
http://www.ebook.edu.vn
C8 BPCTDKC CGKL 1 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
Chương 8
CÁC BIỆN PHÁP CẢI THIỆN ĐIỀU KIỆN CẮT GỌT
Hiệu quả của quá trình cắt gọt kim loại được đánh giá trên ba chỉ tiêu: chất lượng, năng
suất và giá thành gia công sản phẩm đó. Khả năng đạt được của các chỉ tiêu này phụ thuộc
vào các điều kiện cắt gọt như vật liệu chi tiết, vật liệu dao, hệ thống công nghệ, chế độ cắt gọt,
trình độ công nhân, trình độ tố chức sản xuất, vấn đề bôi trơn làm nguội khi cắt...
Giáo trình "Công nghệ chế tạo máy" nghiên cứu một cách toàn diện vấn đề này.
Để làm cơ sở cho việc tính toán, nghiên cứu tiếp theo, trong tài liệu này chỉ đề cập tới
hai vấn đề có liên quan, đó là:
(1) Xác định chế độ cắt kinh tế.
(2) Bôi trơn và làm nguội trong quá trình cắt.
8.1. XÁC ĐỊNH CHẾ ĐỘ CẮT KINH TẾ KHI GIA CÔNG.
Việc xác định chế độ cắt kinh tế khi gia công cơ được tiến hành một cách cụ thể theo
phương pháp gia công và đặc tính gia công (gia công thô, gia công tinh). Trong phần này sẽ
lần lượt giới thiệu phương pháp tổng quát nhất. Trên cơ sở chung đó mà vận dụng tính toán cụ
thể cho từng phương pháp gia công.
8.1.1. Khái niệm chế độ cắt kinh tế
Chế độ cắt kinh tế là giá trị thông số chế độ cắt (v,s,t) được sử dụng để hoàn thành
nhiệm vụ cắt gọt đã cho một cách kinh tế nhất tức là chi phí cho quá trình cắt đó là nhỏ nhất.
Nhiệm vụ cắt gọt đặt ra những yêu cầu khác nhau tuỳ thuộc vào tính chất cắt gọt. Ví dụ:
nhiệm vụ gia công thô thì yêu cầu là phải hớt bỏ hết lớp lượng dư gia công cơ để đạt kích
thước, hình dáng và vị trí tương quan của chi tiết đã cho trên bản vẽ chế tạo. Khi gia công
tinh, ngoài việc đảm bảo yêu cầu trên còn phải đạt được chất lượng bề mặt yêu cầu.
Chính vì lẽ đó, nội dung, trình tự, phương pháp xác định chế độ cắt cũng phụ thuộc vào
tính chất gia công.
8.1.2. Xác định chế độ cắt khi gia công thô
Mục tiêu cơ bản của gia công thô là tách hết lớp lượng dư gia công cơ. Như ta đã biết:
trong các yếu tố có liên quan đến giá thành gia công thì yếu tố thời gian là quan trọng nhất. Vì
vậy một cách gần đúng ta có thể quan niệm rằng: gia công thô đạt hiệu quả kinh tế nhất nếu
chúng ta cắt hết lớp lượng dư gia công cơ trong một thời gian ngắn nhất - hoặc là thể tích
đơn vị phoi được tách ra là lớn nhất.
Ta gọi V là thể tích phoi được tách ra trong một đơn vị thời gian (cm3/ph), được tính
theo biểu thức sau:
V = q.v.K = s.t.v.K (cm3/ph)
Trong đó: q là diện tích tiết diện lớp cắt (mm2)
v là tốc độ cắt (m/ph)
s là lượng chạy dao (mm/vòng; mm/htk)
t là chiều sâu cắt (mm)
K là hệ số chuyển đổi đơn vị, ở đây K = 1.
http://www.ebook.edu.vn
C8 BPCTDKC CGKL 2 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
Về nguyên tắc, rõ ràng để V đạt giá trị Vmax thì ta phải hoàn thành nhiệm vụ cắt gọt đã
cho với : s = smax, t = tmax, v = vmax.
Tức là: Vmax = smax.tmax.vmax
Như phần tuổi bền dao đã nêu rõ: khi tăng tốc độ cắt v thì tuổi bền dao T sẽ giảm rất
nhanh. Vì vậy giá thành của chi tiết gia công sẽ tăng do phải thay và mài lại dao nhiều lần. Từ
đó rõ rằng việc ưu tiên tăng tốc độ cắt v để đạt hiệu quả kinh tế là không hợp lý.
Vấn đề còn lại là trong hai yếu tố của diện tích tiết diện lớp cắt q (s và t), nên ưu tiên
tăng yếu tố nào trước là hợp lý.
Ta có công thức quen thuộc:
vv yx
v
ba
C
v0
=(m/ph) hoặc
vv yx
v
t
s
C
v0
=(m/ph)
Thay v và V ta nhận được:
(1 ) (1 )
0
0
.. . .
vv
vv
x
y
v
v
xy
C
Vst Cs t
s
t
−−
== (cm3/ph)
Theo thực nghiệm xv > yv, do đó (1-yv) > (1-xv)
Từ những phân tích trên ta có nhận xét:
Nếu xuất phát từ mục đích tăng thể tích phoi cắt đơn vị (V) mà vẫn đảm bảo được
tuổi bền dao (T), trong điều kiện đã cho diện tích tiết diện lớp cắt (q = s.t = constant) thì
tăng chiều sâu cắt t có lợi hơn tăng lượng chạy dao s. Bởi vì:
(1) Nếu tăng t hoặc tăng s cùng số lần, thì tăng t dẫn đến V tăng nhanh hơn so với tăng
s, vì (1-yv) > (1-xv)
(2) Tương tự như vậy khi tăng t dẫn đến vận tốc v tăng ít hơn khi tăng s. Vì vậy yv < xv.
Với nhận xét quan trọng trên, ta có thể rút ra kết luận về trình tự xét để tận lượng tăng
giá trị các yếu tốc chế độ cắt như sau:
t → s → v
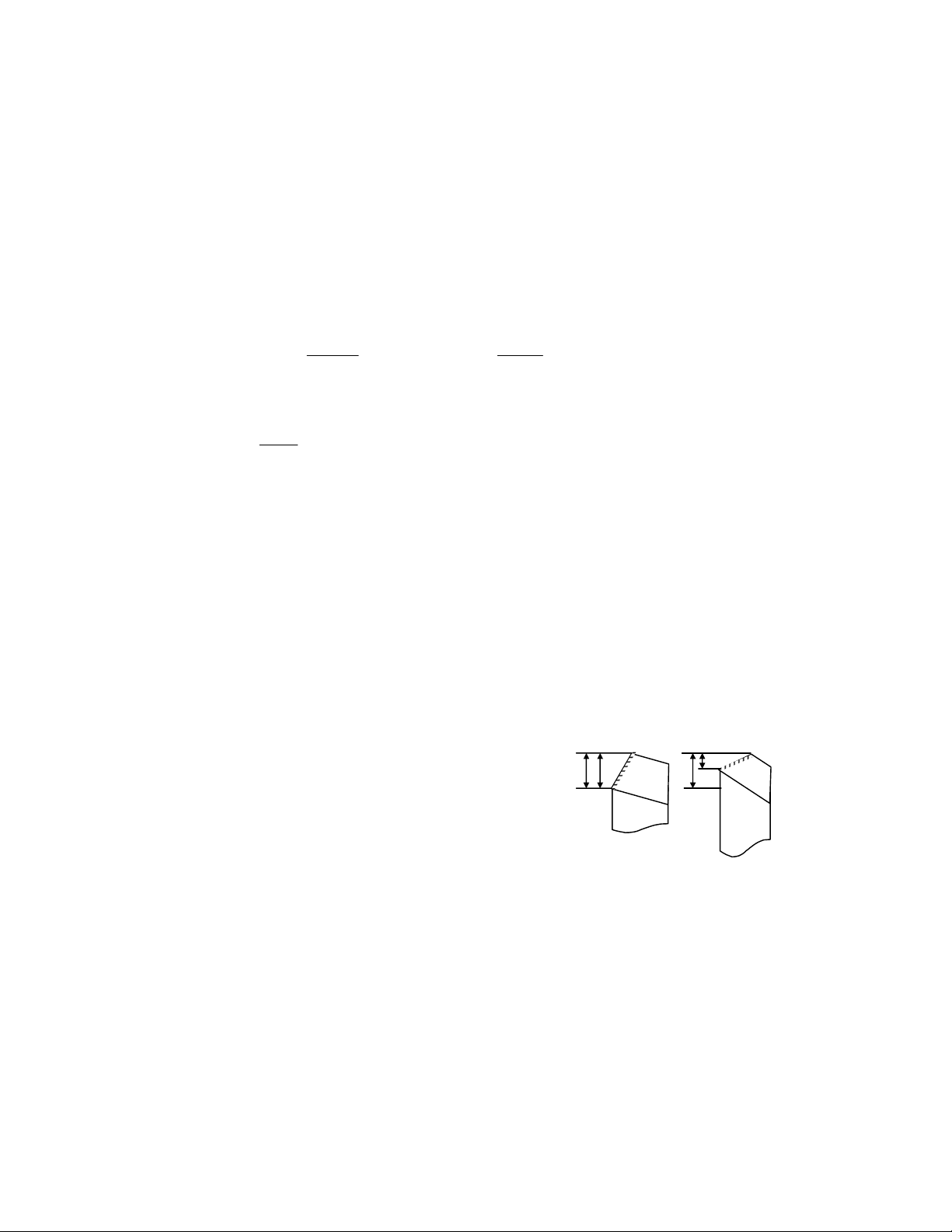
1. Vấn đề tận lượng tăng chiều sâu cắt t
Rõ ràng: chiều sâu cắt t lớn nhất có thể tăng
được là lượng dư gia công cơ h:
tmax = h
Chọn chiều sâu cắt t bằng lượng dư gia công
cơ h là một nguyên tắc quan trọng trong gia công
thô.
Tuy nhiên ta cũng cần chú ý hai trường hợp cụ thể sau đây:
(1) Khi kết cấu của dao không cho phép (hình 8.1) thì không thể chọn t = h.
(2) Khi h quá lớn mà hệ thống công nghệ không đủ cứng vững để gia công thì ta cũng
phải phân ra cắt từ 2 đến 3 lần chuyển dao với t1, t2, t3 (t1 + t2 + t3 = h). Sẽ giới thiệu cụ thể
trong công nghệ chế tạo máy.
2. Vấn đề tận lượng tăng lượng chạy dao s
h
tmax
a
b
h tmax
Hình 8.1 - Chọn t
http://www.ebook.edu.vn
C8 BPCTDKC CGKL 3 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
Với chiều sâu cắt t đã được lựa chọn, việc tăng lượng chạy dao s sẽ bị hạn chế bởi lực
cắt, vì nếu lực cắt quá lớn sẽ làm cho hệ thống công nghệ biến dạng quá lớn dẫn đến sai số gia
công vượt quá giới hạn cho phép.
Thường trong lý lịch các máy (hoặc trong sổ tay cắt gọt) người ta có quy định giá trị
cho phép của lực tác dụng lên máy, lên dao và lên chi tiết.
Vậy việc lựa chọn lượng chạy dao s phải chú ý thoả mãn: lực cắt thực tế sinh ra với chế
độ cắt lựa chọn phải nhỏ hơn (hoặc tối đa là bằng) lực cắt cho phép Pϕ = [P]
Trong phần phân tích lực cắt đã chỉ rõ:
Thành phần lực cắt chính Pv tác dụng lên dao, nếu lực cắt chính vượt quá giới hạn bền
của dao sẽ làm phá huỷ dao. Muốn đảm bảo dao làm việc được thì:
][... vpv
yx
pvv PKstCP pvpv
≤
=
Từ công thức trên ta tính được:
pv
pv
y
pv
x
pv
v
KtC
P
s..
][
1≤(mm/vòng)
Thành phần lực cắt theo phương chạy dao Ps tác dụng lên máy.
Nếu Ps quá lớn sẽ làm phá huỷ các cơ cấu yếu của máy đó là cơ cấu chạy dao. Như vậy,
để máy làm việc an toàn thì:
][... sps
yx
pss PKstCP psps
≤
=
Từ công thức trên ta có:
ps
ps
y
ps
x
ps
s
KtC
P
s..
][
2≤ (mm/vòng)
Thành phần lực cắt theo phương chiều sâu cắt Pt tác dụng lên chi tiết gia công làm
cho chi tiết bị biến dạng một lượng f. Để đảm bảo kích thước gia công thì biến dạng do lực cắt
gây nên phải nhỏ hơn biến dạng cho phép [f] - tức là:
f
≤ [f]
[f] được cho dựa trên cơ sở giới hạn sai lệch cho phép - trong gia công thô tương đương
với IT13.
Từ quan hệ f ≤ [f] ta tính được lực giới hạn [Pt]. Tức là Pt ≤ [Pt].
Ta có: ][... tpt
yx
ptt PKstCP ptpt
≤
=
Suy ra lượng chạy dao s3.
yt
pt
y
pt
x
pt
t
KtC
P
s..
][
3≤
Sau khi đã có s1, s2, s3 ta so sánh và chọn giá trị smin trong ba giá trị s đã tính làm lượng
chạy dao tính toán hợp lý, tức là:
s
t = stính = smin = min (s1, s2, s3 )
http://www.ebook.edu.vn
C8 BPCTDKC CGKL 4 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
Dựa trên stính tra trong lý lịch máy ta chọn giá trị lượng chạy dao kinh tế (schọn = sc)
Cần lưu ý rằng: từ st, tìm sc = sm (lượng chạy dao thực tế có trên máy) sẽ có thể xuất
hiện 3 khả năng: st = sm; st < sm ; st > sm.
Nếu st = sm thì sc = sm
Nếu st < sm thì ta chú ý đảm bảo S.n ≈ constant tức là nếu sc < sm thì tăng một cấp n và
ngược lại sc > sm thì giảm n một cấp (n là số vòng quay của trục chính máy được chọn sau khi
tính vận tốc v)
Cũng cần đặc biệt chú ý: nếu s1, s2, s3 khác nhau qua lớn, nếu chọn smin sẽ không sử
dụng hết khả năng của hệ thống công nghệ. Chính vì vậy, trước khi chọn smin ta cần tìm mọi
cách để làm cho s1, s2, s3 có giá trị gần nhau, bằng cách chọn hợp lý hệ thống công nghệ, cải
thiện điều kiện cắt như tưới dung dịch trơn nguội...
3. Tính tốc độ cắt kinh tế:
Sau khi xác định và s ta tiến hành tính toán tốc độ cắt kinh tế theo công thức tuổi bền
dao.
Tiếp tục để đảm bảo máy đã chọn có thể đảm bảo thực hiện gia công, ta cần kiểm
nghiệm công suất động cơ. Công thức kiểm nghiệm là:
Nc
≤Nđc . η (KW)
6120
.vP
Nv
c= (KW) trong đó: Pv (KG); v(m/ph)
η là hiệu suất của máy (η = 0,6 - 0,8)
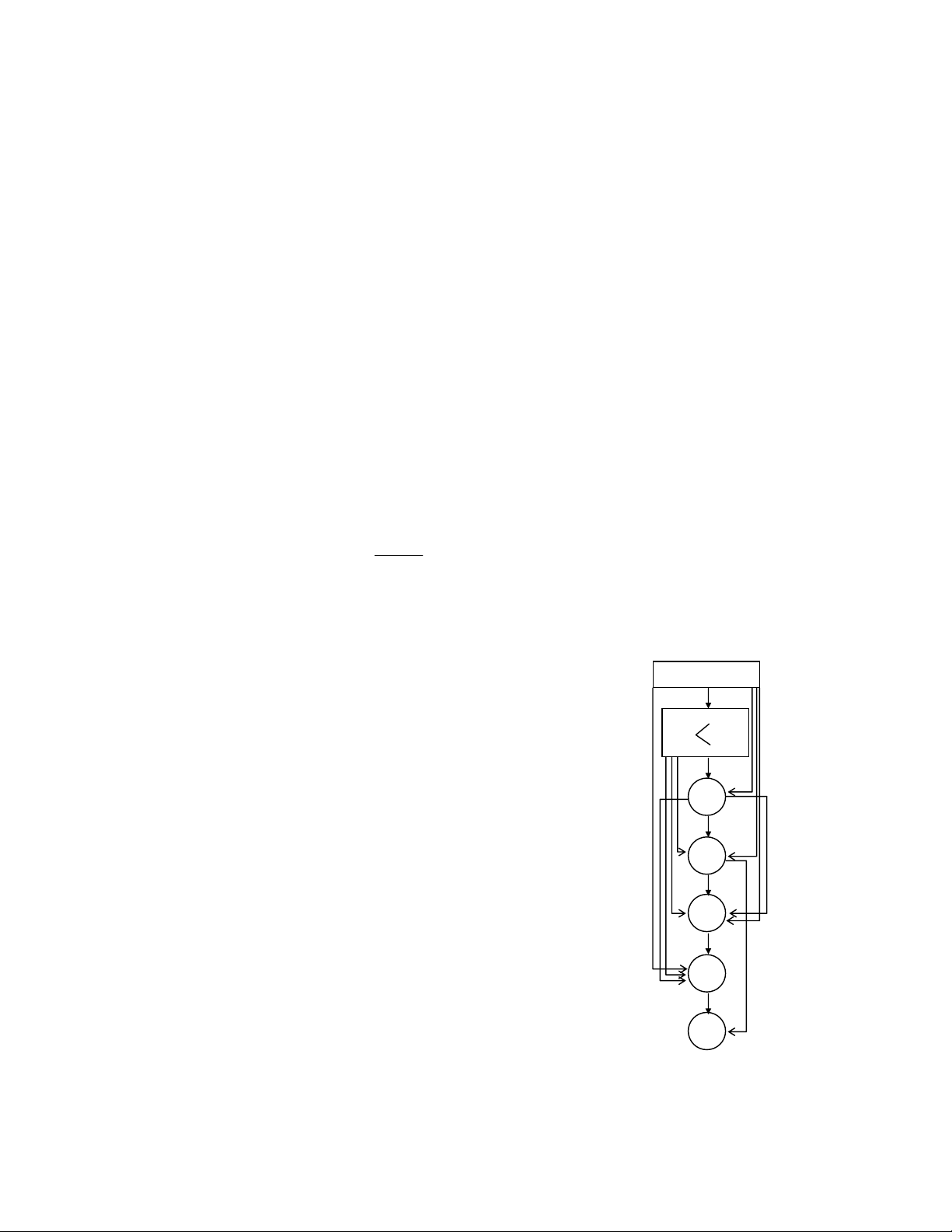
Tóm lại, xác định chế độ cắt kinh tế khi gia công thô được tiến hành theo trình tự sau:
(1) Lựa chọn phương pháp gia công dựa vào hình
dạng, kích thước chi tiết gia công đã cho trên
bản vẽ.
(2) Lựa chọn dao (hình dáng và vật liệu) trên cơ sở
biết chi tiết và phương pháp gia công.
(3) Chọn chiều sâu cắt t trên cơ sở lượng dư gia
công h và hình dáng dao.
(4) Tra các thành phần lực cho phép [Ps], [Pt], [Pv]
trong lý lịch máy.
(5) Tính toán lượng chạy dao hợp lý và xác định
lượng chạy dao chọn
(6) Tính tốc độ cắt kinh tế với t, s đã biết và điều
kiện cắt khác đã chọn.
(7) Kiểm nghiệm công suất động cơ.
Để dễ thấy trình tự, cơ sở và quan hệ của các bước
tiến hành ta xây dựng sơ đồ hình 8.2
8.1.3. Xác định chế độ cắt khi gia công tinh
Đối với gia công tinh ngoài yêu cầu tách lớp lượng dư gia công cơ trong thời gian ngắn,
yêu cầu đảm bảo độ bóng bề mặt ghi trên bản vẽ là yêu cầu quan trọng.
Chi tiết gia công
máy
Chọn
dao
t
[P]
s
v
NC ≤N®c
Hình 8.2 – Sơ đồ tính chế độ cắt

http://www.ebook.edu.vn
C8 BPCTDKC CGKL 5 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
Khi xác định độ lớn nhấp nhô, trước hết cần chú ý vật liệu gia công, hình dáng hình học
của dao, và lượng chạy dao, đồng thời cần thấy rõ: nếu tốc độ cắt càng cao thì độ bóng đạt
được càng cao.
Do đặc điểm gia công tinh như trên, nên việc xác định chế độ cắt kinh tế khi gia công
tinh cần thay đổi một ít so với gia công thô. Cụ thể trình tự tính toán như sau:
(1) Chọn phương pháp gia công trên cơ sở bản vẽ chế tạo chi tiết đã cho (đặc biệt chú
trọng yêu cầu độ bóng bề mặt).
(2) Lựa chọn vật liệu hình dáng hình học dao trên cơ sở đã biết chi tiết gia công (vật
liệu), phương pháp gia công, độ bóng bề mặt chi tiết. Chú ý khi gia công tinh cần
chọn vật liệu dao cho phép cắt ở tốc độ cao.
(3) Chọn chiều sâu cắt xuất phát từ lượng dư gia công và kết cấu của dao.
(4) Tra bảng trong sổ tay cắt gọt để chọn lượng chạy dao theo độ bóng bề mặt, vật
liệu gia công, hình dáng hình học của dao với sự lưu ý đến các gá trị tốc độ cắt
thường dùng đối với vật liệu dao đã chọn.
(5) Tính độ cắt theo tuổi bền dao. Nếu tốc độ cắt tính ra không đảm bảo yêu cầu độ
bống thì cần giảm lượng chạy dao và tính lại đến khi nào thoả mãn yêu cầu thì
thôi.
(6) Kiểm nghiệm công suất động cơ trên cơ sở tính lực cắt chính Pv và tốc độ cắt đã
tính ở bước 5
Những nguyên tắc xác định chế độ cắt kinh tế khi gia công thô và gia công tinh đã nêu ở
trên là phổ biến cho tất cả các phương pháp gia công.
Việc tính toán xác định chế độ cắt kinh tế là một bước quan trọng khi lập quy trình công
nghệ gia công chi tiết. Cụ thể là:
Trong sản xuất hàng loạt, sau khi xác định chế độ cắt kinh tế, ta lựa chọn trong phân
xưởng những máy có khả năng hoàn thành việc gia công với chế độ cắt đã cắt một cách kinh
tế nhất.
Trong sản xuất hàng khối, trên cơ sở cắt kinh tế đã được xác định (số liệu hướng dẫn
theo thống kê cho trong các bảng của sổ tay cắt gọt) ta tiến hành lựa chọn hoặc thiết kế máy
theo yêu cầu.
8.2. BÔI TRƠN VÀ LÀM NGUỘI KHI CẮT.
Một trong những biện pháp quan trọng nhằm cải thiện điều kiện cắt là tưới dung dịch
trơn nguội vào vùng cắt trong quá trình gia công. Tưới dung dịch trơn nguội vào vùng cắt có
ba tác dụng.
(1) Tác dụng bôi trơn để tăng độ bóng bề mặt đã gia công.
(2)Tác dụng làm nguội vùng cắt để tăng tuổi bền dao và giảm tác dụng xấu của nhiệt
cắt đến hệ thống công nghệ.
(3) Đẩy phoi ra khỏi vùng cắt (nhất là khi gia công phoi vụn, khoan lỗ sâu)
Tác dụng bôi trơn và làm nguội là những mục tiêu cơ bản của việc tưới dung dịch trơn
nguội.
8.2.1. Cơ sở của vấn đề bôi trơn làm nguội khi cắt
1. Cơ sở làm nguội bằng cách tưới dung dịch.
Dung dịch được tưới vào vùng cắt lan truyền trên các bề mặt đã được đốt nóng do nhiệt
cắt. Một phần dung dịch đã nhận bớt nhiệt lượng ở vùng cắt, phần khác bị bốc hơi cũng mang








![Tính toán, thiết kế thiết bị cắt laser chương 2: [Hướng dẫn chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2019/20190506/giangvanmac/135x160/6101557147237.jpg)






![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)