






thi công chân đế công trình biển bằng thép, chương 6
lượt xem 112
download
 Download
Vui lòng tải xuống để xem tài liệu đầy đủ
Download
Vui lòng tải xuống để xem tài liệu đầy đủ
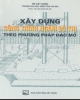
Qua sự phân tích các phương án thi công ở trên, đồng thời với thực tế khả năng thi công của XNLD VIETSOVPETRO, với kết cấu và quy mô công trình thì ta chọn phương án thi công khối chân đế là: Thi công chế tạo trên bờ bằng phương pháp quay lật Panel, thi công hạ thuỷ xuống sà lan bằng phương pháp kéo trượt, thi công đánh chìm KCĐ bằng bàn xoay từ sà lan không có sự hỗ trợ của cẩu. III.1. Quy hoạch mặt bằng thi công trên bãi lắp ráp. Hình III.1: Quy hoạch mặt bằng...
Bình luận(0) Đăng nhập để gửi bình luận!
CÓ THỂ BẠN MUỐN DOWNLOAD






















Chịu trách nhiệm nội dung:
Nguyễn Công Hà - Giám đốc Công ty TNHH TÀI LIỆU TRỰC TUYẾN VI NA
LIÊN HỆ
Địa chỉ: P402, 54A Nơ Trang Long, Phường 14, Q.Bình Thạnh, TP.HCM
Hotline: 093 303 0098
Email: support@tailieu.vn
Giấy phép Mạng Xã Hội số: 670/GP-BTTTT cấp ngày 30/11/2015 Copyright © 2022-2032 TaiLieu.VN. All rights reserved.

