Cấu tạo các chi tiết cơ bản của cơ cấu phối khí
1- Trục cam
Trục được làm bằng thép, cấu tạo bởi các các vấu cam và các cổ trục. Số lượng
cam đúng bằng số xu páp, chúng được bố trí sao cho đảm bảo thứ tự nổ của các xi
lanh của động cơ. Số cổ trục được tính toán, thiết kế tuỳ theo số lượng xi lanh và
cách bố trí các xi lanh, sao cho đảm bảo độ cứng vững cho trục.
Biên dạng cam quyết định thời điểm đóng, mở các xu páp, vì vậy nó phải được
tính toán sao cho đảm bảo được các pha phối khí của động cơ theo như thiết kế,
còn chiều cao của đỉnh cam thì quyết định độ mở của xu páp. Hiện nay, được sử
dụng phổ biến hơn cả là các cam có biên dạng đối xứng, nó đảm bảo đóng, mở xu
páp một cách êm dịu và dứt khoát.
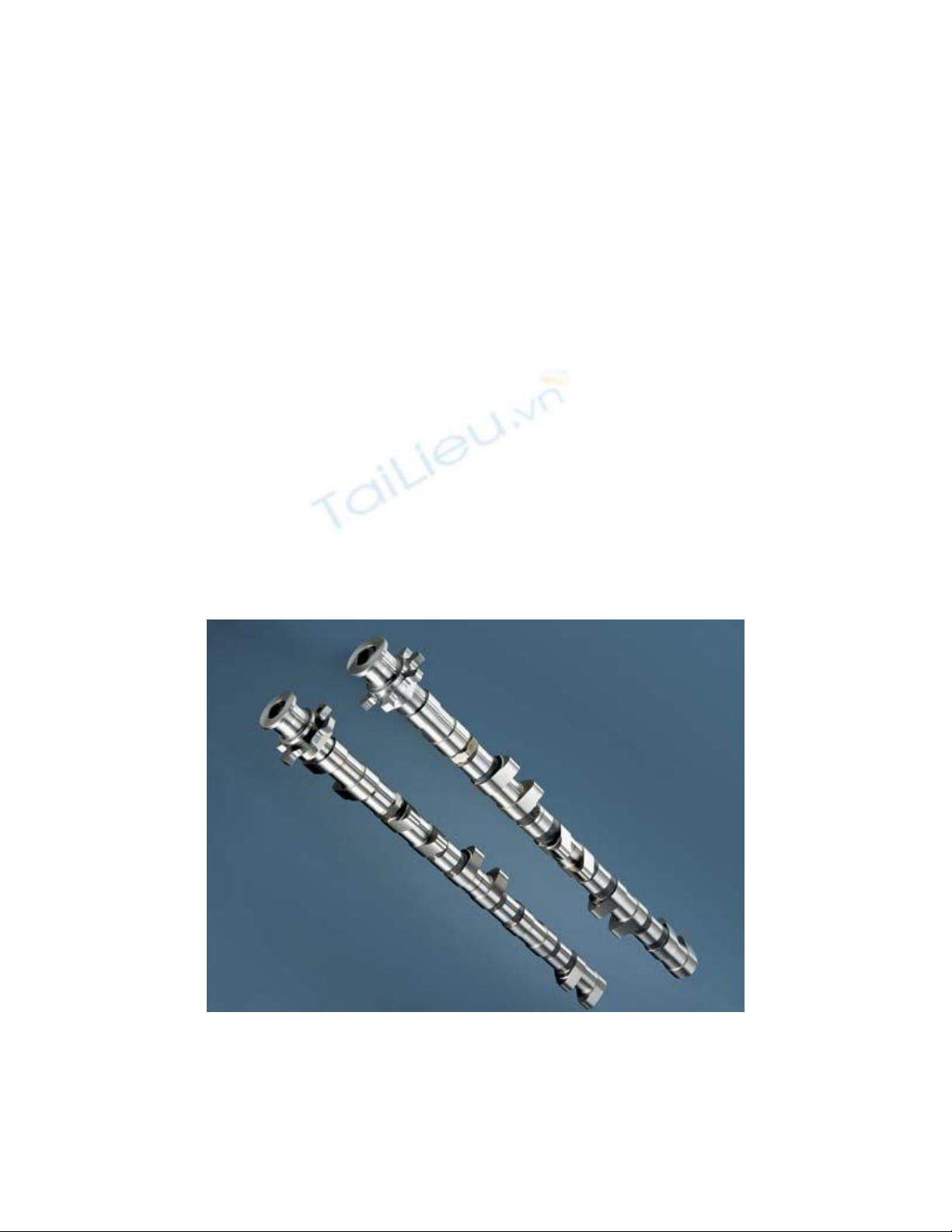
Thông thường các cam được chế tạo liền với trục. Để giảm ma sát và mài mòn khi
làm việc, bề mặt của cam phải được gia công kỹ lưỡng: tôi thấm các bon, thấm ni
tơ và mài bóng.
Các cổ của trục cam là vị trí lắp lên các gối đỡ trục, các gối này thường là các ổ
trượt .
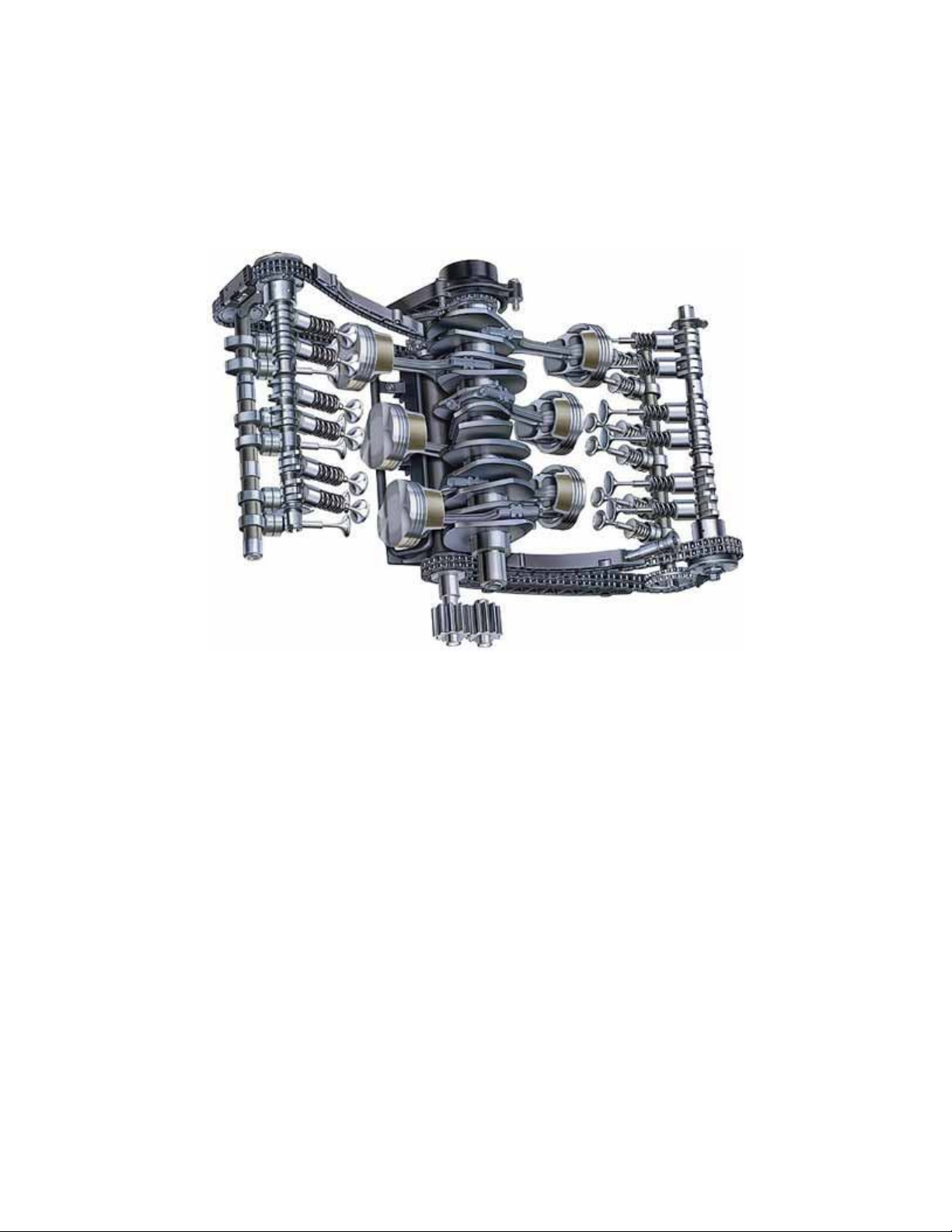
2- Dẫn động trục cam
Trên các động cơ đốt trong hiện nay phổ biến 3 phương pháp dẫn động trục cam:
bằng bánh răng, bằng dây đai răng và bằng xích (hình 3.4). Việc lựa chọn phương
pháp dẫn động phụ thuộc vào vị trí bố trí trục cam, loại động cơ và truyền thống
của hãng chế tạo. Chẳng hạn, các động cơ diezel công suất lớn thường sử dụng
dẫn động bằng bánh răng với các trục cam bố trí dưới (trong thân máy). Các động
cơ cỡ nhỏ, đặt trên các xe ôtô con thường sử dụng dẫn động xích hoặc đai răng.
Hình minh họa.

Bánh răng chủ động được lắp ở đầu trục khuỷu của động cơ và truyền động cho
bánh răng (hoặc các bánh răng) trên trục cam. Tỷ số truyền của các cặp bánh răng
này bằng 2 đối với các động cơ 4 kỳ và bằng 1 đối với các động cơ 2 kỳ. Trong
một số trường hợp các bánh răng dẫn động bơm dầu bôi trơn, bơm nhiên liệu, bộ
chia điện, ... cũng ăn khớp với bánh răng dẫn động cam, tạo thành một cụm và
thường được bố trí trong một hộp nằm ở phía đầu động cơ. Để đảm bảo độ êm dịu
và giảm độ ồn khi làm việc, các bánh răng dẫn động trục cam thường là các bánh
răng nghiêng. Khi lắp các bánh răng này cần lưu ý đặt đúng theo dấu đã đánh trên
các bánh răng.
Ưu điểm của dẫn động bằng bánh răng là có độ bền và tuổi thọ cao mà kết cấu lại
đơn giản, tuy nhiên nó có nhược điểm lớn là ồn. Hiện nay, dẫn động trục cam
bằng bánh răng chỉ còn được sử dụng chủ yếu trên các động cơ lớn, còn trên các
động cơ ôtô con, nó được thay thế bằng dẫn động đai răng và dẫn động xích.
Đối với các động cơ có trục cam bố trí trên, ký hiệu OHC (overhead camshaft) và
các động cơ có 2 trục cam bố trí trên, ký hiệu DOHC (dual overhead camshaft) thì
trục cam nằm trên nắp máy, do vậy dẫn động bằng đai và xích thuận lợi hơn nhiều
so với dẫn động bánh răng. Hơn nữa, các dạng dẫn động này làm việc có độ ồn ít
hơn nhiều so với dẫn động bánh răng.
Dẫn động xích cũng cần phải được bôi trơn giống như dẫn động bánh răng. Để
đảm bảo cho xích luôn có độ căng nhất định trong quá trình làm việc thì cần phải
có cơ cấu căng xích tự động hoặc có thể điều chỉnh được. Ngoài ra, để tránh rung
động quá mạnh của xích thì phải có bộ phận giảm chấn.
Dẫn động đai răng được sử dụng ngày càng nhiều trong thời gian gần đây và
chiếm số nhiều trên các động cơ ôtô con. Điều này được lý giải bởi các ưu điểm
nổi bật của dẫn động đai là: ít ồn hơn cả dẫn động xích, không cần bôi trơn và
không đòi hỏi phải điều chỉnh độ căng trong quá trình sử dụng. Hơn nữa, dây đai

nhẹ hơn nhiều so với các bánh răng hay xích. Tuy nhiên, để chế tạo được các dây
đai đảm bảo độ bền và tuổi thọ cao thì cần phải có công nghệ cao.
3- Xu páp
Các xu páp được cấu tạo gồm 2 phần: đầu và thân. Đầu xu páp có hình đĩa, mặt
làm kín (tỳ lên đế xu páp) được chế tạo vát hình côn (thường có góc nghiêng là
45° ). Đế xu páp nằm trên nắp máy và cũng có mặt vát tương tự. Đế có thể được
gia công trực tiếp trên nắp máy (nếu nắp máy đúc bằng gang) hoặc chế tạo thành
chi tiết rời rồi ép vào nắp máy (xem các hình 3.4 và 3.1- d). Các mặt tỳ của xu páp
và đế phải được mài rà với nhau kỹ lưỡng trước khi lắp để đảm bảo độ kín. Thân
xu páp di chuyển trong ống dẫn hướng, ống này thường được chế tạo độc lập sau
đó ép vào nắp máy. Nó vừa có nhiệm vụ dẫn hướng vừa làm kín. Do vậy, phần
thân xu páp trượt trong ống phải được gia công với độ chính xác và độ bóng cao.
Đuôi của xu páp thường là nơi bố trí chi tiết hãm. Kết cấu của khoá hãm tương đối
đa dạng, nhưng phổ biến hơn cả là loại khoá hãm 2 nửa: mặt ngoài côn, mặt trong
trụ và có gờ ăn vào rãnh tiện trên đuôi xu páp. Khoá này chặn đĩa đỡ phía trên của
lò xo, nhờ nó mà lực đẩy của lò xo được truyền sang thân xu páp, đảm bảo cho
mặt tỳ của xu páp luôn tỳ chặt lên đế, nghĩa là đảm bảo độ kín cho buồng đốt khi
xu páp ở trạng thái đóng.
Trong quá trình làm việc của động cơ, xu páp xả phải chịu nhiệt độ rất cao do
luồng khí cháy đi qua nó ở kỳ xả. Vì vậy, xu páp xả thường được chế tạo bằng
thép hợp kim chịu nhiệt, còn xu páp hút được chế tạo bằng thép crôm. Đôi khi
phần đầu và thân của xu páp được chế tạo rời từ các loại vật liệu khác nhau và
ghép lại với nhau bằng mối hàn. Trong một số trường hợp, thân và đầu xu páp
được làm rỗng, trong đó chứa các loại muối nóng chảy hay natri kim loại (nóng
chảy ở nhiệt độ 97° C). Khi gặp nhiệt độ cao, các chất này nóng chảy, làm tăng
khả năng điều hoà nhiệt độ trên toàn thân xu páp (dẫn nhiệt nhanh từ vùng nóng

sang vùng nhiệt độ thấp hơn) và làm giảm nhiệt độ cho khu vực chịu nhiệt cao của
xu páp.
Lò xo xu páp có nhiệm vụ ép chặt mặt tỳ của xu páp lên đế của nó để đảm bảo giữ
cho xu páp luôn đóng kín. Để định vị cho xu páp nằm chính xác trên đế của nó,
trong nhiều trường hợp, người ta sử dụng 2 lò xo lồng vào nhau và có hướng xoắn
ngược nhau.
4- Các chi tiết khác
Đối với các động cơ có xu páp trên (OHV) và trục cam đặt dưới thì các cam điều
khiển các xu páp đóng mở theo đúng pha phối khí nhờ một hệ thống dẫn động cơ
khí bao gồm con đội, đũa đẩy và đòn mở .
Con đội thường có dạng cốc hình trụ, mặt dưới của nó tỳ lên vấu cam, còn trong
cốc chứa đầu dưới của đũa đẩy. Phía dưới của con đội có thể lắp con lăn hoặc có
dạng hình nấm để giảm ma sát tiếp xúc trong quá trình làm việc.
Đũa đẩy có dạng đũa, làm bằng thép đặc hoặc rỗng, các đầu của nó có các mặt cầu
để tỳ lên con đội (đầu dưới) hay đế của vít chỉnh ở đầu đòn mở (đầu trên). Các đầu
tỳ này được tôi thấm các bon để đảm bảo độ bền chống mài mòn trong quá trình
làm việc.
Đòn mở có dạng đòn quay quanh một trục với 2 nửa đòn có độ dài không bằng
nhau. Các đòn được chế tạo từ thép bằng công nghệ dập, chúng được lắp lên trục
của giàn xu páp thông qua các bạc bằng đồng. Đầu dài của đòn mở có mặt cầu để
tỳ lên đuôi của xu páp.
Đối với các động cơ có trục cam đặt ở trên nắp máy (OHC và DOHC) thì cơ cấu
phối khí không có đũa đẩy, các cam có thể tác động trực tiếp lên các xu páp hoặc
thông qua các đòn mở đặc biệt.

![Chương trình khung trình độ cao đẳng nghề Cắt gọt kim loại - Trường CĐN KTCN Dung Quất [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2021/20210417/tradaviahe20/135x160/1301618651048.jpg)
![Tổng hợp 58 câu hỏi về đồ án Chi tiết máy [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20201015/daohachi0512/135x160/9011602770055.jpg)






![Bài giảng Ứng dụng tin học trong Kỹ thuật phương tiện thủy [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251216/anhquangvu03@gmail.com/135x160/12021765937860.jpg)





![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)








