
B¸o c¸o tèt nghiÖp NguyÔn Duy Hoµng
Tr−êng §H N«ng nghiÖp I - 81 - T§H K46 - Khoa C¬ §iÖn
4.3 Ch−¬ng tr×nh ®iÒu khiÓn
§Ó thiÕt kÕ hÖ thèng ®iÒu khiÓn tù ®éng c¾t èng em ®· thiÕt kÕ hai phÇn
bao gåm: C¬ khÝ vµ ®iÖn ®iÒu khiÓn
VÒ c¬ khÝ :
§Ó kÐo ®−îc èng nhùa
Φ
32 ( thay cho èng thÐp ë thùc tÕ), em ®· dïng
hai khèi l« kÑp vµo èng vµ c¸c khèi l« nµy ®−îc truyÒn ®éng b»ng ®éng c¬
220V AC 50 W. §Ó c¾t ®−îc èng em dïng mét dao d¹ng ®Üa quay trßn l¾p
trªn mét ®éng c¬ 1 chiÒu 25 W. Ngoµi ra cßn cã c¸c xilanh khÝ nÐn dïng ®Ó
®Èy dao xuèng vµ kÑp chÆt èng khi c¾t, c¸c xilanh nµy ®−îc ®iÒu khiÓn b»ng
c¸c van thuû khÝ 220 V.
VÒ m¹ch ®iÒu khiÓn:
M¹ch ®iÒu khiÓn ®−îc thiÕt kÕ sao cho cã thÓ c¾t èng b»ng tay th«ng
qua Ên nót bÊm hoÆc c¾t tù ®éng th«ng qua viÖc ®iÒu khiÓn cña PLC
B¸o c¸o tèt nghiÖp NguyÔn Duy Hoµng
Tr−êng §H N«ng nghiÖp I - 82 - T§H K46 - Khoa C¬ §iÖn
4.3.1 S¬ ®å thuËt to¸n ®iÒu khiÓn
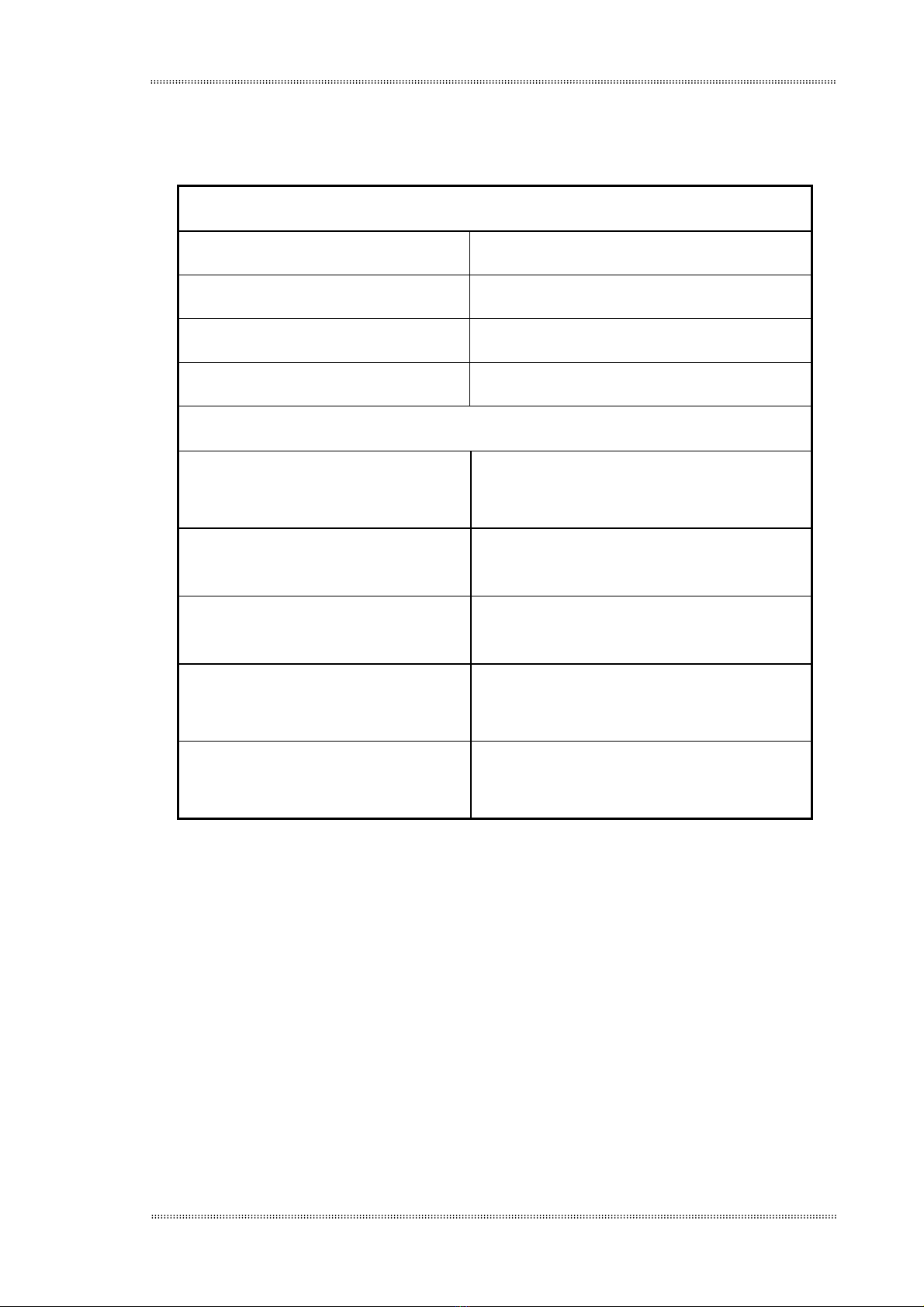
a. §Çu vµo ra cña PLC
§Çu vµo PLC
I0.0 Nót Ên Start
I0.1 TÝn hiÖu tõ m¹ch ®o chiÒu dµi
I0.2 Giíi h¹n d−íi (c¾t xong)
I0.3 Nót Ên Stop
§Çu ra PLC
Q0.0 §éng c¬ b¨ng t¶i
Q0.1 Van cÊp khÝ cho xilanh kÑp chÆt èng
khi c¾t
Q0.2 Van cÊp khÝ cho xilanh ®Èy dao
xuèng
Q0.3 §éng c¬ dao c¾t
Q0.4 Restart m¹ch ®Õm
B¶ng 5. §Çu vµo ra PLC
B¸o c¸o tèt nghiÖp NguyÔn Duy Hoµng
Tr−êng §H N«ng nghiÖp I - 83 - T§H K46 - Khoa C¬ §iÖn
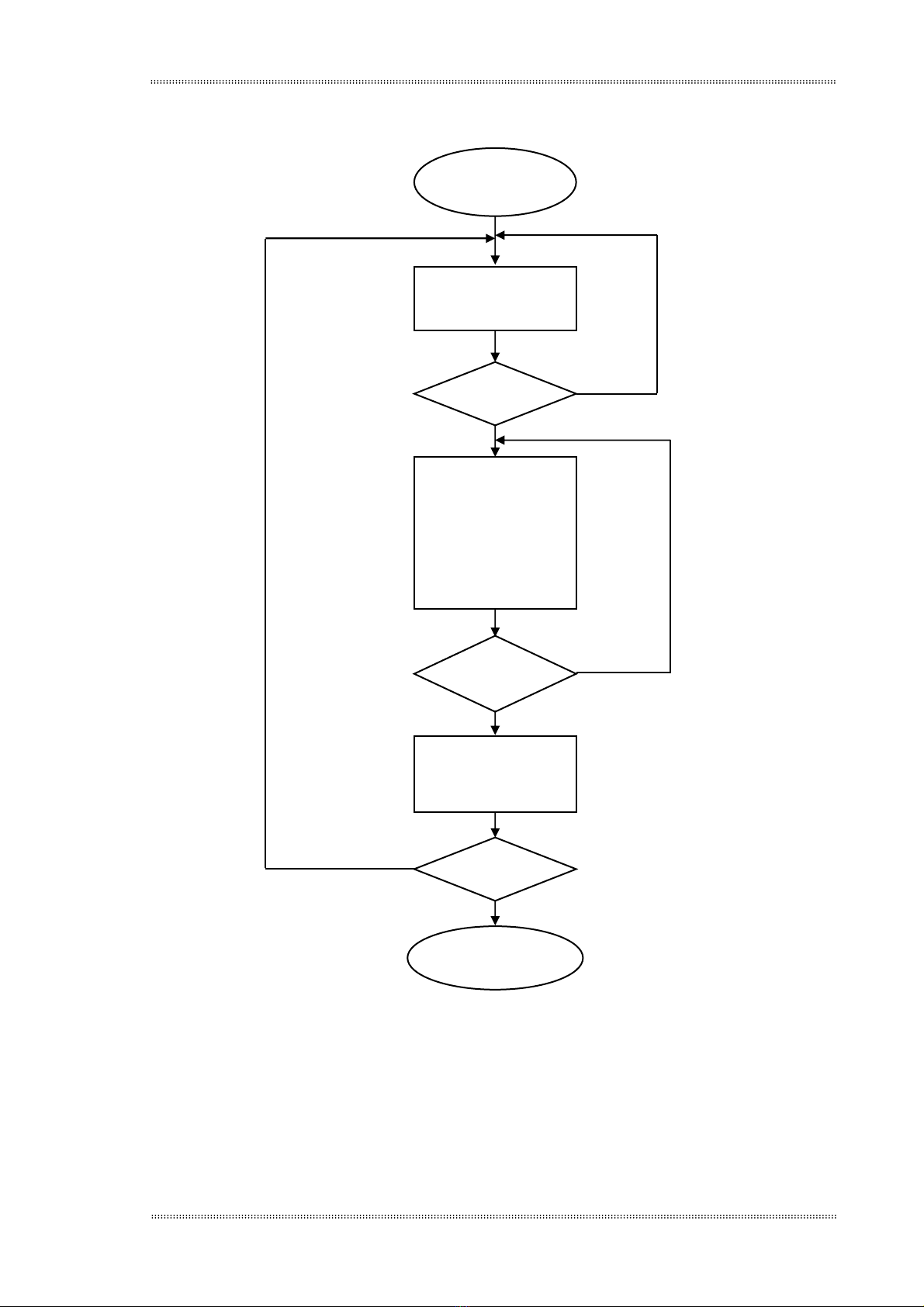
b. S¬ ®å thuËt to¸n ®iÒu khiÓn
H×nh 37. ThuËt to¸n ®iÒu khiÓn
Start
Q0.0=1
Q0.4=1
I0.1=1
Q0.0= 0
Q0.4= 0
Q0.5= 1
Q0.1= 1
Q0.2= 1
Q0.3= 1
I0.2=1
Q0.1= 0
Q0.2= 0
Q0.3= 0
I0.3=1
STOP
B¸o c¸o tèt nghiÖp NguyÔn Duy Hoµng
Tr−êng §H N«ng nghiÖp I - 84 - T§H K46 - Khoa C¬ §iÖn
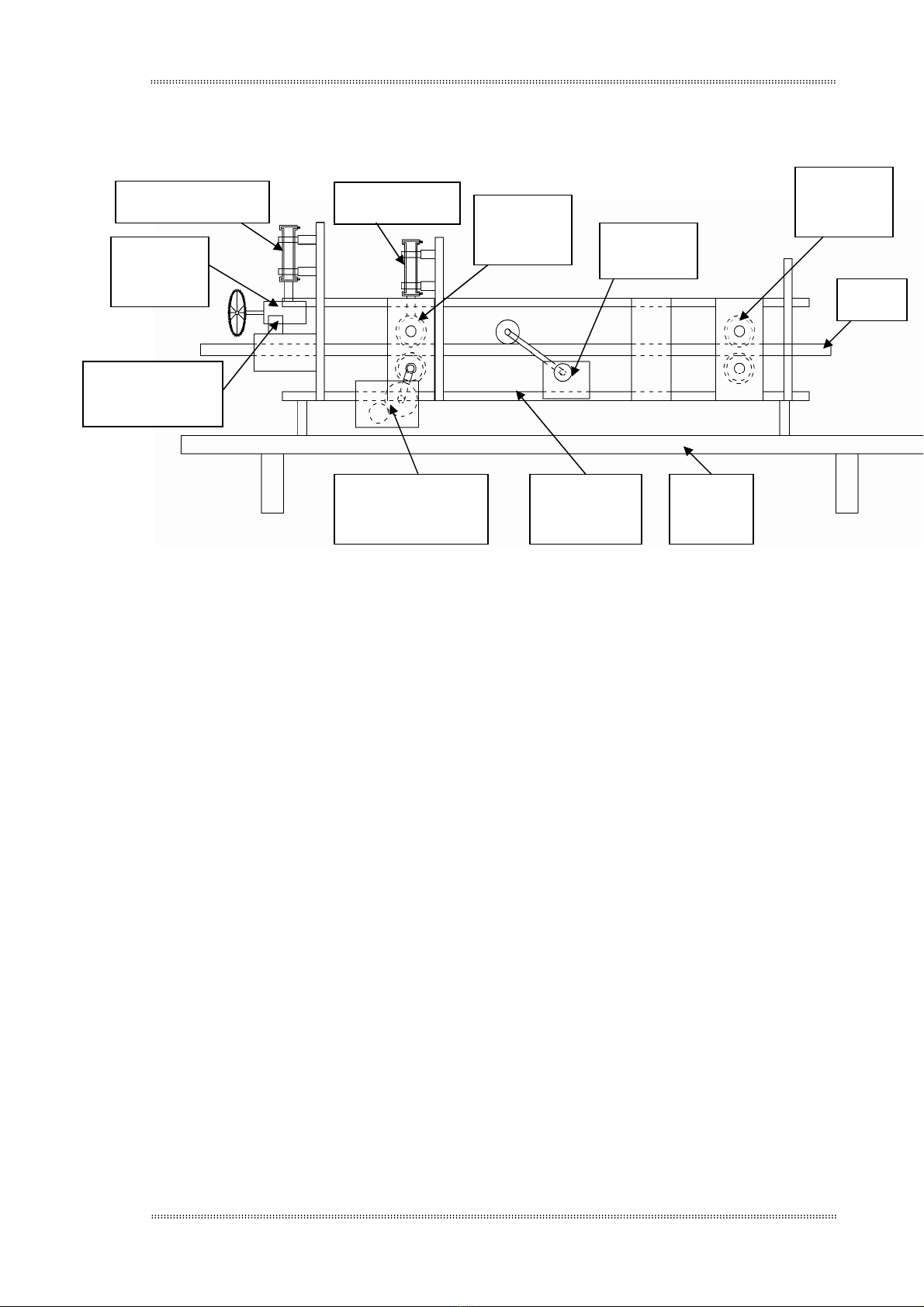
b. Nguyªn lý ho¹t ®éng cña m« h×nh thùc
H×nh38: M« h×nh thùc c¾t èng
Chøc n¨ng cña tõng bé phËn:
+ Roll gi÷ èng: Cïng víi cÆp Roll kÐo èng gi÷ cho èng th¼ng
+ Hép sè ®éng c¬ kÐo èng: Gi¶m tèc ®éng c¬ kÐo èng truyÒn chuyÓn
®éng cña ®éng c¬ kÐo èng
+ Encoder : Khi èng chuyÓn ®éng lµm trôc Encoder quay, qua ®ã Encoder
ph¸t xung ®−a vµo m¹ch ®Óm
+ Xilanh kÑp èng: §Èy hoÆc kÐo Roll kÑp èng
+ Xilanh h¹ dao : §Èy hoÆc kÐo ®éng c¬ dao c¾t lªn xuèng ( c¸c Xilanh
®−îc cÊp khÝ nÐn tõ m¸y nÐn khÝ qua c¸c van ®iÖn )
+ Giíi h¹n d−íi cña dao c¾t: §©y lµ mét Sensor tiÖm cËn, giíi h¹n hµnh
tr×nh d−íi cña ®éng c¬ dao c¾t
Tr−íc khi cho m« h×nh lµm viÖc, èng nhùa PVC (thay èng thÐp) ®−îc ®Æt
s½n lªn b¨ng t¶i. Khi Ên nót Start tiÕp ®iÓm I0.0 t¸c ®éng PLC b¾t ®Çu lµm viÖc.
Lóc nµy PLC ®iÒu khiÓn hÖ thèng lµm viÖc, ngay khi PLC lµm viÖc cæng ra Q0.0
t¸c ®éng cÊp ®iÖn cho cuén hót r¬le b¨ng t¶i ®ãng ®iÖn ®éng c¬ kÐo èng. PLC
duy tr× tÝn hiÖu ®Çu ra Q0.0 ®Õn khi cã tÝn hiÖu I0.1 cña m¹ch ®o chiÒu dµi b¸o ®·
®ñ ®é dµi. Khi tÝn hiÖu I0.1 t¸c ®éng PLC ®iÒu khiÓn dõng ®éng c¬ kÐo èng vµ
Roll gi÷
èng
èng
Roll kÑp
èng Encode
r
Xilanh kÑp
Giíi h¹n d−íi
cña dao c¾t
Xilanh h¹ dao
§éng c¬
dao
Hép sè ®éng
c¬ kÐo èng
Khung
m« h×nh
§Õ m«
h×nh
B¸o c¸o tèt nghiÖp NguyÔn Duy Hoµng
Tr−êng §H N«ng nghiÖp I - 85 - T§H K46 - Khoa C¬ §iÖn
Reset m¹ch ®Õm, ®ãng ®iÖn lÇn l−ît van khÝ nÐn h¹ kÑp (Q0.1), van khÝ nÐn h¹
dao (Q0.2), ®éng c¬ dao c¾t (Q0.3). PLC duy tr× ho¹t ®éng cña c¸c van khÝ nÐn,
®éng c¬ dao c¾t khi dao c¾t xong èng ch¹m vµo giíi h¹n d−íi (sensor tiÖm cËn)
lµm t¸c ®éng cæng vµo I0.2. Khi cæng vµo I0.2 t¸c ®éng, PLC ®iÒu khiÓn ng¾t
®iÖn lÇn l−ît ®éng c¬ dao c¾t, ng¾t van khÝ nÐn kÐo dao c¾t lªn, ng¾t van kÑp kÐo
kÑp lªn, ®ång thêi khëi ®éng bé timer. Bé timer t¸c dông t¹o ra kho¶ng thêi gian
1 phót ®Ó dao c¾t ®−îc kÐo lªn hoµn toµn. Sau 1 phót dao ®−îc kÐo lªn hoµn toµn,
ch−¬ng tr×nh l¹i ®−îc b¾t ®Çu tõ ®Çu. Khi muèn dõng khÈn cÊp hÖ thèng Ên nót
Stop t¸c ®éng cæng vµo I0.3 lµm PLC dõng hÖ thèng ngõng lµm viÖc
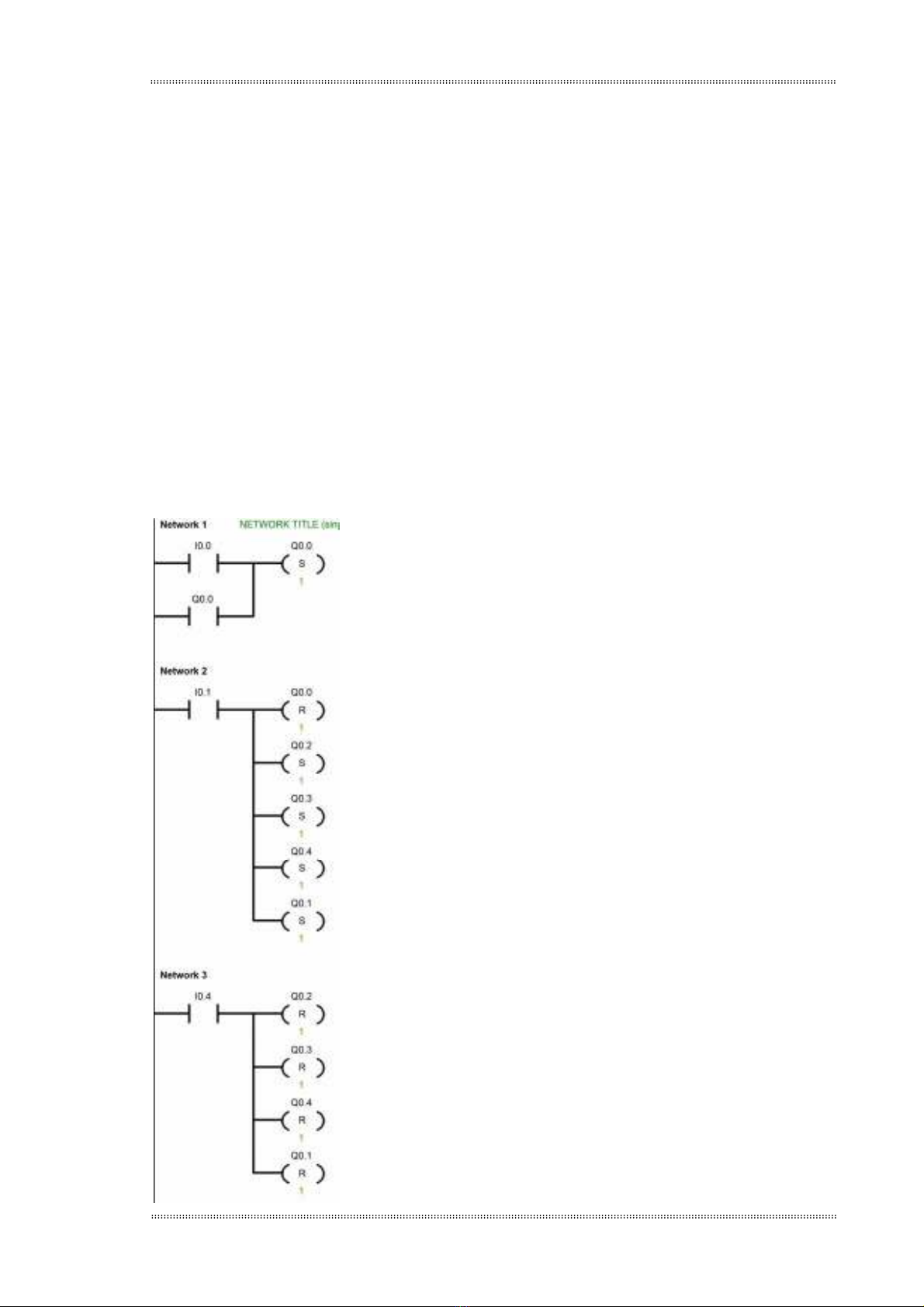
c. Ch−¬ng tr×nh ®iÒu khiÓn
Ch−¬ng tr×nh viÕt d¹ng LAD









![Tính toán, thiết kế thiết bị cắt laser chương 2: [Hướng dẫn chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2019/20190506/giangvanmac/135x160/6101557147237.jpg)
![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)














