H TH NG ĐI U KHI N CNCỆ Ố Ề Ể
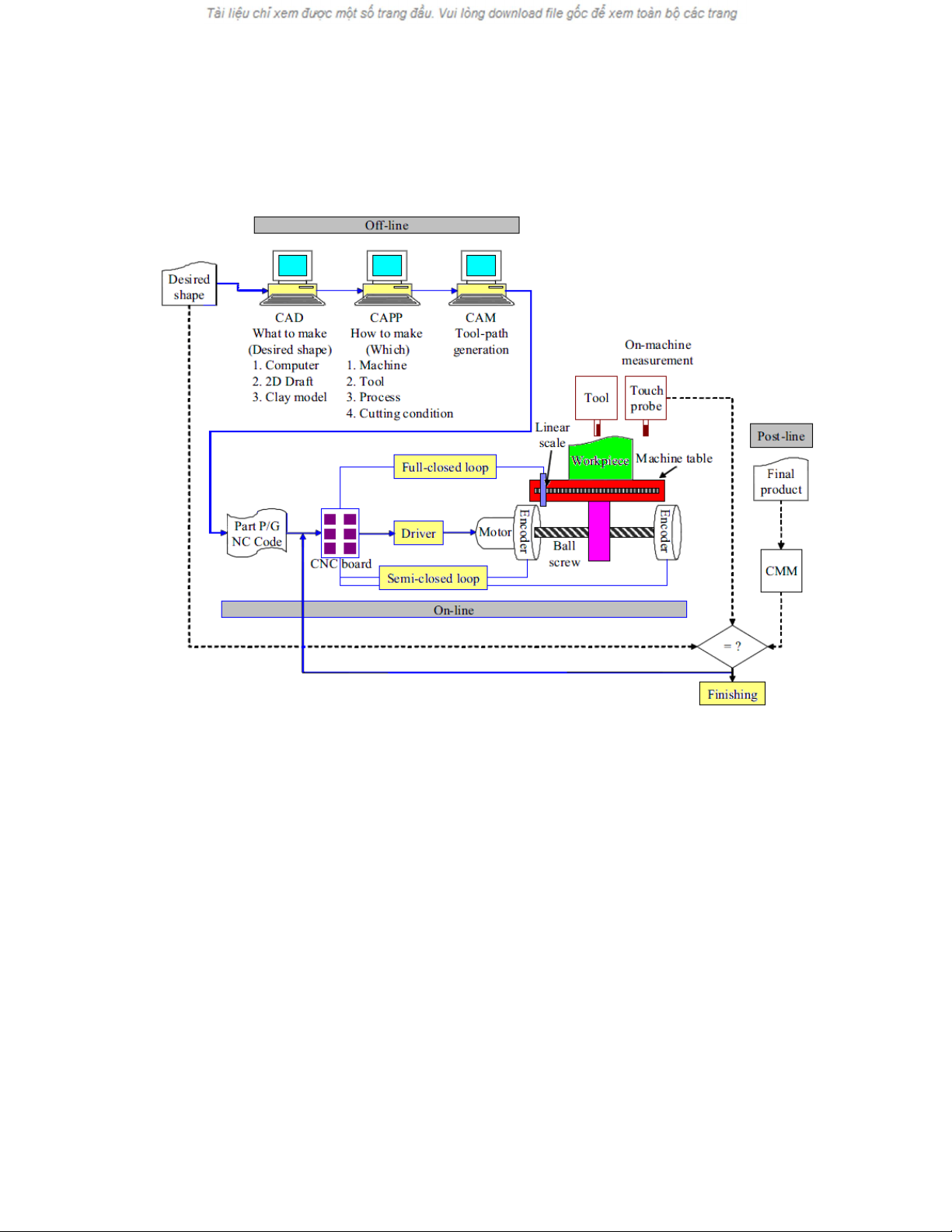
1. Ki n trúc c a máy công c CNC và l u đ v n hành gia công:ế ủ ụ ư ồ ậ
Hình 1. Ki n trúc c a máy công c CNC và l u đ v n hành gia côngế ủ ụ ư ồ ậ
2. Các thành ph n trong h th ng truy n đ ng máy CNCầ ệ ố ề ộ
Các h th ng bi n đ i các l nh t NC thành các chuy n đ ng máy đ c ch raệ ố ế ổ ệ ừ ể ộ ượ ỉ
trong hình 2. Hình 2.a mô t c c u đi u khi n đ ng c servo và b truy n đ ng.ả ơ ấ ề ể ộ ơ ộ ề ộ
Đ ng c servo, b t ngu n t “servue” c a ti ng Latin, là thi t b th c hi n chính xácộ ơ ắ ồ ừ ủ ế ế ị ự ệ
yêu c u đã cho. Các l nh t NC làm quay đ ng c servo, đ ng c servo quay đ cầ ệ ừ ộ ơ ộ ơ ượ
truy n đ n vít me bi thông qua kh p n i, vít me bi quay t o thành chuy n đ ng t nhề ế ớ ố ạ ể ộ ị
ti n c a đai c, và cu i cùng bàn máy và phôi cùng chuy n đ ng t nh ti n. Nói tómế ủ ố ố ể ộ ị ế
l i, c c u đi u khi n đ ng c servo đi u khi n v n t c và moment xo n c a bànạ ơ ấ ề ể ộ ơ ề ể ậ ố ắ ủ
máy thông qua thi t b đi u khi n đ ng c servo c a m i tr c d a trên các l nh đi uế ị ề ể ộ ơ ủ ỗ ụ ự ệ ề
khi n t NC. ể ừ
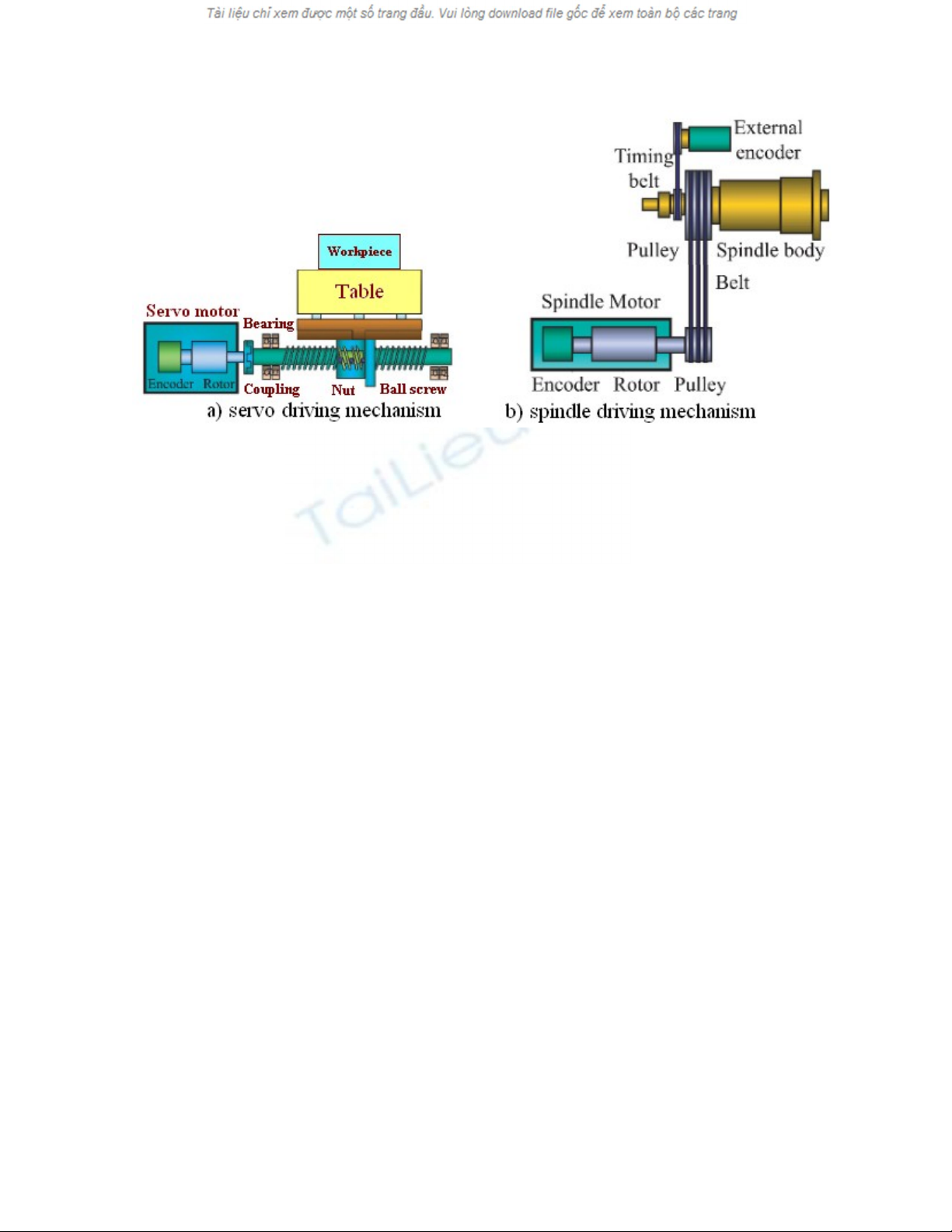
Hình 2. C c u đi u khi n c a máy công cơ ấ ề ể ủ ụ
Hình 2.b miêu t đ n v tr c chính bao g m tr c đ ng c và b ph n truy n đ ng. ả ơ ị ụ ồ ụ ộ ơ ộ ầ ề ộ
Đ ng c quay truy n qua tr c chính đ n tr c chính thông qua dây đai và t s v nộ ơ ề ụ ế ụ ỉ ố ậ
t c ph thu c vào t l kích c c a 2 puly. G n đây, các đ ng c c m ng đ c số ụ ộ ỉ ệ ở ủ ầ ộ ơ ả ứ ượ ử
d ng nh đ ng c tr c chính c a các máy công c b i vì đ ng c c m ng t t h nụ ư ộ ơ ụ ủ ụ ở ộ ơ ả ứ ố ơ
đ ng c DC v m t kích c , kh i l ng, quán tính, hi u su t, t c đ , và vi c b o trì.ộ ơ ề ặ ở ố ượ ệ ấ ố ộ ệ ả
3. Các vòng đi u khi n CNCề ể
V trí và v n t c đ c dò t 1 c m bi n đ c ph n h i v 1 m ch đi n đi uị ậ ố ượ ừ ả ế ượ ả ồ ề ạ ệ ề
khi n, đ ng c servo s d ng trong máy CNC đi u khi n liên t c đ c c ti u hóa saiể ộ ơ ử ụ ề ể ụ ể ự ể
s v n t c và sai s v trí (hình 3). H th ng đi u khi n ph n h i bao g m 3 vòngố ậ ố ố ị ệ ố ề ể ả ồ ồ
đi u khi n đ c l p cho m i tr c c a máy công c , vòng đi u khi n phía ngoài cùngề ể ộ ậ ỗ ụ ủ ụ ề ể
là vòng đi u khi n v trí, vòng đi u khi n gi a là đi u khi n t c đ , vòng đi uề ể ị ề ể ở ữ ề ể ố ộ ề
khi n trong cùng là vòng đi u khi n hi n hành. Nói chung, vòng đi u khi n v tríể ề ể ệ ề ể ị
đ c đ t trong NC và các vòng đi u khi n khác thì đ c trong thi t b đi u khi nượ ặ ề ể ặ ế ị ề ể
đ ng c servo. Tuy nhiên, không có tiêu chu n tuy t đ i v v trí các vòng đi u khi nộ ơ ẩ ệ ố ề ị ề ể
và các v trí có th khác nhau d a trên ý đ nh c a ng i thi t k . ị ể ự ị ủ ườ ế ế
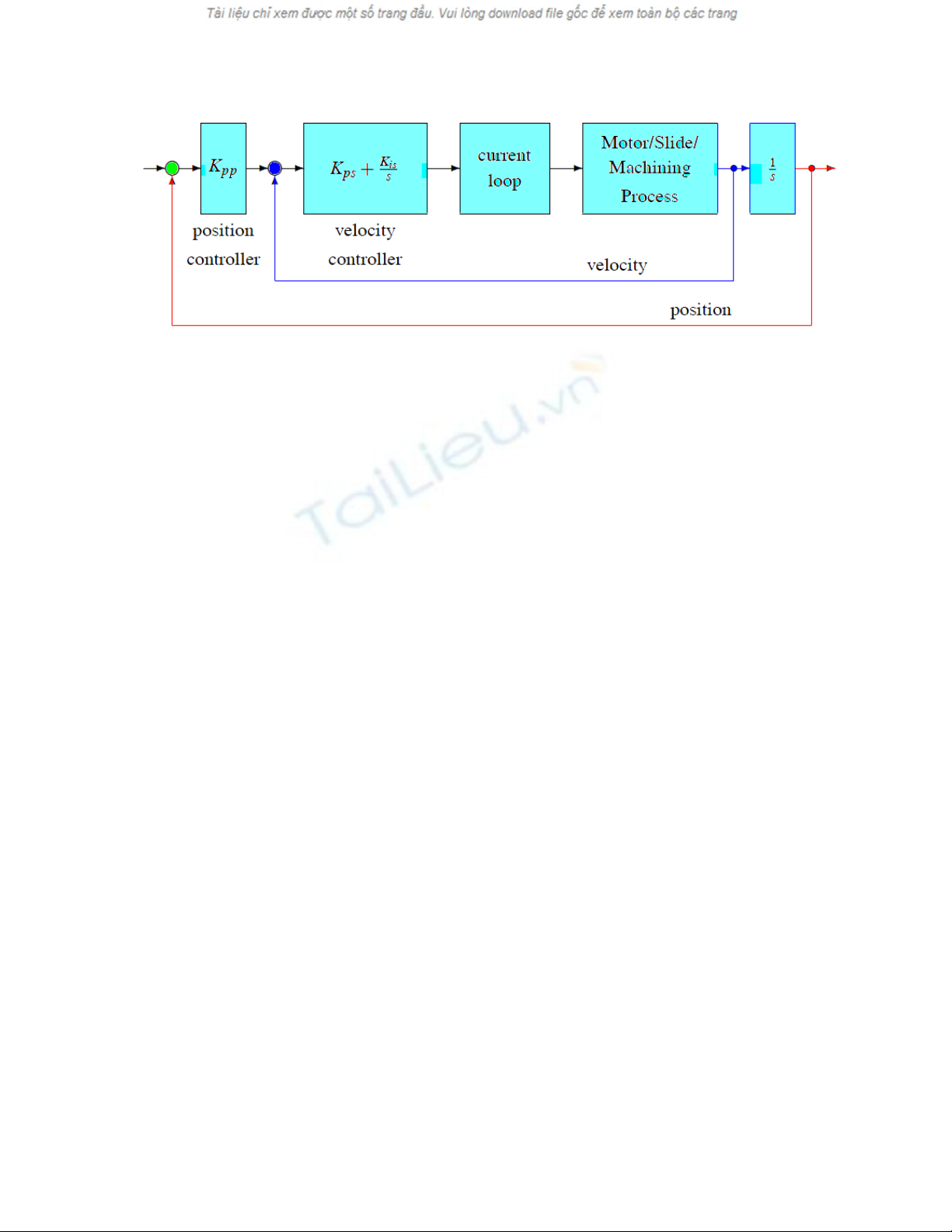
Hình 3. 3 lo i vòng đi u khi n trong máy CNCạ ề ể
Trong h th ng tr c quay c a máy công c , đi u khi n ph n h i c a t c đ đ cệ ố ụ ủ ụ ề ể ả ồ ủ ố ộ ượ
áp d ng đ duy trì t c đ quay n đ nh.ụ ể ố ộ ổ ị
B dò đ c g n trên tr c c a đ ng c servo ho c ph n chuy n đ ng và h th ngộ ượ ắ ụ ủ ộ ơ ặ ầ ể ộ ệ ố
đi u khi n đ c phân thành 4 lo i theo v trí mà b dò đ c g n.ề ể ượ ạ ị ộ ượ ắ
3.1. Vòng đi u khi n n a kínề ể ử
Vòng đi u khi n n a kín là c c u đi u khi n ph bi n và có c u trúc nh trongề ể ử ơ ấ ề ể ổ ế ấ ư
hình 4.a. Trong lo i này, v trí b dò đ c g n trên tr c c a đ ng c servo và dò theoạ ị ộ ượ ắ ụ ủ ộ ơ
góc quay. Đ chính xác v trí c a tr c b nh h ng l n đ n s chính xác c a tr c víộ ị ủ ụ ị ả ưở ớ ế ự ủ ụ
me bi. Vì lý do này, các vít me bi v i đ chính xác cao đ c phát tri n và đ c sớ ộ ượ ể ượ ử
d ng r ng rãi. D a vào đ chính xác c a vít me bi, v n đ v i đ chính xác đ cụ ộ ự ộ ủ ấ ề ớ ộ ượ
kh c ph c thông qua th c ti n s n xu t.ắ ụ ự ể ả ấ
N u c n thi t, bù v sai s ăn kh p và bù v sai s khe h có th đ c s d ngế ầ ế ề ố ớ ề ố ở ể ượ ử ụ
trong NC đ mà tăng đ chính xác v trí. Ph ng pháp bù sai s ăn kh p hi u ch nh hể ộ ị ươ ố ớ ệ ỉ ệ
th ng đi u khi n đ ng c servo đ mà lo i b s tích lũy v sai s v trí. Ph ngố ề ể ộ ơ ể ạ ỏ ự ề ố ị ươ
pháp bù khe h , b t c khi nào h ng di chuy n b thay đ i, các xung thêm vào t ngở ấ ứ ướ ể ị ổ ươ
ng l ng khe h đ c g i t i h th ng đi u khi n đ ng c servo.ứ ượ ở ượ ở ớ ệ ố ề ể ộ ơ
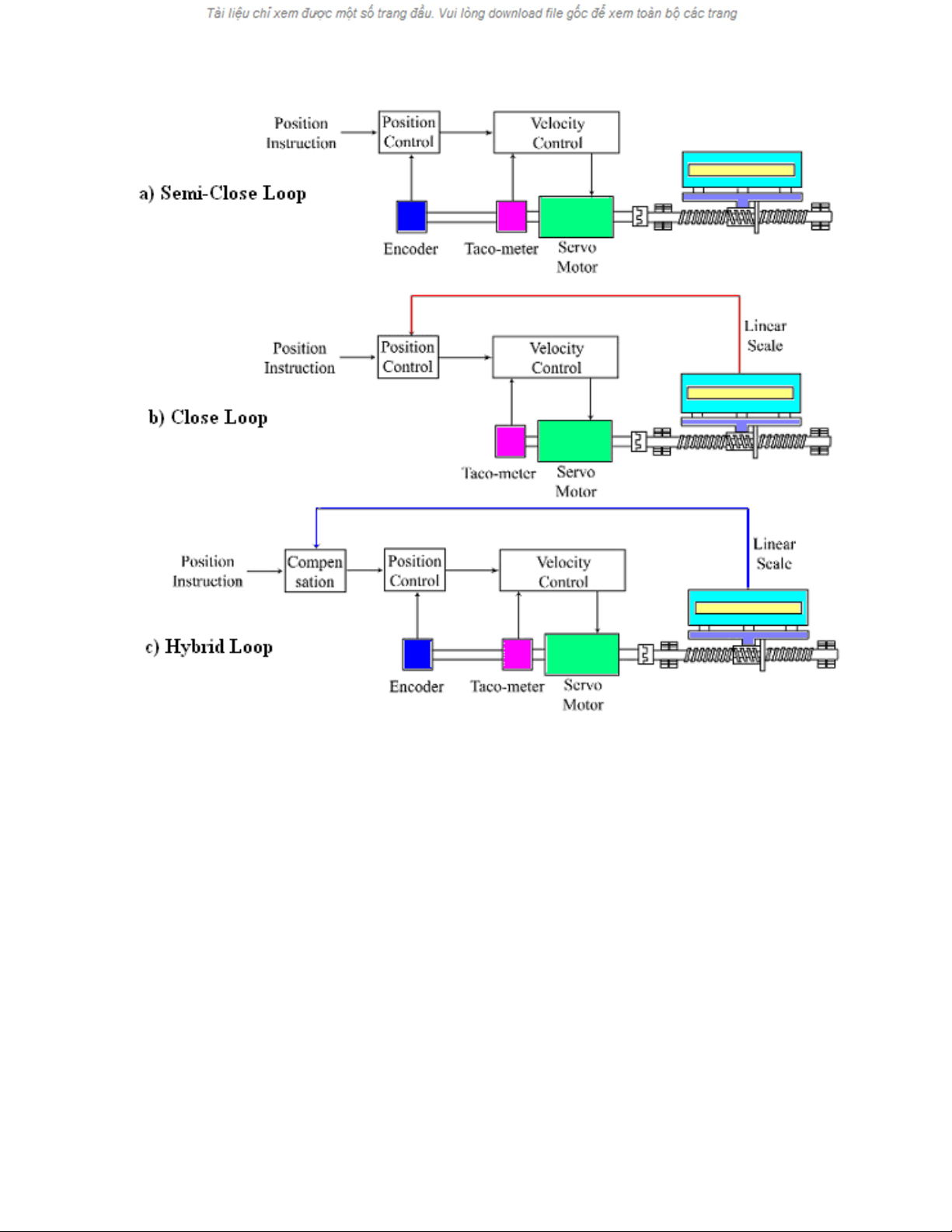
Hình 4. Phân lo i c c u đi u khi n theo ph ng pháp dò d li u v tríạ ơ ấ ề ể ươ ữ ệ ị
3.2. Vòng đi u khi n kínề ể
Vi c th c thi vòng n a kín ph thu c vào đ chính xác c a vít me bi và có thệ ự ử ụ ộ ộ ủ ể
tăng đ chính xác v trí thông qua bù ăn kh p và bù khe h . Tuy nhiên, nói chung,ộ ị ớ ở
l ng khe h có th b thay đ i theo kh i l ng c a phôi và v trí và sai s ăn kh pượ ở ể ị ổ ố ượ ủ ị ố ớ
tích lũy c a vít me bi thay đ i theo nhi t đ . Ngoài ra, b i vì chi u dài c a vít me bủ ổ ệ ộ ở ề ủ ị
gi i h n cho nhi u lý do th c t , 1 cái giá và 1 h th ng đi u khi n bánh răng đ cớ ạ ề ự ế ệ ố ề ể ượ
s d ng máy công c d ng l n. Tuy nhiên, đ chính xác c a giá thì b gi i h n. Trongử ụ ụ ạ ớ ộ ủ ị ớ ạ
tr ng h p này, vòng đi u khi n kín đ c ch ra trong hình 4.b thì đ c áp d ng.ườ ợ ề ể ượ ỉ ượ ụ
Trong vòng đi u khi n kín, v trí máy dò đ c g n trên bàn máy và sai s v trí th t sề ể ị ượ ắ ố ị ậ ự
đ c ph n h i v h th ng đi u khi n. Vòng đi u khi n kín và n a kín thì gi ngượ ả ồ ề ệ ố ề ể ề ể ử ố
nhau ngo i tr v trí c a đ u dò, và đ chính xác v trí c a vòng kín thì r t cao. Tuyạ ừ ị ủ ầ ộ ị ủ ấ

nhiên, t n s c ng h ng c a thân máy, s ti n gián đo n, s m t chuy n đ ng cóầ ố ộ ưở ủ ự ế ạ ự ấ ể ộ
nh h ng đ n đ c tính đ ng c servo b i vì thân máy bao g m vòng đi u khi n vả ưở ế ặ ộ ơ ở ồ ề ể ị
trí.
S khác bi t gi a v trí đi u khi n và v trí dò tìm xu t hi n và đ ng c servoự ệ ữ ị ề ể ị ấ ệ ộ ơ
quay v i v n t c t ng ng đ gi m sai s xu ng. Vi c gi m t c đ liên quan đ nớ ậ ố ươ ứ ể ả ố ố ệ ả ố ộ ế
đ l i c a vòng đi u khi n v trí. Đ l i là y u t quan tr ng đ xác đ nh đ c tínhộ ợ ủ ề ể ị ộ ợ ế ố ọ ể ị ặ
c a h th ng đ ng c servo. Nói chung, khi đ l i tăng, t c đ đáp ng và đ chínhủ ệ ố ộ ơ ộ ợ ố ộ ứ ộ
xác đ ng tăng. Tuy nhiên, đ l i cao làm cho h th ng servo m t n đ nh. Trong vòngộ ộ ợ ệ ố ấ ổ ị
đi u khi n kín, n u t n s c ng h ng c a h th ng đi u khi n máy không đ l nề ể ế ầ ố ộ ưở ủ ệ ố ề ể ủ ớ
h n đ l i, h th ng vòng đi u khi n tr nên m t n đ nh. Vì v y, c n thi t đ tăngơ ộ ợ ệ ố ề ể ở ấ ổ ị ậ ầ ế ể
t n s c ng h ng c a h th ng đi u khi n máy, và vì đi u này, c n thi t đ tăngầ ố ộ ưở ủ ệ ố ề ể ề ầ ế ể
đ c ng v ng c a máy, gi m h s ma sát b m t, và lo i b nguyên nhân làm m tộ ứ ữ ủ ả ệ ố ề ặ ạ ỏ ấ
chuy n đ ng. ể ộ
3.3. Vòng đi u khi n h n h pề ể ổ ợ
Trong vòng đi u khi n kín, c n thi t đ gi m đ l i xu ng th p khi g p khó khănề ể ầ ế ể ả ộ ợ ố ấ ặ
đ tăng đ c ng v ng cân x ng đ n tr ng l ng c a đ i t ng chuy n đ ng ho cể ộ ứ ữ ứ ế ọ ượ ủ ố ượ ể ộ ặ
gi m s m t chuy n đ ng trong tr ng h p máy n ng. N u đ l i quá th p, m c dùả ự ấ ể ộ ườ ợ ặ ế ộ ợ ấ ặ
s th c thi tr nên kém đi đ c bi t đ i v i th i gian đ t v trí và đ chính xác. Trongự ự ở ặ ệ ố ớ ờ ạ ị ộ
tr ng h p này, vòng đi u khi n h n h p đ c ch ra trong hình 4.c đ c s d ng.ườ ợ ề ể ổ ợ ượ ỉ ượ ử ụ
Trong đi u khi n h n h p, có hai lo i vòng đi u khi n: vòng đi u khi n n a kínề ể ổ ợ ạ ề ể ề ể ử
và vòng đi u khi n kín. Đi u khi n n a kín khi v trí đ c dò t tr c c a đ ng c , vàề ể ề ể ử ị ượ ừ ụ ủ ộ ơ
đi u khi n vòng kín, d a trên t l tuy n tính. Trong vòng đi u khi n n a kín, có thề ể ự ỉ ệ ế ề ể ử ể
đi u khi n đ l i cao b i vì máy không bao g m trong h th ng đi u khi n. Vòngề ể ộ ợ ở ồ ệ ố ề ể
đi u khi n kín tăng đ chính xác b i s bù sai s mà vòng đi u khi n n a kín khôngề ể ộ ở ự ố ề ể ử
đi u khi n. B i vì vòng đi u khi n kín đ c s d ng cho bù sai s v trí, nó thíchề ể ở ề ể ượ ử ụ ố ị
ng t t trong tr ng h p đ l i th p. B i s k t h p vòng đi u khi n kín và đi uứ ố ườ ợ ộ ợ ấ ở ự ế ợ ề ể ề
khi n n a kín, có th đ t đ c đ chính xác cao v i đ l i cao trong tr ng h p đi uể ử ể ạ ượ ộ ớ ộ ợ ườ ợ ề
ki n máy kém. ệ







![Bài giảng Truyền động các đăng [chuẩn SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2014/20140414/mnhat91/135x160/9461397492269.jpg)


















%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)