http://www.ebook.edu.vn
C6 MMON CGKL 1 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
Chương 6.
MÀI MÒN VÀ TUỔI BỀN DAO
6.1. HIỆN TƯỢNG MÀI MÒN DAO.
Trong quá trình cắt, phoi cắt chuyển động trượt và ma sát trên mặt trước dao, mặt
đang gia công của chi tiết chuyển động tiếp xúc với mặt sau của dao trong điều kiện áp lực
lớn, nhiệt độ cao, ma sát khốc liệt và liên tục gây nên hiện tượng mài mòn dao.
Mài mòn dao là một quá trình phức tạp, xảy ra theo các hiện tượng cơ lý hoá ở các bề
mặt tiếp xúc giữa phoi, chi tiết với dụng cụ gia công. Khi bị mài mòn, hình dạng và thông số
hình học phần cắt dao thay đổi gây nên những hiện tượng vất lý có ảnh hưởng xấu đến quá
trình cắt và chất lượng bề mặt gia công. Do đặc điểm của quá trình cắt phức tạp nên khác với
mài mòn trên các chi tiết máy bình thường, mài mòn dao có nhiều dạng khác nhau.
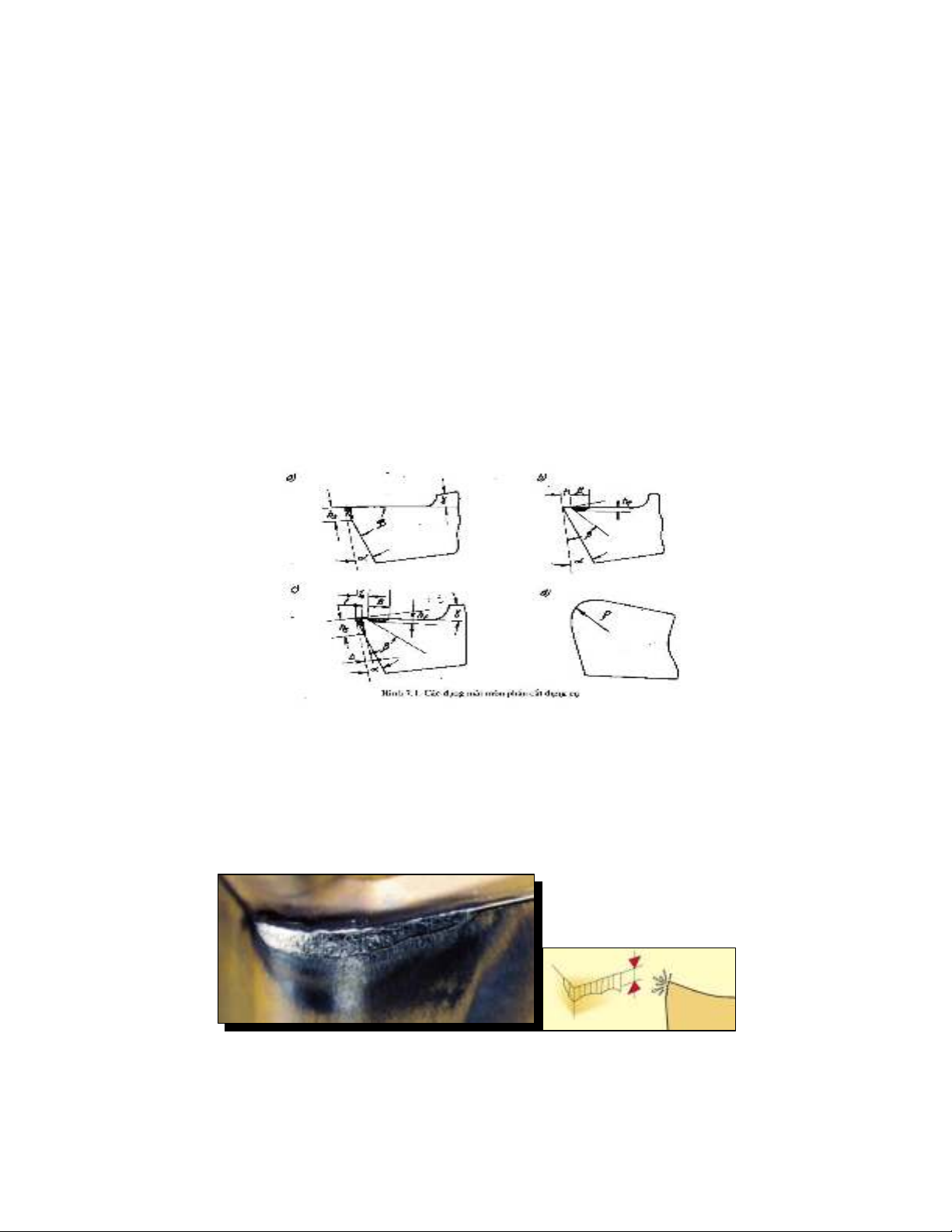
6.1.1. Các dạng mài mòn dao.
Phần cắt dao trong quá trình cắt thường bị mài mòn theo các dạng sau:
1. Mài mòn theo mặt sau:
Được đặc trưng bởi một lớp vật liệu dao bị tách khỏi mặt sau trong quá trình cắt và
được đánh giá bởi chiều cao mòn hs. Mài mòn mặt sau thường xảy ra khi gia công với chiều
dày cắt nhỏ, đối với các loại vật liệu gia công giòn. Kết quả giảm góc sau α, tăng sự tiếp xúc
giữa mặt sau dao và bề mặt đang gia công, tăng mức độ ma sát.
Mài mòn theo mặt trước.
Một lớp vật liệu trên mặt trước dao bị tách đi dẫn đến góc trước dao γ âm, tăng biến
dạng và tăng tải trọng.
Hình 6.1 – Các dạng mài mòn của dụng cụ cắt
Hình 6.2 – Mài mòn mặt sau
hs
http://www.ebook.edu.vn
C6 MMON CGKL 2 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
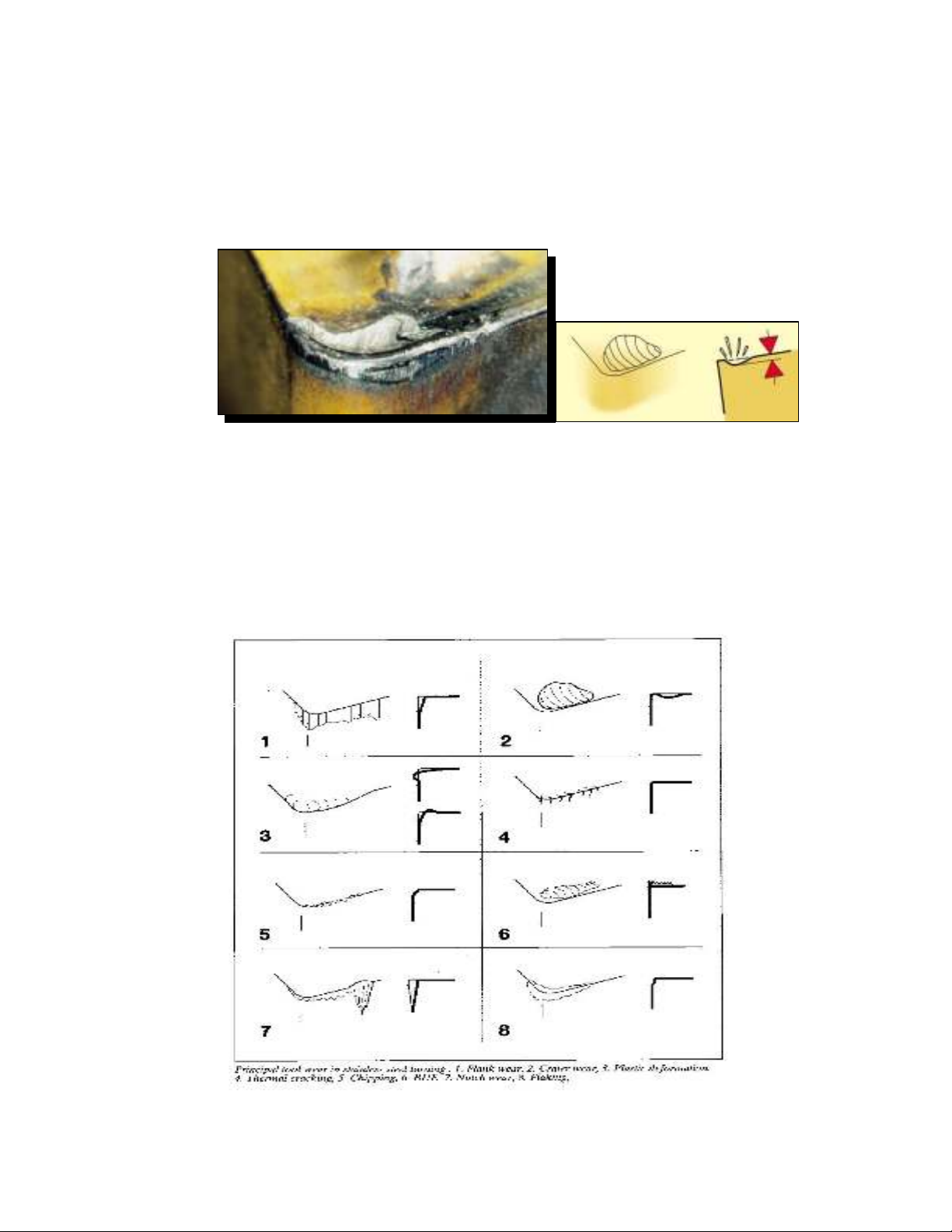
2. Mài mòn Crater.
Trong quá trình cắt, phoi trượt liên tục trên mặt trước hình thành một trung tâm áp lực
cách lưỡi cắt một khoảng nào đó nên mặt trước bị mòn theo dạng lưỡi liềm (Crater). Vết lõm
lưỡi liềm thường xảy ra dọc theo lưỡi cắt và được đánh giá bởi chiều rộng B, chiều sâu ht và
khoảng cách từ lưỡi dao đến vết lõm KT theo mặt trước. Dạng mài mòn này thường xảy ra khi
cắt vật liệu dẻo với chiều dày cắt a lớn (a>0,6mm) dẫn đến góc γ tăng lên, phoi dễ thoá ra
nhưng sẽ làm yếu dần lưỡi dao.
3. Mài cùn lưỡi cắt.
Dao bị mòn dọc theo lưỡi cắt tạo thành dạng cung hình trụ có bán kính ρ đo theo mặt
vuông góc lưỡi cắt. Dạng mòn này thường gặp khi gia công các loại vật liệu có tính dẫn nhiệt
kém, nhiệt cắt tập trung tại lưỡi cắt nên bị tù nhanh dẫn đến dao không tách được phoi mà bị
trượt.
4. Mài mòn mũi dao.
Phân kim loại ở mũi dao bị mất dần đi hình thành nên bán kính mũi dao R. Dạng mài
mòn này sẽ làm biến đổi vị trí tiếp xúc giữa dao và chi tiết dẫn đến thay đổi kích thước gia
công.
Hình 6.3 – Mài mòn Crater
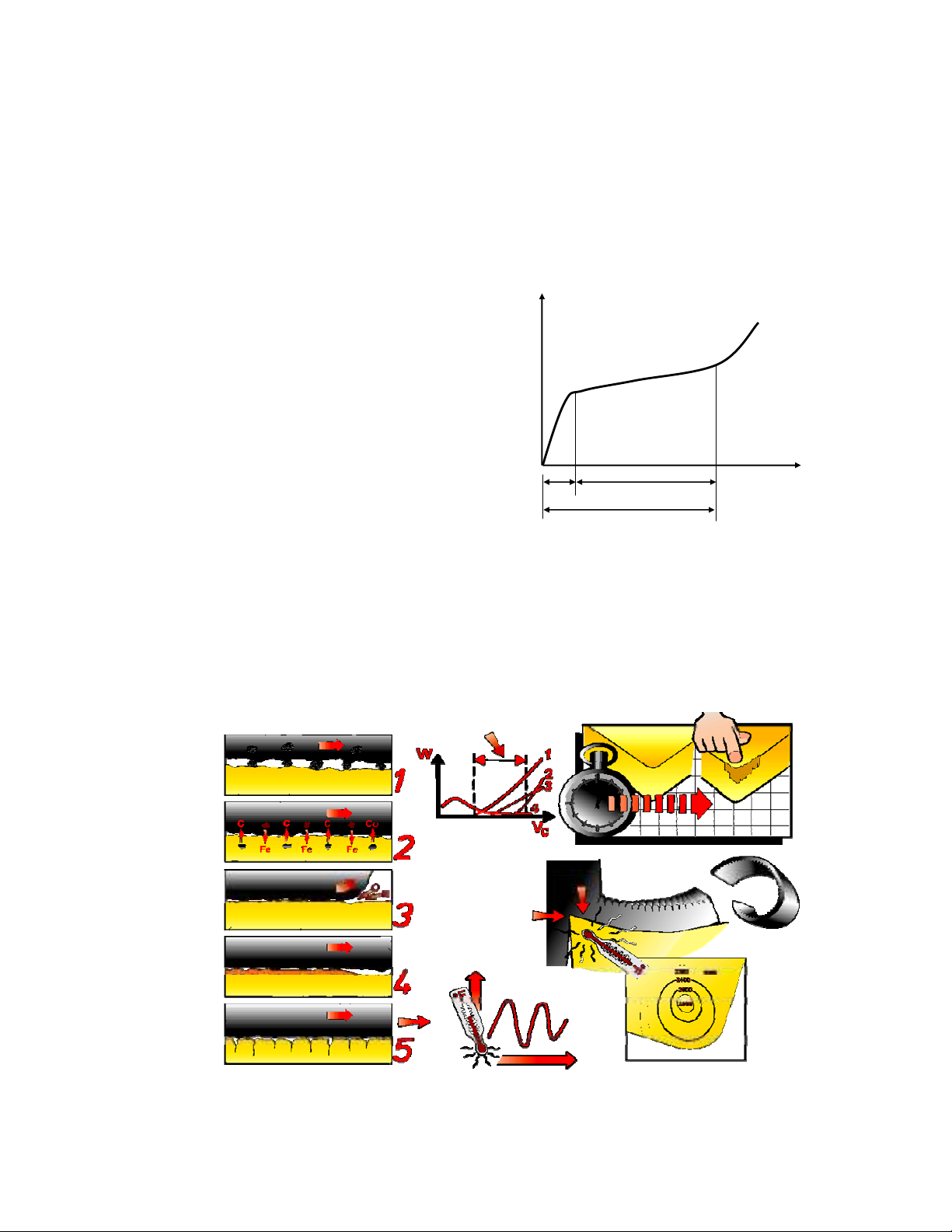
Hình 6.4 – Các dạng mài mòn chính khi tiện
http://www.ebook.edu.vn
C6 MMON CGKL 3 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
Trong các dạng mài mòn trên thì mài mòn theo mặt sau là quan trọng và dễ xác định
nhất. Chiều cao mài mòn hs và diện tích lõm mài mòn Crater Ak được dùng làm tiêu chuẩn để
đánh giá lượng mài mòn.
6.1.2. Quá trình mài mòn dao.
Quá trình mài mòn dao theo thời gian cũng giống như quá trình mài mòn của các chi
tiết máy khi làm việc, diễn ra theo 3 giai đoạn:
6.1.3. Cơ chế mài mòn dao.
Để có thể xác định được quan hệ thay đổi có tính qui luật của sự mài mòn dao, trước
hết cần phải nghiên cứu cơ chế quá trình mài mòn dao khi cắt.
hs [mm]
t [ph]
•
0
B
A
C
•
•
a
T
b
Hình 6.5-Quan hệ
g
iữa
l
ượn
g
mòn và thời
g
ian
• Giai đoạn bắt đầu mài mòn:
OA diễn ra trong thời gian
rất ngắn a với tốc độ mài
mòn cao, thực hiện san bằng
cơ học các nhấp nhô trên bề
mặt sau gia công cơ.
• Giai đoạn mài mòn bình
thường: AB diễn ra trong
thời gian dài b với tốc độ mài
mòn nhỏ, đây là giai đoạn
làm việc bình thường.
• Giai đoạn mài mòn khốc
liệt: BC dụng cụ không thể
tiếp tục cắt vì sẽ dẫn đến bị
chá
y
hoặc bị
g
ã
y
vỡ.
Hình 6.6 – Các cơ chế mài mòn dao

http://www.ebook.edu.vn
C6 MMON CGKL 4 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
Những nghiên cứu về mài mòn dao xác định rằng dụng cụ cắt có thể bị mài mòn do
các cơ chế sau đây:
1. Mài mòn do cào xước hay hạt mài.
Bản chất của mài mòn hạt mài là các hạt cứng của vật liệu gia công và phoi cào xước
vào bề mặt tiếp xúc của dao như tác dụng của các hạt mài nhỏ cắt vào bề mặt dụng cụ trong
quá trình cắt. Khi cắt ở tốc độ thấp, nhiệt cắt thấp cơ chế mài mòn cào xước cơ học là chính.
Các hạt tạp chất có độ cứng cao trong vật liệu gia công khi chuyển động cào xước vào bề mặt
tiếp xúc của dao tạo thành các vết xước song song với phương thoát phoi.
2. Mài mòn do khuếch tán.
Ở nhiệt độ cao, mòn khốc liệt HKC thường xảy ra do hiện tượng khuếch tán vật liệu
dụng cụ vào vật liệu gia công và phoi. Về mặt vật lý, tại vùng tiếp xúc của 2 kim loại được ép
vào nhau và đốt nóng sẽ xuất hiện hiệu điện thế. Dưới hiệu điện thế đó, các phần tử kim loại
của 2 vật tiếp xúc sẽ khuếch tán vào nhau, kết quả một phần vật liệu dao sẽ mất đi dẫn đến
dao bị mài mòn.
Khi cắt dùng dao HKC ở tốc độ cắt cao, nhiệt cắt khoảng gần 10000C thì dao thường
bị mòn do khuếch tán
3. Mài mòn do oxy hoá.
Trong môi trường nhiệt độ cao, các phần tử kim loại trên bề mặt dao bị oxy hoá. Lớp
Oxy hoá này có độ bền yếu nên dễ bị vỡ và lôi đi trong quá trình tạo phoi kéo theo một số vật
liệu của dao nên dẫn đến bị mài mòn.
4. Mài mòn do chảy dính.
Dụng cụ mòn là do các phần tử nhỏ của dao trong quá trình chuyển động bị dính vào
chi tiết gia công và phoi. Do áp lực và nhiệt độ cao, bề mặt tiếp xúc chuyển động liên tục
trong khi cắt tạo điều kiện thuận lợi cho quá trình chảy dính, đó là tạo ra mối liên kết kim loại
như sự hàn ở pha rắn tại những vùng tiếp xúc, trong quá trình chuyển động chúng bị bứt ra và
lôi đi. Khi cắt ở tốc độ thấp ứng với nhiệt cắt thấp (300-4000C) ta thấy rằng kích thước và
khối lượng các phần tử chảy dính trên bề mặt dao HKC cao hơn nhiều so với thép gió, chứng
tỏ rằng sức bền tế vi của các lớp bề mặt thép gió cao hơn HKC. Ngược lại, ở tốc độ cắt cao,
nhiệt cắt lớn thép gió bị mài mòn nhiều hơn so với HKC.
5. Mài mòn do mõi.
Mãnh cắt khi cắt nằm trong điều kiện thay đổi liên tục và theo chu kỳ về nhiệt độ và
lực tác động do vậy dễ gây ra hiện tượng gãy vỡ do mõi.
Ngoài ra quá trình cắt có lẹo dao cũng gây nên mài mòn đáng kể.
Trong quá trình cắt, tuỳ theo điều kiện cắt cụ thể mà cơ chế mài mòn nào sẽ là chủ yếu
làm dao bị mài mòn, nhưng thực tế rất khó phân biệt chính xác các giai đoạn mài mòn do các
cơ chế trên.
6.2. TUỔI BỀN DAO T.
6.2.1. Khái niệm tuổi bền dao.
Tuổi bền dao T (ph) là thời gian làm việc liên tục của dao giữa 2 lần mài sắc.
Tuổi bền dao là nhân tố quan trọng ảnh hưởng đến năng suất và giá thành sản phẩm.
Theo quan điểm tuổi bền dao, tuổi bền dao T được xác định trên cơ sở các yêu cầu về
chất lượng chi tiết gia công, năng suất và giá thành chế tạo sản phẩm với giá trị mài mòn cho
phép [hs] hay [Ak]. Thời gian làm việc của dụng cụ cắt giữa hai lần mài sắc là thời gian làm
việc liên tục của dụng cụ đến khi dụng cụ bị mòn đến giới hạn cho phép, khi dụng cụ bị mòn
đến giới hạn cho phép tương ứng thi không thể tiếp tục cho cắt gọt nữa mà phải được mài sắc
http://www.ebook.edu.vn
C6 MMON CGKL 5 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC VIỆT
lại hặc phải thay dao mới. Vì vậy xác định tuổi bền T của dụng cụ là xác định thời gian làm
việc liên tục của dụng cụ cho đến khi bị mòn đến độ mòn giới hạn cho phép.
6.2.2. Phương pháp xác định tuổi bền dụng cụ.
Nghiên cứu ảnh hưởng của các nhân tố của quá trình cắt đến tuổi bền T bằng phương
pháp thực nghiệm (đo độ mòn cho phép mặt sau [hs] hay diện tích tiết diện lõm mòn Crater
[Ak]). Với các kết quả thực nghiệm, các đồ thị quan hệ giữa độ mòn, tuổi bền và các nhân tố
ảnh hưởng được xác lập. Trên cơ sở đó xác định được quan hệ giữa tuổi bền dao và các nhân
tố ảnh hưởng.
Giả sử bằng thực nghiệm khảo sát mối quan hệ giữa độ lớn mài mòn mặt sau dao hs
với các yếu tố cắt gọt như thời gian cắt τ, tốc độ cắt v, chiều dày cắt a, chiều rộng cắt b… khi
cắt một vật liệu nào đó ta thu được các số liệu và sau khi xử lý ta nhận được phương trình có
dạng hàm mũ sau:
....
p
qur
shs
hC vab
τ
= (mm)
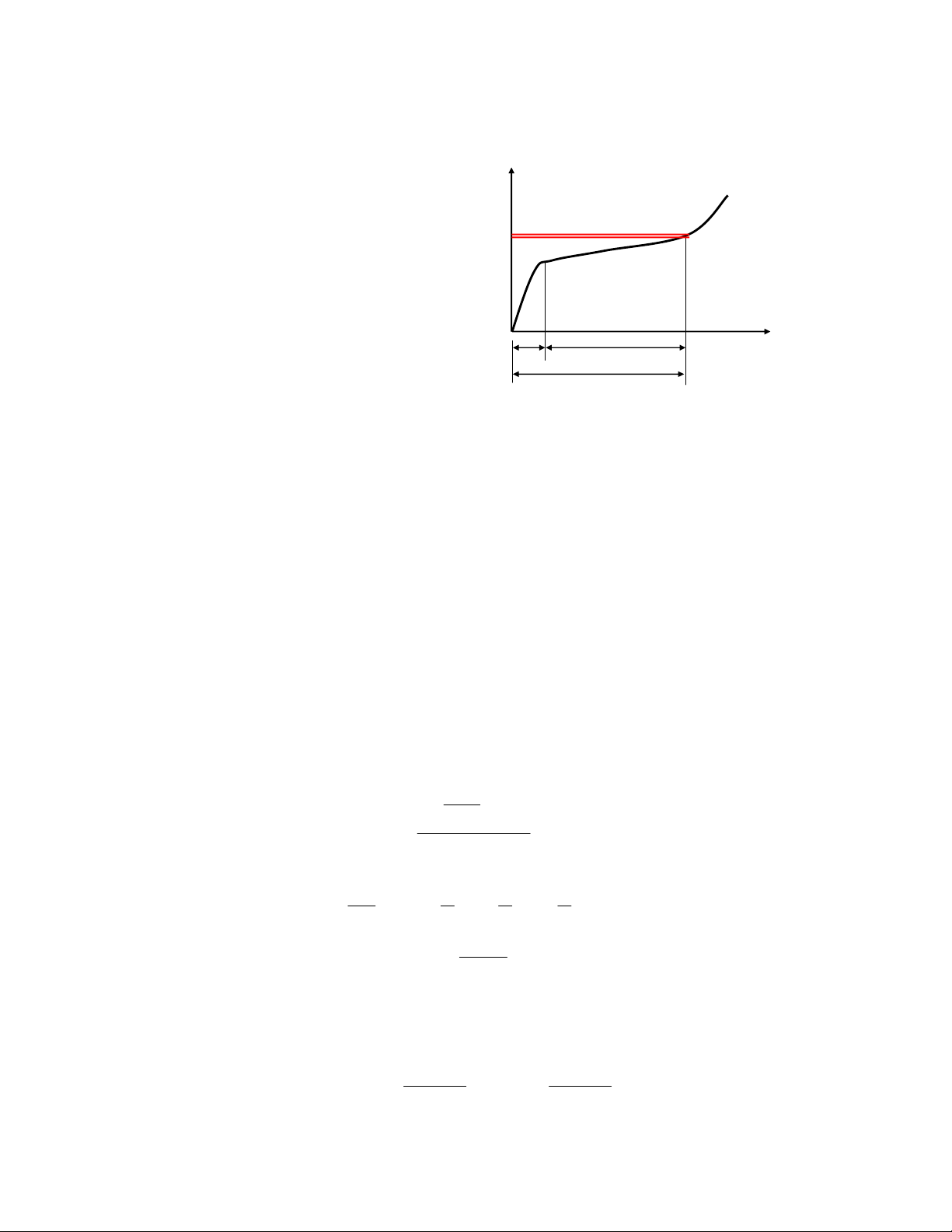
Nếu sau một thời gian độ lớn mài mòn hs đạt đến giới hạn mài mòn cho phép [hs], thì
thời gian cắt τ ứng với độ lớn mài mòn đó chính là tuổi bền dao T. Do vậy ta có thể viết:
[
]
....
pqur
shs
hCTvab=
Công thức trên có thể biến đổi thành:
[]
1/
///
p
s
hs
qp up rp
h
C
Tvab
⎧⎫
⎨⎬
⎩⎭
=
Đặt:
[]
, , ,
s
T
hs
hqu r
Cenk
Cppp
⎧⎫
=
===
⎨⎬
⎩⎭
Ta có: T
enk
C
Tvab
= (ph)
Trong thực tế sử dụng, thường trong những điều kiện cắt cụ thể người ta xác
định trước tuổi bền hợp lý của dao dựa trên một số mục tiêu cụ thể, nhiệm vụ cắt gọt
phải điều chỉnh máy để có tốc độ cắt nhằm đảm bảo mức độ mòn của dao sao cho ứng
với tuổi bền dao đã chọn. Vì vậy công thức trên thường biểu diễn dưới dạng:
vv
v
x
y
m
C
vTab
= hay 0
vv
v
v
xy
m
C
vK
Tab
=
hs [mm]
t [ph]
•
0
B
A
C
•
•
a
T
b
Hình 6.
7
-Tuổibền dao T ứn
g
v
ới
[
h
s
]
[hs]
Một con dao có thể
được mài lại để sử dụng
nhiều lần (N lần), tổng thời
gain sử dụng của dao gọi là
tuổi thọ dao, ký hiệu là T∑
đơn vị tính là phút.
1
1
N
TT
+
Σ=∑








![Tính toán, thiết kế thiết bị cắt laser chương 2: [Hướng dẫn chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2019/20190506/giangvanmac/135x160/6101557147237.jpg)






![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)