Ch ng 2. TÍNH TOÁN, THI T K THI T B C T LASERươ Ế Ế Ế Ị Ắ
2.1. Tính toán, thi t k k t c u c khíế ế ế ấ ơ
2.1.1. Tính toán, thi t k khungế ế
a. S đ k t c u máyơ ồ ế ấ
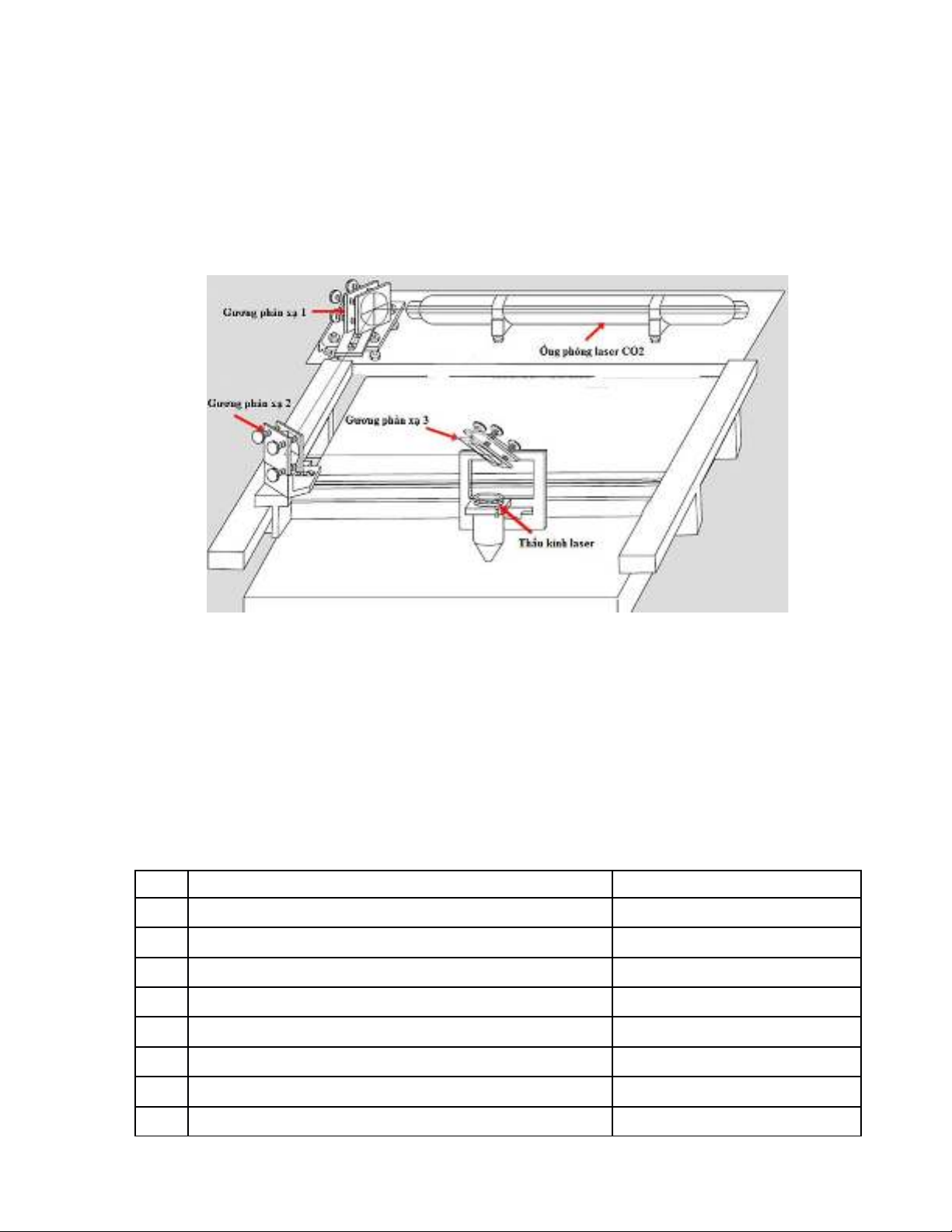
T nguyên lý làm vi c c a máy c t laser, xây d ng đc s đ l p nh sau:ừ ệ ủ ắ ự ượ ơ ồ ắ ư
Hình 2.1. S đ l p c a máy c t laserơ ồ ắ ủ ắ
b. Ch n k t c u khungọ ế ấ
Yêu c u đi v i khung c a máy c t laser ph i đm b o đ c ng v ng cao đầ ố ớ ủ ắ ả ả ả ộ ứ ữ ể
l p các thi t b tr c ti p trên khung máy, đm b o đ chính xác t ng quan hình h c,ắ ế ị ự ế ả ả ộ ươ ọ
tính th m m , thu n l i cho quá trình ch t o và cu i cùng là đáp ng đc yêu c uẩ ỹ ậ ợ ế ạ ố ứ ượ ầ
làm vi c và đm b o các ch tiêu kinh t - k thu t.ệ ả ả ỉ ế ỹ ậ
- Các thông s thi t k c a máy bao g m ph n c và đi n:ố ế ế ủ ồ ầ ơ ệ
TT Thông s yêu c uố ầ Giá trị
1 B c sóng đi n tướ ệ ừ 445nm
2 Công su t bóng laserấ50W
3 Vùng nhi t đ ho t đngệ ộ ạ ộ
4 Bi n đi d ng s sang d ng t ng tế ổ ạ ố ạ ươ ự TTL ho cặ analog
5Đi n áp đu vàoệ ầ
6Đi n áp đu ra đnệ ầ ế 5V
7 Kho ng cách h i tả ộ ụ Đi u ch nhề ỉ
8 Chi u sâu kh cề ắ 1-7mm
1
TT Thông s yêu c uố ầ Giá trị
9 T c đ kh cố ộ ắ 400mm
10 Ph m vi làm vi cạ ệ 600mmx400mmx250mm
11 T c đ di chuy n các tr c t i đaố ộ ể ụ ố 0.45m/s
12 S vòng quay t i đa trên đng c b cố ố ộ ơ ướ 3000v/p
13 Kh i l ng máy t i đaố ượ ố 35.5Kg
- L a ch n ph ng án k t c u khung: Khung là k t c u ch u t i tr ng chính choự ọ ươ ế ấ ế ấ ị ả ọ
toàn b thi t b tuy nhiên v i máy c t laser t i tr ng trên máy nh , do đó có th l aộ ế ị ớ ắ ả ọ ỏ ế ự
ch n m t trong hai ph ng án thi t k sau:ọ ộ ươ ế ế
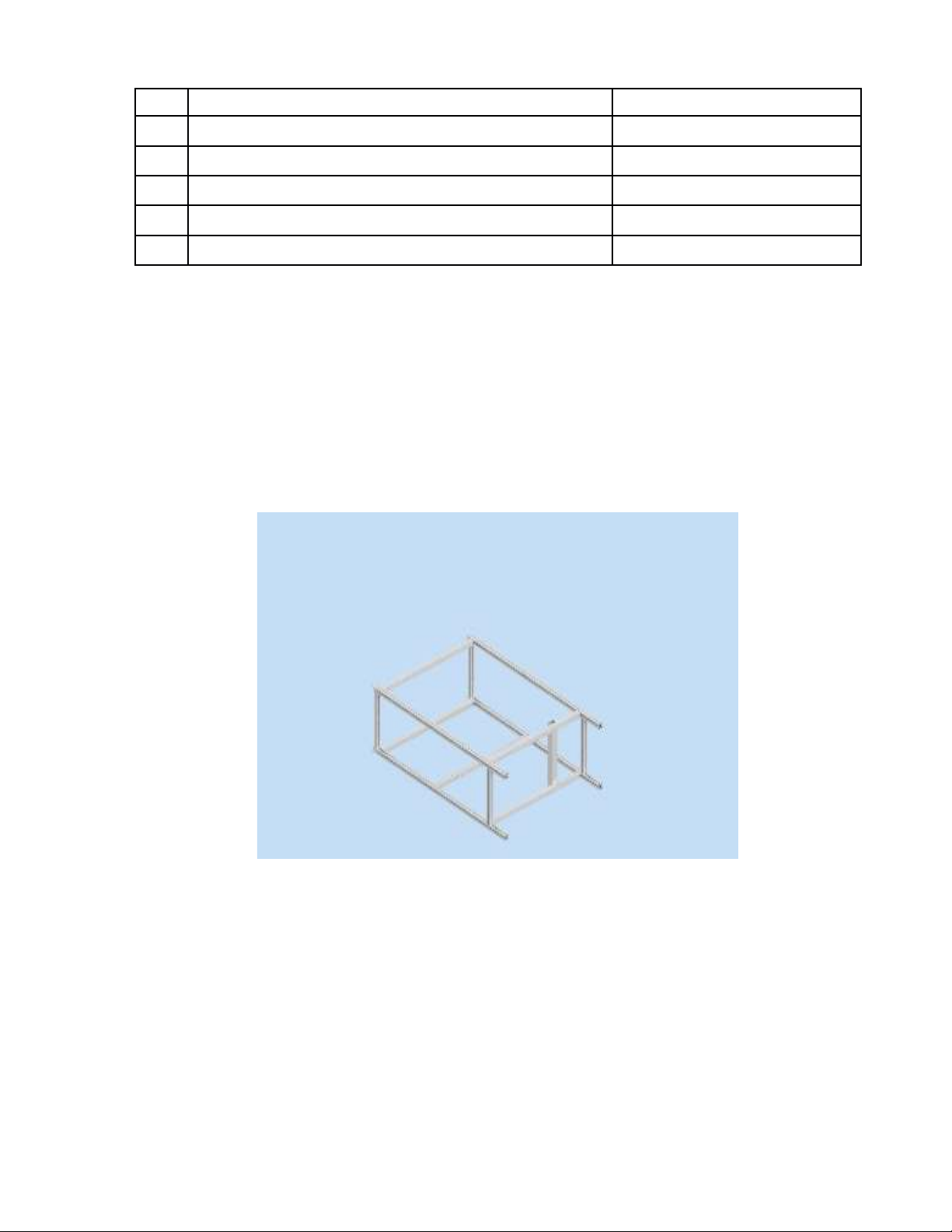
Ph ng án 1: L a ch n khung thép đnh hìnhươ ự ọ ị
+ u đi m: Thu n l i cho quá trình gia công k t c u, phôi có đ chính xác cao,Ư ể ậ ợ ế ấ ộ
nh .ẹ
+ Nh c đi m: Giá thành phôi cao h n thépượ ể ơ
Hình 2.2. Thi t k s b mô hình 3D c a khung nhôm đnh hìnhế ế ơ ộ ủ ị
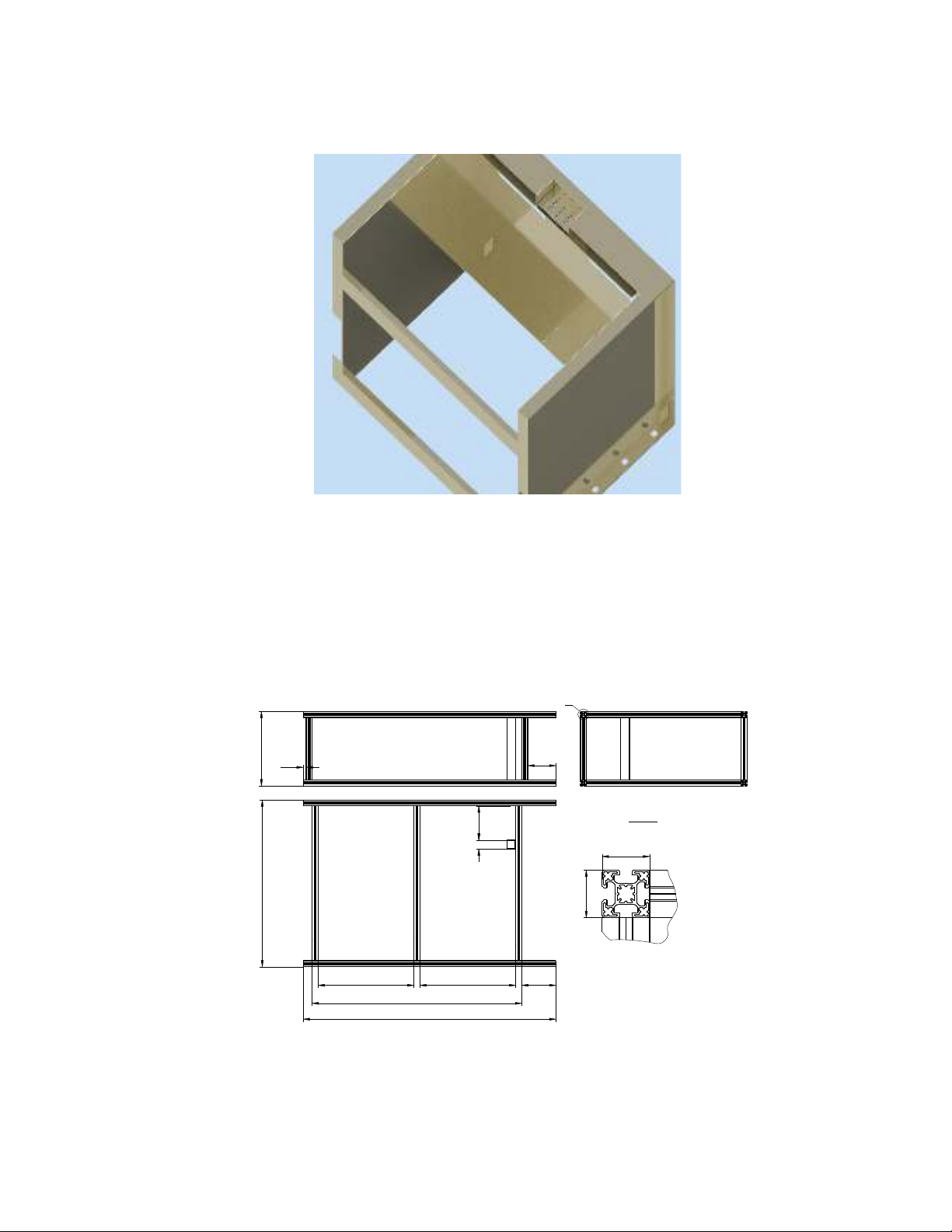
Ph ng án 2: L a ch n khung thép d p t mươ ự ọ ậ ấ
+ u đi m: Đm b o tính th m m vì thu n l i cho quá trình s n tĩnh đi n vàƯ ể ả ả ẩ ỹ ậ ợ ơ ệ
d p li n t m t o đi u ki n cho vi c l p ráp các ph ki n trên máy và b o v các thi tậ ề ấ ạ ề ệ ệ ắ ụ ệ ả ệ ế
bị
+ Nh c đi m: Không thu n l i cho vi c ch t o đn chi c, lo t nh vì ph iượ ể ậ ợ ệ ế ạ ơ ế ạ ỏ ả
gia công khuôn d p, s n, d n t i giá thành tăng cao h n xo v i ph ng án 1.ậ ấ ẫ ớ ơ ớ ươ
2
Căn c vào u nh c đi m trên, l a ch n ph ng án thi t k k t c u khungứ ư ượ ể ự ọ ươ ế ế ế ấ
nhôm đnh hình.ị
Hình 2.3. Thi t k s b mô hình 3D c a khung thép d p t mế ế ơ ộ ủ ậ ấ
- L a ch n kích th c k t c u:ự ọ ướ ế ấ
Theo tiêu chu n, ch n lo i thép đnh hình có ký hi u: ẩ ọ ạ ị ệ
V i ph m vi làm vi c c a máy là: 600mmx400mmx250mm, đng th i đ l p ớ ạ ệ ủ ồ ờ ể ắ
ráp các ph ki n trên máy l a ch n kích th c khung theo hình v sau:ụ ệ ự ọ ướ ẽ
775
575 425
20
20
643
294 294
10527
105
9
I
I
TL10:1
87
Hình 2.3. Kích th c k t c u khung nhôm đnh hìnhướ ế ấ ị
3
c. Ki m nghi m b n cho khungể ệ ề
Kích th c, k t c u khung ph i đm b o đ b n, đ c ng trong quá trìnhướ ế ấ ả ả ả ộ ề ộ ứ
làm vi c, đo đó ph i ki m nghi m b nệ ả ể ệ ề
V i h thanh siêu tĩnh b c 3 vi c tính toán theo ph ng pháp truy nớ ệ ậ ệ ươ ề
th ng g p nhi u khó khăn do đó s d ng ph ng pháp ph n t h u h n(FEM) đ tínhố ặ ề ử ụ ươ ầ ử ữ ạ ể
toán
- Xác đnh t i tr ng tác d ng lên khung:ị ả ọ ụ
+ T i tr ng do ngo i l c là tr ng l ng c a các k t c u l p: ả ọ ạ ự ọ ượ ủ ế ấ ắ
245(N) (2-1)
+ T i tr ng do tr ng l ng b n thân khungả ọ ọ ượ ả
+ B qua t i tr ng dao đng (giá tr nh ) do các đng c b c trong quá trìnhỏ ả ọ ộ ị ỏ ộ ơ ướ
làm vi c sinh raệ
- T o các đi t ng hình h cạ ố ượ ọ (Part or Assembly)
- Thi t l p môi tr ng (Simulation/ế ậ ườ Static)
- Xác đnh các thu c tínhị ộ v t li u (Specify materials properties)ậ ệ
- Chia l iướ (Create the mesh)
- Xác đnh đi u ki n biên v t lýị ề ệ ậ (Define physics boundary conditions)
- Ch y mô ph ngạ ỏ (Run simulation)
- Truy xu tấ k t quế ả (Postprocess results)
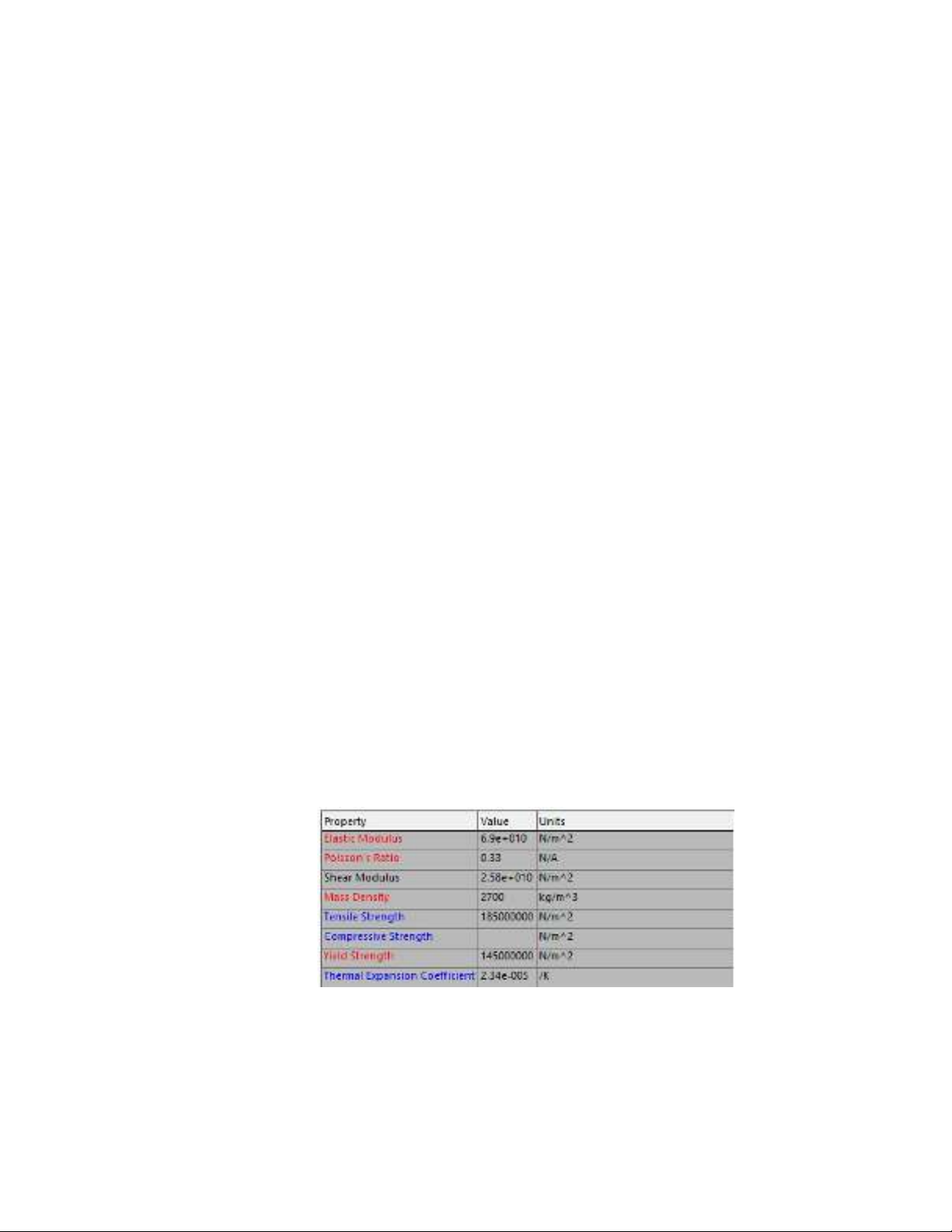
- Đc tính v t li u v t li u h p kim nhôm 6063(T5),ặ ậ ệ ậ ệ ợ
Hình 2.4. Đc tính v t li u nhôm 6063ặ ậ ệ
K t qu tính toán mô hình đc chia thành 218476 ph n t t giác v i 352911ế ả ượ ầ ử ứ ớ
đnhỉ
4
Hình 2.5. Chia l i mô hìnhướ
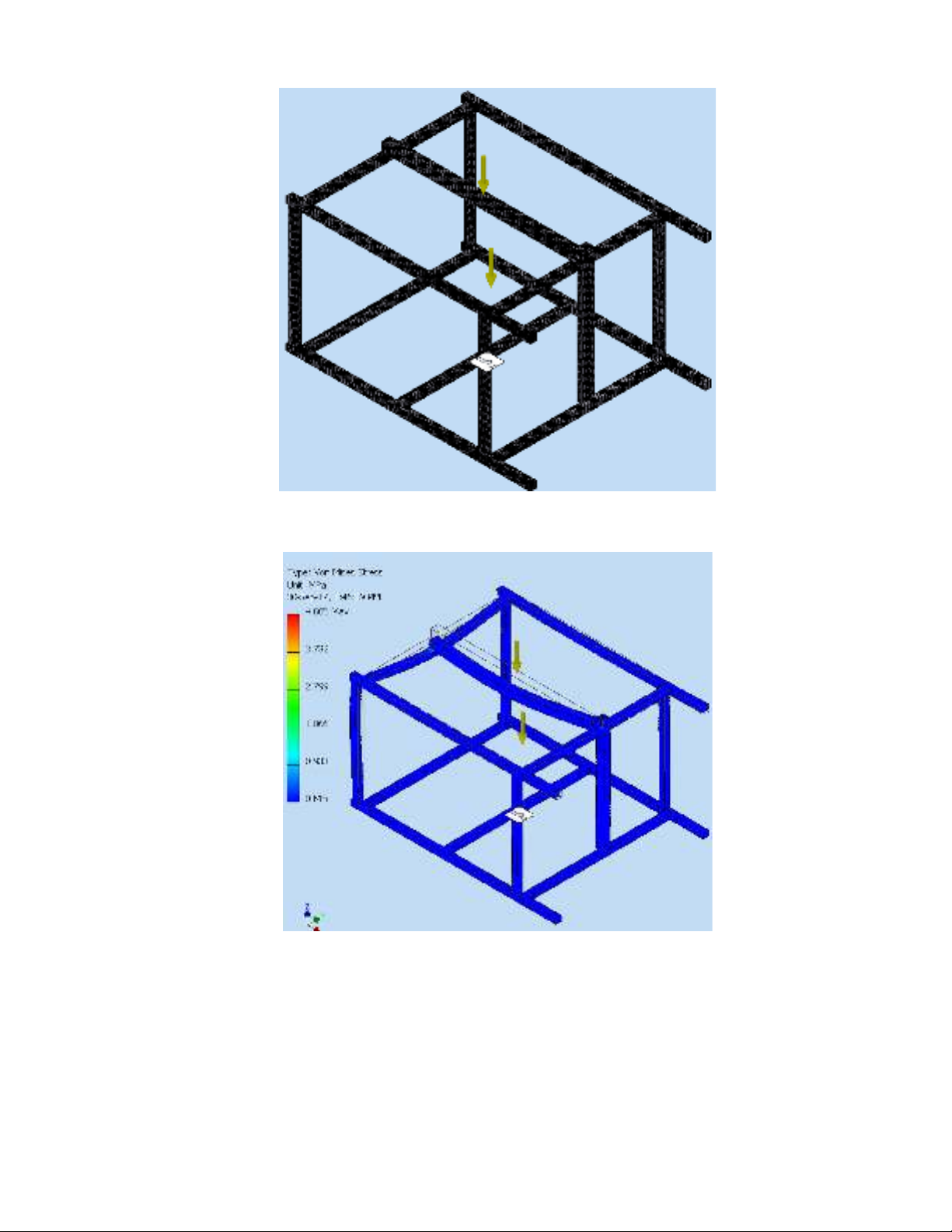
Hình 2.6. K t qu phân tích ng su tế ả ứ ấ
5















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)