter-
val. Look for tears, signs of blinding, and gaps between the
screen mesh and frame.
In addition to finding immediate problems, regular inspec-
tions can give you the information you need to take pre-
emptive action to prevent screen failure during processing,
which will require you to shut down your process while
you change screens. For example, if your inspections
show that a screen typically lasts 9 weeks, you can change
the screen after 7 or 8 weeks during scheduled downtime
and avoid the interruption to your process. Or, if your ma-
terial has corroded the screen, you can replace it with a
screen made of mesh of a different steel alloy or a synthetic
material.
After inspecting the screen, clean it off if needed. The
cleaning method will depend on your material and process
and can range from light brushing of dry, lightweight parti-
cles to power-washing of heavy or cohesive particles from
the screen. PBE
Reference
1. For detailed information on how to properly select a screen, see
“Choosing a woven wire screen for top separation performance,”
Powder and Bulk Engineering, December 2006, page 17.
For further reading
Find more information on screens and screeners in articles
listed under “Screening and classifying” in Powder and
Bulk Engineering’s comprehensive “Article index” at
www.powderbulk.com and in this issue.
Jeff Dierig is global marketing manager at Sweco, 8029
US Highway 25, Florence, KY 41042; 800-807-9326 or
859-727-5116, fax 859-727-5122 (jeff.dierig@sweco.com,
www.sweco.com). He holds a BA in marketing and an
MBA, both from Northern Kentucky University in High-
land Heights, and has more than 14 years experience with
bulk solids processing equipment.
Antiblinding devices, like the sliders shown here,
help prevent particles from sticking in the screen
openings.
j-Sweco-35-39:C-Masters_old 1/29/08 11:05 AM Page 4


























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)