http://www.ebook.edu.vn
C7 CLCTGC CGKL 1
GVC NGUY
Ễ
N TH
Ế
TRANH - TR
Ầ
N QU
Ố
C VI
Ệ
T
Chương 7
CHẤT LƯỢNG CHI TIẾT GIA CÔNG CƠ
7.1. CHẤT LƯỢNG CHI TIẾT GIA CÔNG.
Quá trình gia công kim loại thường phải đáp ứng các yêu cầu sau:
* Chỉ tiêu về chất lượng: đảm bảo chất lượng chi tiết theo yêu cầu.
* Chỉ tiêu về năng suất: đảm bảo năng suất gia công lớn nhất hay thời gian
gia công chi tiết là nhỏ nhất.
* Chỉ tiêu về kinh tế: đảm bảo chi phí gia công nhỏ nhất.
Quá trình gia công là quá trình cơ lý phức tạp chịu ảnh hưởng của nhiều yếu tố và điều
kiện cắt gọt, liên quan đến nhiều trang thiết bị và tính chất sản xuất. Các yêu cầu trên khó có
thể đáp ứng đồng thời, nhiều khi mâu thuẩn nhau, tuy nhiên tuỳ theo tính chất sản phẩm và
yêu cầu cụ thể mà ta tính toán cân đối các chỉ tiêu cho phù hợp.
Trong đó chất lượng chi tiết gia công luôn là chỉ tiêu quan trọng có ảnh hưởng rất lớn
đến khả năng làm việc và tuổi thọ của chi tiết máy.
7.1.1. Độ chính xác gia công.
1. Khái quát.
Nếu so sánh chi tiết thực và chi tiết trên bản vẽ chúng ta có thể khẳng định rằng chúng
khác nhau. Sự khác nhau đó xác định bởi mức độ không hoàn thiện khi chế tạo chi tiết thực.
Độ chính xác gia công của các chi tiết máy là mức độ giống nhau về mặt hình học, về
tính chất cơ lý lớp bề mặt của chi tiết được gia công so với chi tiết máy lý tưởng trên bản vẽ
của người thiết kế.
Nói chung, độ chính xác của chi tiết máy được gia công là chỉ tiêu khó đạt nhất và gây
tốn kém nhất trong quá trình xác lập cũng như trong quá trình chế tạo. Trong thực tế không
thể chế tạo được các chi tiết máy tuyệt đối chính xác, do vậy người ta dùng giá trị sai lệch của
nó để đánh giá độ chính xác gia công của chi tiết máy, giá trị sai lệch đó càng lớn thì độ chính
xác gia công càng thấp.
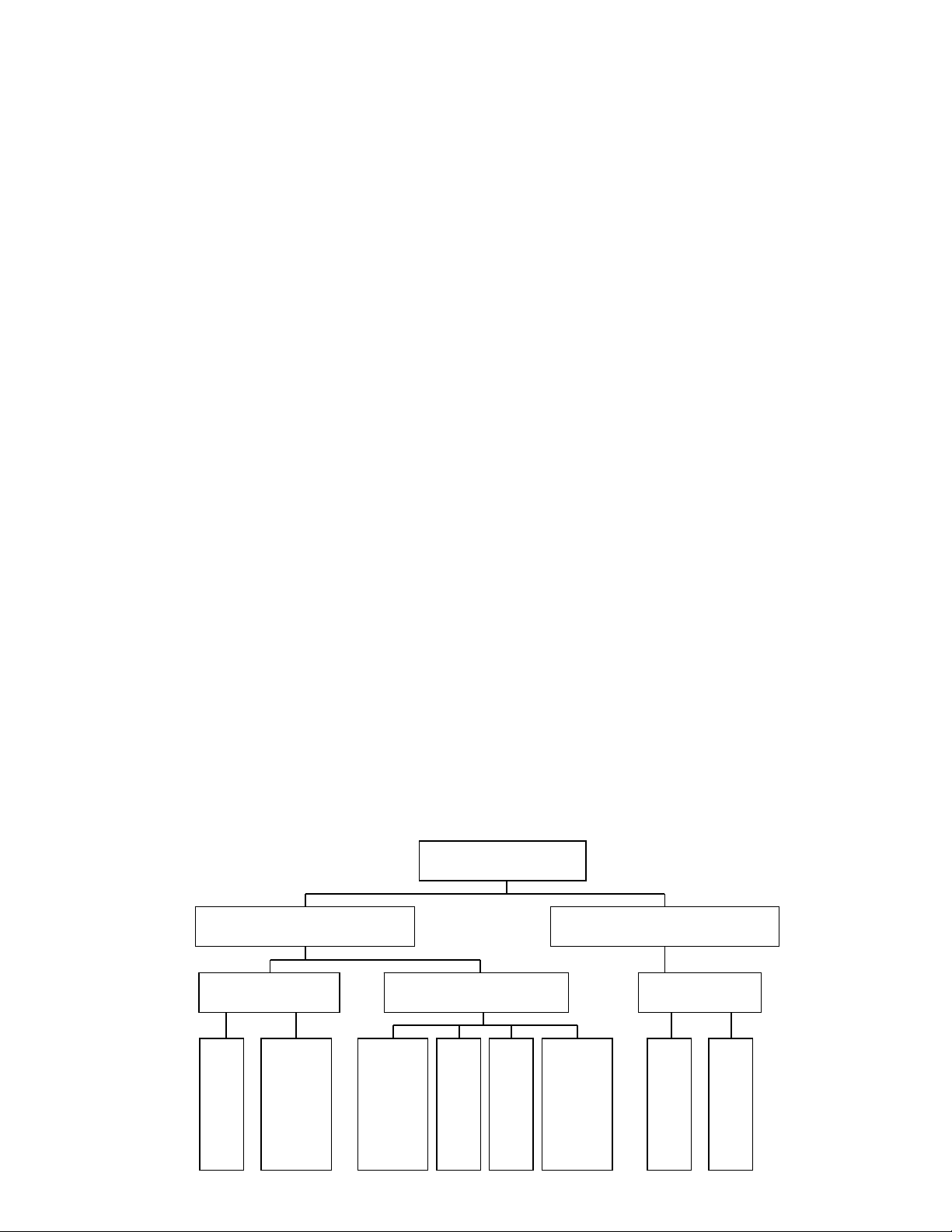
Độ chính xác gia công bao gồm hai khái niệm: độ chính xác của một chi tiết và độ
chính xác của loạt chi tiết.
Độ chính xác gia công
Độ chính xác của một chi tiết Độ chính xác của loạt chi tiết
Sai lệch kích thước Sai lệch bề mặt chi tiết Tổng sai số
Sai số kích thước
Sai số vị trí
tương quan
Sai số hình dáng hình
học đại quan
Độ sóng
Độ nhám bề mặt
Tính chất cơ lý
lớp bề mặt
Sai số hệ thống
Sai số ngẫu nhiên
Hình 7.1 – Sơ đồ về độ chính xác gia công

http://www.ebook.edu.vn
C7 CLCTGC CGKL 2
GVC NGUY
Ễ
N TH
Ế
TRANH - TR
Ầ
N QU
Ố
C VI
Ệ
T
Trong nền sản xuất tự động, khi toàn bộ quá trình thiết kế và chế tạo được thực hiện
nhờ trợ giúp của máy điện tử, người thiết kế phải đảm nhận luôn công việc của người công
nghệ. Độ chính xác của chi tiết gia công cần phải đánh giá theo các chỉ tiêu sau đây:
• Độ chính xác về kích thước của mặt gia công (kích thước thẳng, kích thước góc),
• Độ chính xác về hình dạng hình học đại quan của bề mặt gia công (độ côn, độ ô van, hình
trống, hình yên ngựa...) là mức độ phù hợp lớn nhất của chúng so với hình dạng hình học
lý tưởng.
• Độ chính xác về vị trí tương quan giữa các bề mặt gia công với nhau (độ đồng tâm, độ
song song, độ vuông góc...) thực chất là sự xoay đi một góc của bề mặt này so với bề mặt
kia.
• Độ sóng của bề mặt được quan sát trong một phạm vi nhỏ.
• Sai lệch hình học tế vi (độ nhấp nhô tế vi) còn gọi là độ nhám bề mặt.
• Tính chất cơ lý lớp bề mặt chi tiết gia công.
Thông thường độ nhám bề mặt và tính chất cơ lý lớp bề mặt là những chỉ tiêu quan
trọng để đánh giá chất lượng bề mặt gia công.
Khi xét đến độ chính xác gia công của một loạt chi tiết chúng ta còn quan tâm đến sai số
hệ thống và sai số ngẫu nhiên, thực tế kích thước thực của mỗi chi tiết trong một loạt đều khác
nhau, khác cả với kích thước điều chỉnh, dao động trong một giới hạn nào đó. Tính chất phân
bố, đường cong phân bố, phương sai v.v..của kích thước thực trong mỗi loạt chi tiết gia công
được đề cập trong khái niệm dung sai.
Có nhiều nguyên nhân gây ra sai số:
a. Sai số hệ thống:
• Các nguyên nhân sinh ra sai số hệ thống không đổi:
- Sai số lý thuyết của phương pháp cắt.
- Sai số chế tạo của máy, đồ gá, dụng cụ cắt.
- Độ biến dạng của chi tiết gia công.
• Các nguyên nhân sinh ra sai số hệ thống thay đổi:
- Dụng cụ cắt bị mòn theo thời gian cắt.
- Biến dạng vì nhiệt của máy, dao, đồ gá.
b. Sai số ngẫu nhiên: sinh ra do các nguyên nhân sau:
- Tính chất vật liệu không đồng đều.
- Lượng dư gia công không đều.
- Vị trí của phôi trong đồ gá thay đổi.
- Sự thay đổi của ứng suất dư.
- Do gá dao, mài dao, thay đổi máy nhiều lần.
- Do hiện tượng dao động nhiệt.
2. Điều chỉnh đạt độ chính xác yêu cầu.
Để đảm bảo dộ chính xác của từng nguyên công cần phải tiến hành điều chỉnh máy.
Đây là quá trình xác định vị trí tương đối giữa dụng cụ và mặt cần gia công nhằm giảm bớt
các sai số gia công, đạt được các yêu cầu đã cho trên bản vẽ.
Trong sản xuất đơn chiếc và loạt nhỏ, độ chính xác yêu cầu có thể đạt được bằng
phương pháp cắt thử.
Trong sản xuất hàng loạt lớn và hàng khối, độ chính xác gia công nhận được bằng
phương pháp tự động đạt kích thước trên máy đã điều chỉnh sẵn.
Hiện nay các phương pháp điều chỉnh hay dùng nhất là :
- Điều chỉnh tĩnh,
- Điều chỉnh theo chi tiết cắt thử bằng Calíp,
- Điều chỉnh theo chi tiết cắt thử bằng dụng cụ đo vạn năng,
- Điều chỉnh tự động,
http://www.ebook.edu.vn
C7 CLCTGC CGKL 3
GVC NGUY
Ễ
N TH
Ế
TRANH - TR
Ầ
N QU
Ố
C VI
Ệ
T
- Điều chỉnh nhờ kỹ thuật điều khiển số ( máy NC và CNC).
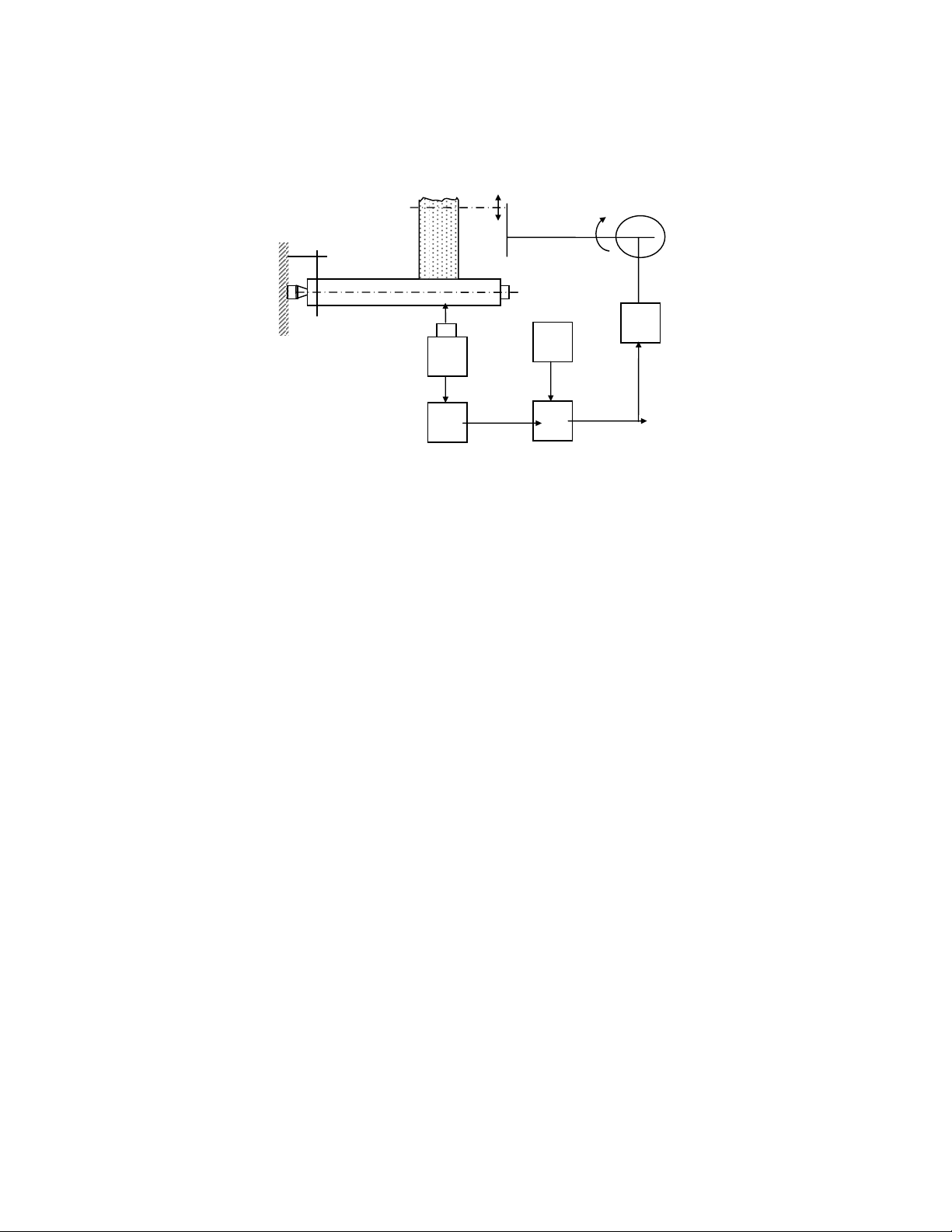
Ngày nay, nhờ sự phát triển mạnh mẽ của lĩnh vực tự động hoá, chất lượng gia công còn có
thể đảm bảo nhờ có sử dụng bộ điều chỉnh tự động hồi tiếp.
Về nguyên tắc, sơ đồ khối của bộ tự động điều chỉnh có hồi tiếp như trên hình 7.2.
Trên các máy công cụ điều khiển theo chương trình số, quá trình gia công được thực
hiện một cách tự động nhờ đưa vào hệ thống một chương trình gia công lập sẵn. Hệ thống
điều khiển số cho khả năng thực hiện các lệnh này và kiểm tra chúng nhờ một hệ thống đo
dịch chuyển của các bàn trượt của máy.
Ở đây máy công cụ tự động được lập trình để thực hiện một loạt các hoạt động ở một
chế độ xác định trước nhằm tạo ra chi tiết có các kích thước và các thông số vật lý hoàn toàn
có thể dự đoán trước, do vậy đạt được độ chính xác cao.
Độ chính xác là chỉ tiêu rất quan trọng của chất lượng máy móc, quyết định khả năng
làm việc, độ tin cậy, tuổi thọ, năng suất và các tính chất khác của máy. Việc tăng tốc độ, tải
trọng của máy chỉ thực hiện được bằng cách nâng cao độ chính xác gia công chi tiết. Do vậy
nâng cao độ chính xác chi tiết gia công có những ý nghĩa sau đây:
• Tăng độ tin cậy, tuổi bền của máy, giảm chi phí phục vụ sửa chữa máy.
• Giảm khối lượng gia công chi tiết, giảm hao phí nguyên vật liệu do giảm lượng dư, giảm
thời gian lắp ráp vì không phải tốn thời gian để lắp sửa, cho phép lắp ráp theo dây chuyền.
Khi giải quyết vấn đề độ chính xác cần phải định ra độ chính xác chế tạo sản phẩm
xuất phát từ yêu cầu, chức năng làm việc và cần phải xác định phương pháp cũng như thiết bị
thực hiện và kiểm tra.
7.1.2. Chất lượng bề mặt.
Chất lượng của chi tiết máy không những phụ thuộc vào độ chính xác gia công mà còn
phụ thuộc vào chất lượng lớp kim loại bề mặt ngoài của nó.
Từ yêu cầu thực tế về chức năng và điều kiện làm việc của máy móc mà thiết bị ngày
càng đòi hỏi rất cao về chất lượng bề mặt của chi tiết máy. Những yêu cầu đó là:
• Tốc độ làm việc cao.
• Tải lớn.
• Công suất lớn.
• Áp suất và nhiệt độ cao.
• Tuổi thọ và độ tin cậy cao.
• Độ chính xác làm việc cao.
• Trọng lượng tương đối bé.
Khả năng làm việc của chi tiết máy phụ thuộc rất nhiều vào chất lượng lớp bề mặt.
2
3
5
4
6
1
7
8
Hình 7-2 : Sơ đồ khối bộ tự động điều chỉnh có hồi tiếp
http://www.ebook.edu.vn
C7 CLCTGC CGKL 4
GVC NGUY
Ễ
N TH
Ế
TRANH - TR
Ầ
N QU
Ố
C VI
Ệ
T
Chất lượng bề mặt của chi tiết máy là tập hợp nhiều tính chất quan trọng hình học và
cơ lý của lớp bề mặt, cụ thể là:
- Hình dáng lớp bề mặt ( độ sóng, độ nhám.. .).
- Trạng thái và tính chất cơ lý của lớp bề mặt ( độ cứng, chiều sâu biến cứng, ứng suất
dư.. .).
- Phản ứng của lớp bề mặt đối với môi trường làm việc (tính chống mòn, khả năng
chống xâm thực hóa học, độ bền mõi .. .).
Chất lượng bề mặt chi tiết máy phụ thuộc vào phương pháp và điều kiện gia công cụ
thể. Chất lượng bề mặt là mục tiêu chủ yếu cần đạt ở bước gia công tinh các bề mặt chi tiết
máy.
Khác với bề mặt lý thuyết của chi tiết trên bản vẽ, bề mặt thực bao giờ cũng có độ
nhấp nhô với hình dáng và chiều cao rất khác nhau. Chiều cao, hình dáng, đặc điểm phân bố
và hướng nhấp nhô bề mặt phụ thuộc vào rất nhiều yếu tố như:
• Chế độ cắt.
• Chế độ bôi trơn, làm nguội.
• Vật liệu gia công.
• Vật liệu làm dao.
• Kết cấu, hình học của dao.
• Loại máy, độ cứng vững của hệ thống công nghệ.
• Dụng cụ phụ và đồ gá.
7.2. CÁC THÔNG SỐ ĐÁNH GIÁ CHẤT LƯỢNG BỀ MẶT
7.2.1. Tính chất hình học của bề mặt gia công:
Tính chất hình học của bề mặt gia công được đánh giá bằng độ nhấp nhô tế vi và độ
sóng bề mặt.
• Độ nhấp nhô tế vi.
Trong quá trình cắt, lưỡi cắt của dụng cụ cắt và sự hình thành phoi tạo ra những vết
xước cực nhỏ trên bề mặt gia công được đặc trưng bằng khái niệm độ nhám hay độ nhấp nhô
tế vi của bề mặt.
Nhám bề mặt là tập hợp các nhấp nhô của profil bề mặt, với bước tương đối nhỏ được xét
trong một chiều dài giới hạn gọi là chiều dài chuẩn hay cơ sở.
Độ nhấp nhô tế vi được đánh giá bằng nhiều thông số:
- Chiều cao nhấp nhô RZ: là trị số trung bình của 5 khoảng cách từ 5 đỉnh cao nhất đến
5 đáy thấp nhất của nhấp nhô bề mặt tế vi trong phạm vi chiều dài chuẩn l.
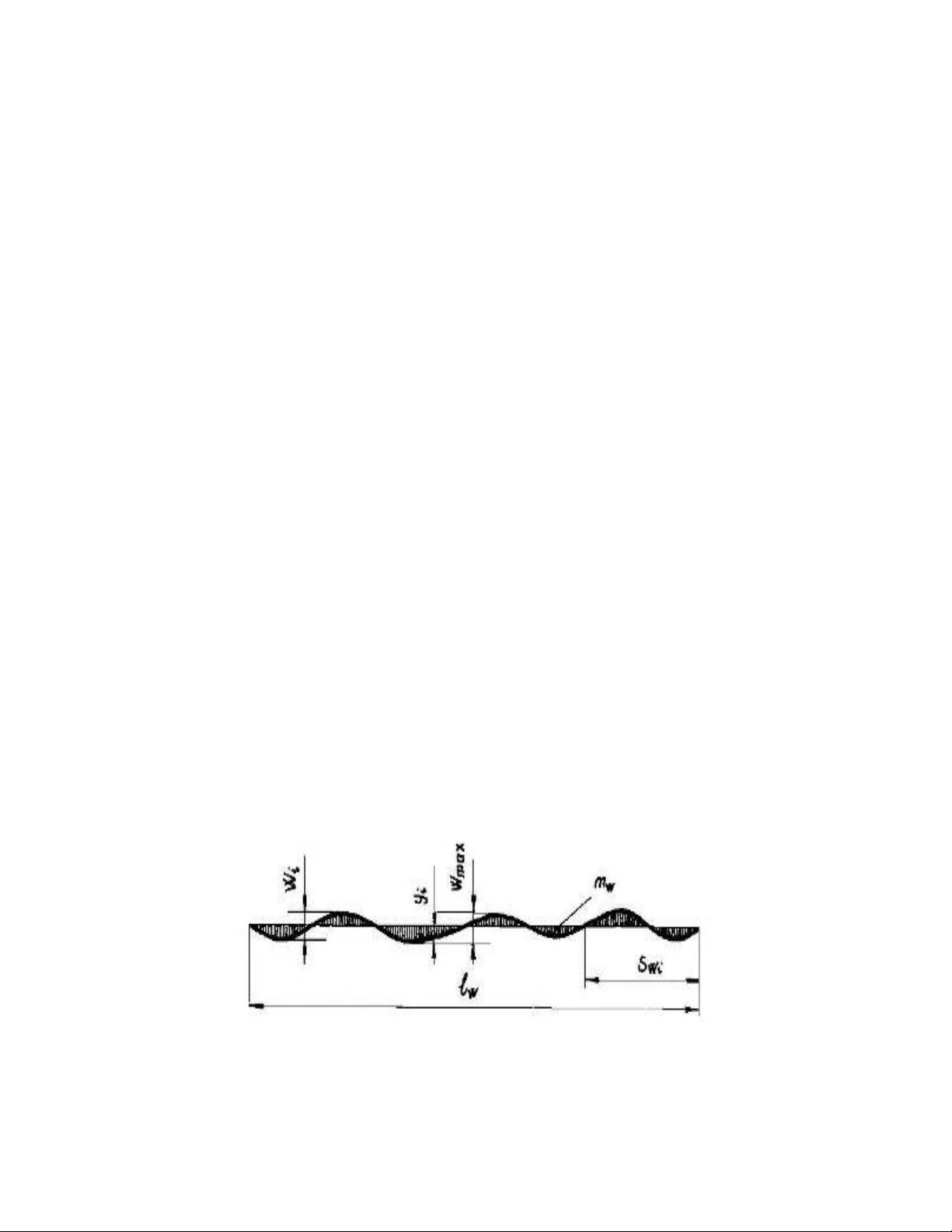
Hình 7.3 - Độ sóng bề mặt
Wz: Là giá trị trung bình số học của 5 giá trị chiều cao nhấp nhô, đo trong phạm vi
chiều dài chuẩn.
Wmax: Là khoảng cách của điểm cao nhất và thấp nhất của prophin sóng, đo trên một
bước sóng đầy đủ trong giới hạn chiều dài chuẩn Ln.
http://www.ebook.edu.vn
C7 CLCTGC CGKL 5
GVC NGUY
Ễ
N TH
Ế
TRANH - TR
Ầ
N QU
Ố
C VI
Ệ
T
Sw: là giá trị trung bình số học của các khoảng cách Swi giữa các sóng kế tiếp nhau
cùng đo theo đường trung bình trong giới hạn chiều dài chuẩn.
∑
=
=
n
i
WiW
S
n
S
1
1
Độ sóng có thể là dọc (vuông góc với chiều chuyển động dao) có độ lớn nhỏ. Sóng
ngang (trùng với chuyển động của dụng cụ cắt) có độ lớn hơn.
- Độ nhám bề mặt. (S/H< 50).
Là tập hợp các nhấp nhô của prôphin bề mặt với bước tương đối nhỏ, được xét trong
chiều dài giới hạn bằng chiều dài chuẩn.
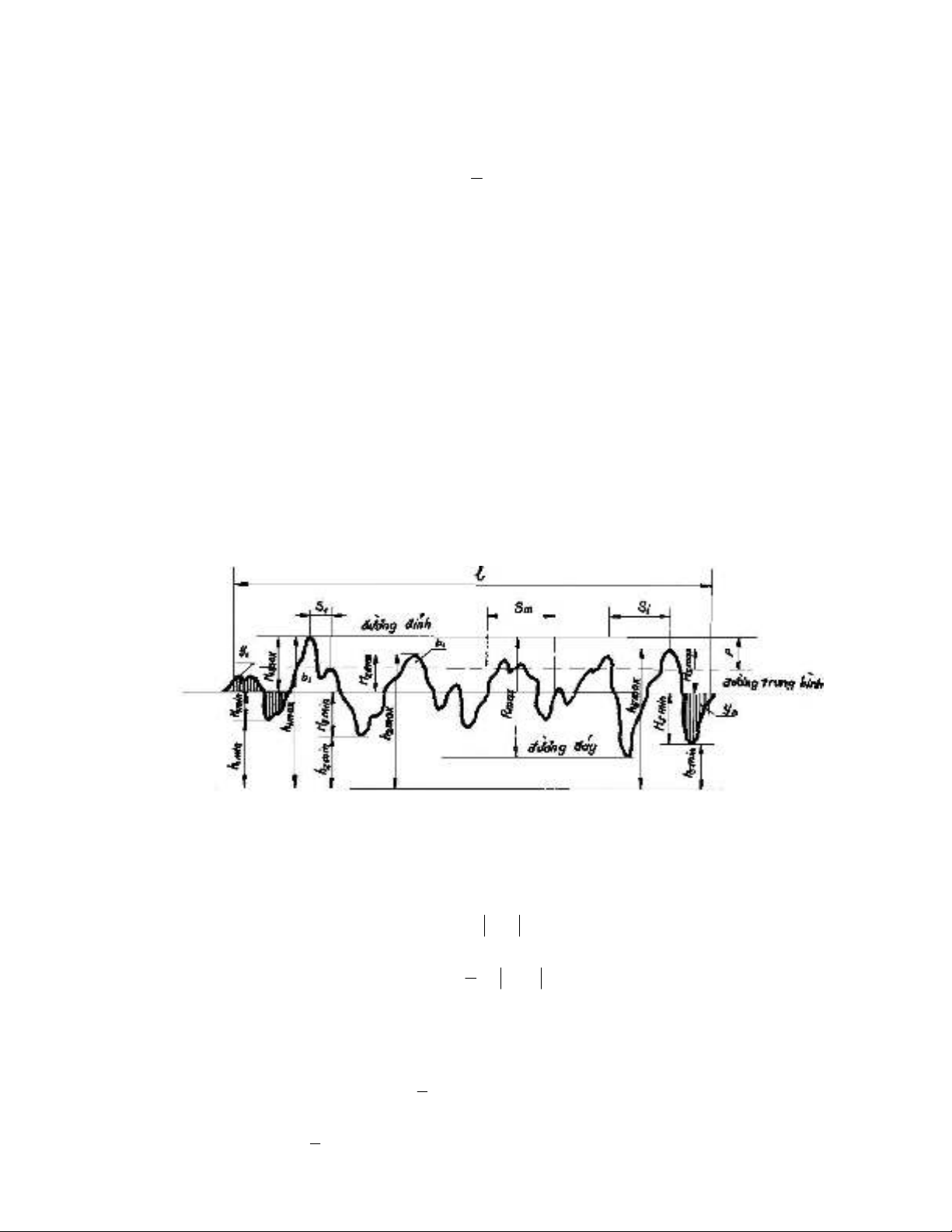
Khi đánh giá chất lượng bề mặt gia công thường phải dùng đến khái niệm đường trung
bình.
Đường trung bình của prôphin là đường thẳng chuẩn, có hình dạng của prôphin danh
nghĩa và có trị số sai lệch bình phương trung bình đến prôphin trong giới hạn chiều dài chuẩn
là nhỏ nhất.
Khi xác định vị trí đường trung bình trên prôphinlogramcho phép dùng qui ước là
đường thẳng mà chia bề mặt trong giới hạn chiều dài chuẩn sao cho tổng diện tích phần lồi
bẳng tổng diện tích phần lõm.
F1+F3+F5+...+F2n-1 = F2+F4+F6+...+F2n
Hình 7.4 - Prophin bề mặt chi tiết gia công
• Sai lệch trung bình số học Ra.
Là trị số trung bình số học tuyệt đối của prôphin trong giới hạn chiều dài chuẩn.
Được xác định theo công thức:
dxxyR
a
∫
=
1
0
)(
hay theo công thức gần đúng: ∑
=
=
n
i
ia
xy
n
R
1
1)(
• Chiều cao nhấp nhô trung bình theo 10 điểm Rz.
Là tổng sai lệch trung bình số học tuyệt đối khoảng cách từ 5 đỉnh cao nhất và 5 đáy thấp
nhất trong giới hạn chiều dài chuẩn.
Được xác theo công thức: ⎟
⎠
⎞
⎜
⎝
⎛+= ∑∑ ==
5
1
5
1
5
1
i
i
i
iz
HHR
minmax
hoặc: ⎟
⎠
⎞
⎜
⎝
⎛−= ∑∑ ==
5
1
5
1
5
1
i
i
i
iz
hhR
minmax








![Tính toán, thiết kế thiết bị cắt laser chương 2: [Hướng dẫn chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2019/20190506/giangvanmac/135x160/6101557147237.jpg)






![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)