
http://www.ebook.edu.vn
C5 NHIET CAT CGKL 1 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
CHƯƠNG 5
HIỆN TƯỢNG NHIỆT TRONG QUÁ TRÌNH CẮT
5.1. NHIỆT PHÁT SINH KHI CẮT KIM LOẠI.
Quá trình tạo phoi và thoát phoi khỏi vùng cắt trong quá trình cắt làm xuất hiện
một lượng nhiệt nhất định. Lương nhiệt này sinh ra do sự chuyển đổi từ công cắt gọt.
Thực nghiệm chứng tỏ rằng gần như tất cả công cần thiết trong quá trình cắt đều
chuyển biến thành nhiệt trừ công biến dạng đàn hồi và công kín (công để biến dạng
mạng tinh thể và các bề mặt lớn). Khoảng gần 98% công này chuyển hoá thành nhiệt
tổng cọng phát sinh sau một phút gia công và có thể tính theo công thức sau:
.
427
z
cg
P
v
Q= [Kcal/ph] (5.1)
Trong đó: Pz - thành phần lực cắt tiếp tuyến.
v - tốc độ cắt.
Nhiệt lượng cắt được định nghĩa như là lượng nhiệt được sinh ra trong quá trình
cắt sau một phút. Đó chính là công suất nhiệt khi cắt. Còn lượng nhiệt có trên một đơn
vị thể tích hay khối lượng của vật thể được cắt gọi là nhiệt lượng đơn vị (Cal/cm3;
Cal/g).
Nhiệt lượng sinh ra khi cắt làm nóng chi tiết gia công, phoi và dụng cụ cắt.
Nhiệt độ tại các điểm khác nhau có sự tác động của lượng nhiệt khác nhau và gọi là
nhiệt độ cắt tức thời của các điểm khối lượng khảo sát trong vùng cắt. Trung bình cọng
đại số của nhiệt độ các điểm khối lượng của phoi gọi là nhiệt độ trung bình của phoi.
Tương tự ta có nhiệt độ trung bình của dụng cụ và chi tiết gia công. Nhiệt độ trung
bình trên các bề mặt tiếp xúc của vật liệu gia côngvà vật liệu cắt gọi là nhiệt độ cắt, qui
ước gọi tắt là nhiệt cắt.
5.2. NGUỒN GỐC CỦA NHIỆT CẮT VÀ SỰ PHÂN BỐ CỦA CHÚNG.
5.2.1. Nguồn gốc của nhiệt cắt.
Như trên đã phân tích rõ ràng để tách được phoi và thắng được ma sát khi cắt ta
cần có lực cần thiết tác động vào chi tiết gia công tạo ra công cắt gọt và gần như hầu
hết công này chuyển biến thành nhiệt. Công này chính là để thực hiện quá trình biến
dạng và thắng ma sát khi cắt. Do vậy ta có thể nói rằng; nguồn gốc của nhiệt cắt là
biến dạng và ma sát khia cắt.
Q
cg = Qbd + Qms (5.2)
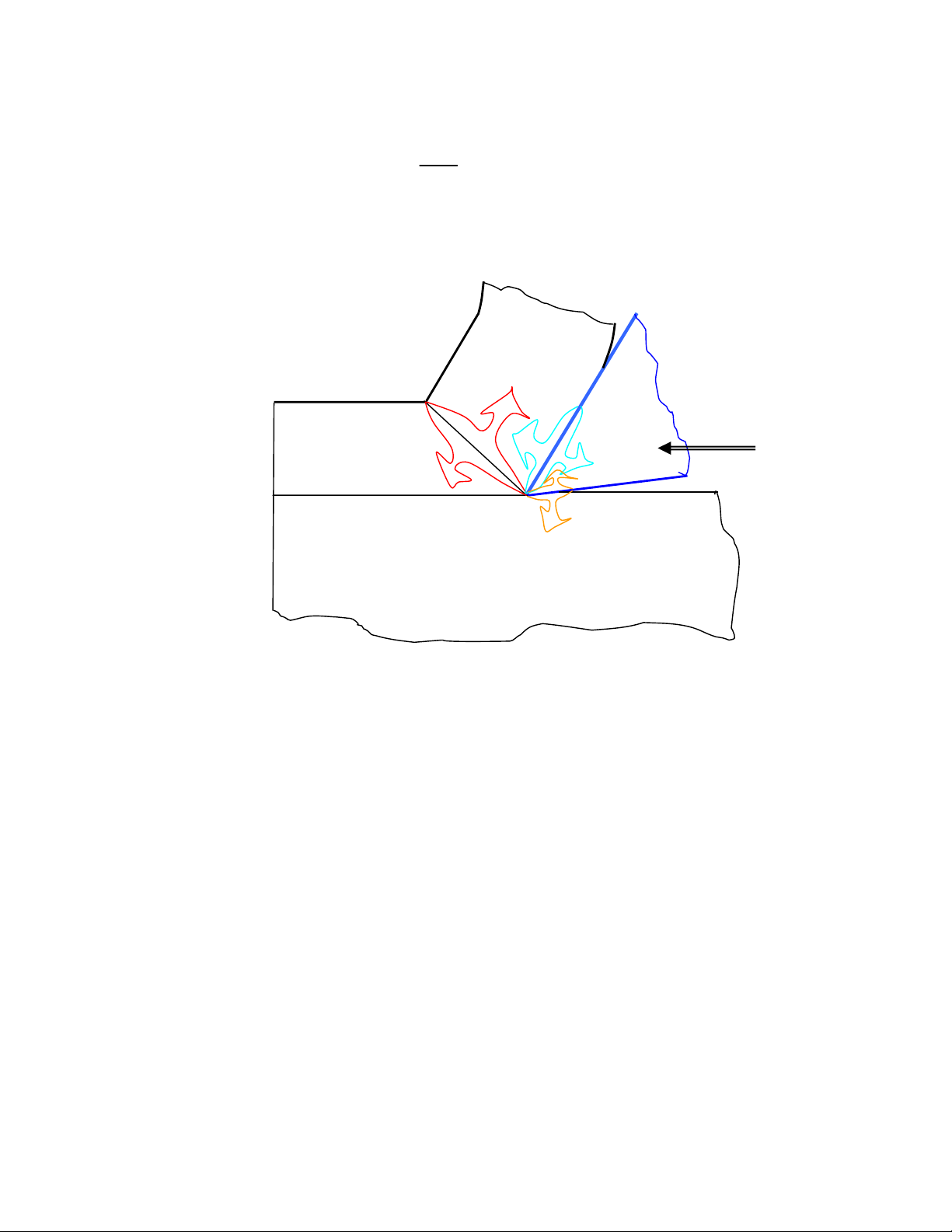
Khi gia công cắt gọt ta có thể phân định vùng cắt thành các vùng biến dạng và
ma sát. Do vậy nhiệt sinh ra từ 4 nguồn:
1. Vùng tạo phoi. Nhiệt sinh ra do công ma sát giữa các phần tử của vật liệu gia công
trong quá trình biến dạng: Qdh
http://www.ebook.edu.vn
C5 NHIET CAT CGKL 2 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
Nếu xem vùng tạo phoi như là một mặt trượt duy nhất thì qua nghiên cứu lượng
nhiệt này có thể xác định qua biểu thức sau:
1
.
427
cc
dh
P
v
Q= (5.3)
Trong đó: Pc - lực theo phương trượt
vc1 - vận tốc trượt.
2. Vùng tiếp xúc của phoi và mặt trước dao. Nhiệt sinh ra do công biến dạng đàn hồi
và ma sát ngoài: Qdm
Lượng nhiệt xuất hiện trên mặt trước dao là do 2 nguồn: do tác dụng của lực ma
sát trong ở lớp vật liệu phoi gần sát mặt trước kháng lại biến dạng đàn hồi và lực ma
sát ngoài trên mặt tiếp xúc.
3. Vùng tiếp xúc của mặt sau dao và mặt cắt của chi tiết gia công. Nhiệt sinh ra do
sự chuyển đổi công ma sát: Qms
4. Nhiệt sinh ra do công đứt phoi: Qdp
5.2.2. Sự phân bố nhiệt cắt.
Các lượng nhiệt sinh ra được truyền và phân tán vào phoi Qf, dụng cụ cắt Qd,
chi tiết gia công Qct và môi trường Qmt.
Từ điều kiện cân bằng nhiệt ta có thể viết:
Qdh + Qdm + Qms + Qdp = Qf + Qd + Qct + Qmt (5.4)
Phương trình (5.4) được gọi là phương trình thu phát nhiệt trong quá trình cắt.
phoi
dao
chi tiết
v
Hình 5.1- Nguồn gốc và sự phân bố nhiệt cắt
http://www.ebook.edu.vn
C5 NHIET CAT CGKL 3 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
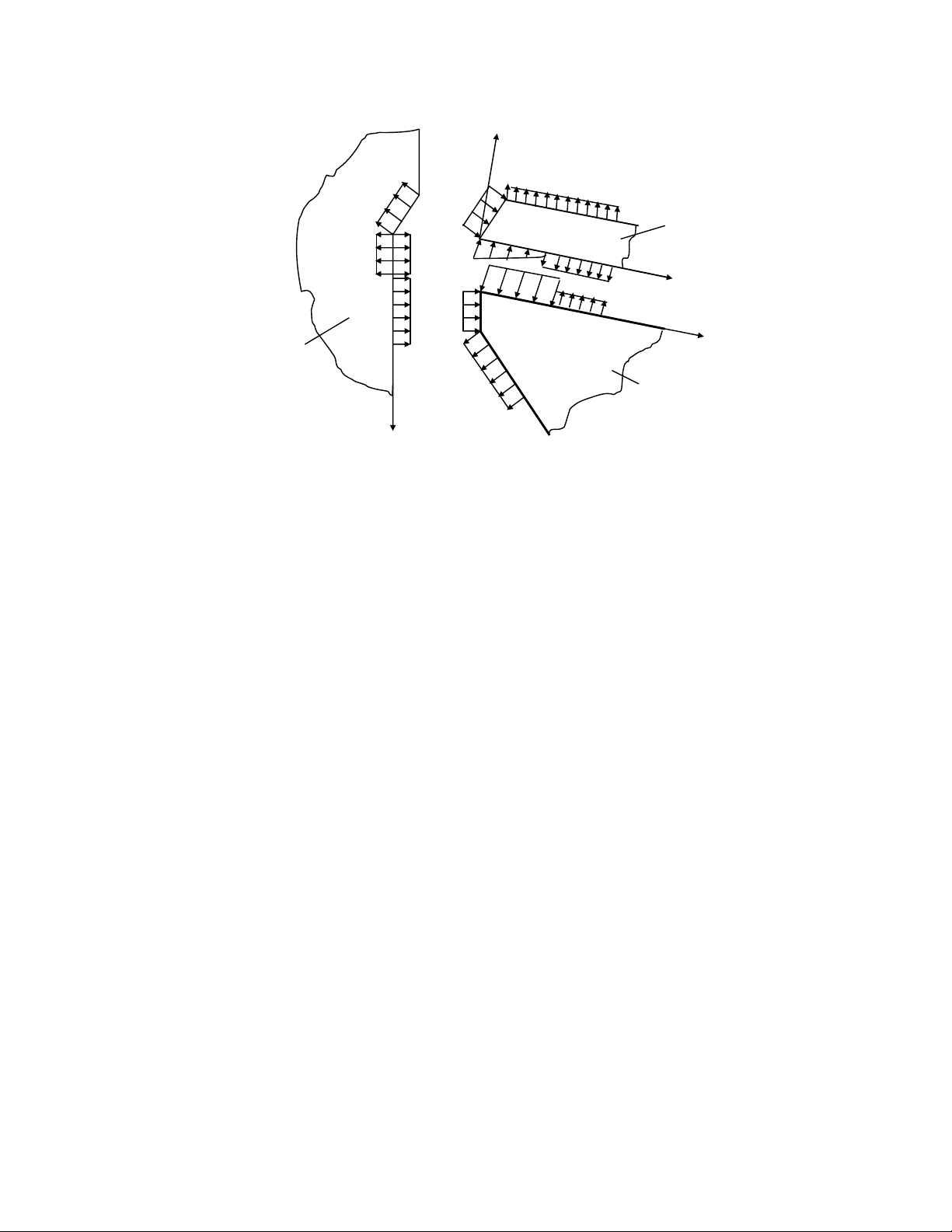
Sơ đồ trên mô tả tổng quát hướng các nguồn nhiệt trong phoi cắt, dụng cụ, chi
tiết gia công và ngoài môi trường.
1. Nhiệt truyền vào phoi cắt.
Lượng nhiệt phoi nhận được được truyền từ 2 nguồn nhiệt: nguồn Q5 của vùng
biến dạng trượt (mặt tạo phoi) và nguồn Q6 trên mặt trước dao. lượng nhiệt này
chiếm khoảng 75% tổng lượng nhiệt sinh ra khi cắt Qcg.
2. Nhiệt truyền vào dụng cụ.
Một phần lượng nhiệt Q3 sinh ra trên bề mặt tiếp xúc của phoi với mặt trước
dao cùng với một phần lượng nhiệt Q4 khác sinh ra từ ma sát của bề mặt sau
dao với bề mặt cắt truyền vào dụng cụ khi cắt. Lượng nhiệt này chiếm khoảng
20% Qcg.
3. Nhiệt truyền vào chi tiết gia công.
Có hai dòng nhiệt hướng vào chi tiết gia công đó là: q1 và q2. Lượng nhiệt chi
tiết nhận được Q1 từ dòng nhiệt sinh ra trong mặt trượt q1 và lượng nhiệt Q2 từ
dòng nhiệt sinh ra từ mặt sau dao q2. Lượng nhiệt này chiếm khoảng 4% Qcg.
4. Nhiệt truyền vào môi trường.
Một phần nhiệt khác của quá trình cắt truyền từ bề mặt tự do của phoi, dụng cụ
và chi tiết gia công vào môi trường chung quanh Q7, Q8, Q9 . Lượng nhiệt này
phụ thuộc vào nhiều yếu tố như lượng dung dịch trơn nguội tưới vào vùng cắt,
tốc độ cắt, chiều dày lớp cắt...
Sự phân tích lý thuyết tóm tắt về sự thu phát nhiệt của quá trình cắt giúp đánh
giá ảnh hưởng của các thông số cơ bản của cắt gọt đến sự xuất hiện và sự dẫn nhiệt khi
Chi tiết
gia công
Dụng cụ
Phoi
x
x
y1
y
q1 q5
q2
q4
q3
q6
q9
q8
q7
q10
Hình 5.2- Sơ đồ hướng các nguồn nhiệt
http://www.ebook.edu.vn
C5 NHIET CAT CGKL 4 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
cắt. Tuy nhiên việc xác định sự thu nhận nhiệt và truyền phát nhiệt bằng tính toán là
rất khó và không chính xác.
Tóm lại mỗi nguồn nhiệt sinh ra có một phạm vi tác dụng nhất định. Phần lớn
nhiệt lượng sinh ra do biến dạng trên mặt cắt (biến dạng trượt) nằm lại trong phoi
nhưng phoi lại thoát ra ngoài, một phần nhỏ truyền sang dụng cụ cắt nhưng dụng cụ lại
luôn nằm trong vùng cắt.
Các kết quả thực nghiệm nghiên cứu về nhiệt cắt cho ta một số nhận xét sau:
• Khi tăng tốc độ cắt, lượng nhiệt truyền vào dao giảm. Đó là do sự chậm trễ
của tốc độ truyền nhiệt so với tốc độ chuyển đọng của phoi. Tức là vì thời
gian để thoát phoi rất ngắn nên nhiệt chưa kịp truyền sang dao.
• Khi gia công thép chịu nhiệt, lượng nhiệt truyền vào dao tăng lên nhiều hơn
so với khi gia công thép kết cấu. Điều đó là vì thép chịu nóng có sức bền và
độ dẻo cao hưon nên công cắt lớn và do đó lượng nhiệt sinh ra lớn, đồng thời
các loại thép chịu nhiệt đều có tính dẫn nhiệt kém.
Tuy rằng lượng nhiệt truyền vào dao không nhiều nhưng do tính truyền nhiệt
của vật liệu làm dao thấp và do dao liên tục tiếp xúc với vùng sinh nhiệt nên nhiệt độ
trên dao thường cao hơn so với nhiệt độ trung bình của phoi và chi tiết.
5.3. ẢNH HƯỞNG CỦA NHIỆT CẮT ĐẾN QUÁ TRÌNH CẮT.
Ảnh hưởng của nhiệt cắt đến quá trình cắt thường được nghiên cứu theo 3 quan
điểm:
• Theo độ chính xác gia công.
• Theo chất lượng bề mặt đã gia công.
• Theo khả năng cắt của dao.
5.3.1. Ảnh hưởng của nhiệt cắt đến độ chính xác gia công.
Độ chính xác gia công khi cắt gọt được quyết định bởi vị trí tương quan giữa
dao và chi tiết gia công trong quá trình cắt. Do vậy sự biến dạng về nhiệt của dao và
chi tiết gia công do ảnh hưởng của nhiệt khi cắt được quan tâm khảo sát.
Về quá trình trao đổi nhiệt, ta biết rằng nếu cung cấp một lượng nhiệt Q cho
một vật có thể tích V (cm3), tỷ nhiệt c (J/kg.0K), khối lượng riêng γ (kg/cm3), thì độ
tăng của nhiệt độ của vật thể được xác định:
0
Q
θ = ( )
c.γ.V
K
Δ (5.5)
Độ thay đổi chiều dài L theo phương nào đó của vật thể là:
ΔL = α.Δθ.L (mm) (5.6)
Như vậy nếu ta xét trường hợp khi tiện một chi tiết có được đường kính là D
theo thiết kế trên bản vẽ , nếu nhiệt lượng truyền vào cho chi tiết là Qct thì nhiệt độ
trên chi tiết sẽ tăng lên một lượng Δθ xác định và đường kính của chi tiết sẽ thay đổi
một lượng là ΔD:

http://www.ebook.edu.vn
C5 NHIET CAT CGKL 5 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
ΔD = α.Δθ.D (mm) (5.7)
Mặt khác, nhiệt lượng Qd truyền vào dụng cụ cũng sẽ làm cho dụng cụ tăng
chiều dài về phía tâm chi tiết. Khác với chi tiết, vật liệu trên dao là không đồng nhất
giữa phần cắt và phần cán dao, do vậy sự biến dạng của dao theo chiều dài dưới tác
dụng của nhiệt cắt phức tạp hơn rất nhiều. Ỏ đây ta phải khảo sát biến dạng dài của
dao trong mối quan hệ phức hợp:
d
L = f(L,F,σ,v,s,t...)Δ (5.8)
trong đó:
F - là tiết diện thân dao
σd - là độ bền vật liệu dao.
v,s,t - là chế độ cắt.
Sau quá trình cắt, khi chi tiết về nhiệt độ thường, đường kính thực tế của chi tiết
gia công sẽ là:
t
D = D - (α.Δθ.D + ΔL) (5.9)
5.3.2. Ảnh hưởng của nhiệt cắt đến chất lượng bề mặt gia công.
Chất lượng bề mặt đã gia công của chi tiết được đặc trưng bởi độ nhấp nhô bề
mặt và tính chất cơ - lý lớp sát bề mặt. Nhiệt cắt có ảnh hưởng chủ yếu đến sự thay đổi
tính chất cơ - lý lớp bề mặt chi tiết gia công.
Ta biết rằng, khi kim loại bị đốt nóng đến một nhiệt đọ nào đó thi tổ chức kim
tương của chúng sẽ thay đổi. Sự thay đổi này dẫn đến sự thay đổi về cơ - lý tính của
kim loại. Mặt khác, trong quá trình cắt sự tăng giảm đột ngột về nhiệt độ trên bề mặt
gia công kết hợp với sự dao động của lực cắt sẽ tạo nên ứng suất dư và vết nứt tế vi
trên lớp kim loại sát trên bề mặt, đồng thời trên đó kim loại cũng bị biến cứng hay hoá
bền. Nói chung các ảnh hưởng này đều theo chiều hướng bất lợi cho yêu cầu về cắt
gọt.
5.3.3. Ảnh hưởng của nhiệt cắt đến khả năng làm việc của dao.
Những kết quả nghiên cứu về cắt gọt cho thấy rằng khi cắt kim loại, đặc biệt
khi cắt ở tốc độ cao thì yếu tố quyết định lớn nhất đến khả năng cắt của dao đó là nhiệt
cắt, tiếp đến mới là ma sát.
Khả năng cắt gọt của dao được đánh gía bởi tuổi bền dao thông qua việc xác
định độ lớn của các dạng mài mòn dao cụ thể.
Dưới tác dụng của nhiệt khi cắt vật liệu của dao sẽ có sự thay đổi về tính chất
cơ - lý - hoá, đặc biệt độ cứng, độ bền giảm, tính chống mòn cũng giảm... dẫn đến mài
mòn dao nhanh chóng, hậu quả là thời gian sử dụng dao vào cắt gọt cũng bị rút ngắn
đi, dao nhanh chóng mất khả năng cắt gọt.
Tóm lại, nhiệt cắt ngoài ảnh hưởng trực tiếp đến độ chính xác gia công, chất
lượng lớp bề mặt gia công và khả năng cắt gọt của dao, còn ảnh hưởng đáng kể đến
máy và đồ gá trong hệ thống công nghệ.








![Tính toán, thiết kế thiết bị cắt laser chương 2: [Hướng dẫn chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2019/20190506/giangvanmac/135x160/6101557147237.jpg)






![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)