






Đồ án: Thiết kế quy trình công nghệ gia công Tay Biên Sàn Nguội
lượt xem 101
download
 Download
Vui lòng tải xuống để xem tài liệu đầy đủ
Download
Vui lòng tải xuống để xem tài liệu đầy đủ
Trong công cuộc xây dựng và phát triển đất nước, ngành công nghiệp nói chung và ngành cơ khí nói riêng đòi hỏi đội ngũ kỹ sư và cán bộ kỹ thuật phải có kiến thức cơ bản tương đối rộng và phải biết vận dụng kiến thức đó để giải quyết vấn đề gặp trong sản xuất, sửa chữa và sử dụng.Để đạt được điều đó thì ngay từ khi còn học ở trường cao đẳng cơ khí Luyện Kim mỗi sinh viên phải nắm vững được những kién thức cơ bản nhất....
Bình luận(0) Đăng nhập để gửi bình luận!
Nội dung Text: Đồ án: Thiết kế quy trình công nghệ gia công Tay Biên Sàn Nguội
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y …………..o0o………….. Luận văn Thiết kế quy trình công nghệ gia công Tay Biên Sàn Nguội Tr¬ng Chuyªn 1 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y Bộ Giáo dục và đào tạo Cộng hoà xã hội chủ nghĩa việt nam Trường CĐCK-Luyện Kim Độc lập-Tự do-Hạnh phúc Khoa : Cơ Khí ĐỀ TÀI THIẾT KẾ ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY Người thiết kế : Nguyễn Thị Uyên Lớp CĐCK 44B Ngành: Cơ khí chế tạo máy. Giáo viên hướng dẫn : Nguyễn Trương Chuyên Ngày giao đề tài : 12 / 12 / 2009 Ngày hoàn thành : 14 / 2/ 2009 Nội dung đề tài : THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG TAY BIÊN SÀN NGUỘI Sản lượng : 3500 Chi tiết /năm. Trang thiết bị : Tự chọn. Chuyên đề : Cơ khí chế tạo máy . Số lượng & kích thước bản vẽ : 05 bản Ao. Bản vẽ chi tiết lồng phôi : 1 A0 Bản vẽ sơ đồ nguyên công : 3 A0 Bản vẽ đồ gá chuyên dùng : 1 A0 Ngày tháng năm 200 Tr¬ng Chuyªn 2 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y MỤC LỤC Phần I : Phân tích chi tiết gia công và xác định dạng sản xuất Phần II : Chọn phôi và thiết kế bản vẽ chi tiết lồng phôi Phần III : Thiết kế quy trình công nghệ gia công chi tiết. Phần IV : Tính và tra lượng dư Phần VI : Tính và tra chế độ cắt cho các bước. Phần VII : Tính và thiết kế đồ gá cho nguyên công tiện lỗ NHẬN XÉT CỦA THẦY GIÁO HƯỚNG DẪN Tr¬ng Chuyªn 3 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y LỜI NÓI ĐẦU Trong công cuộc xây dựng và phát triển đất nước, ngành công nghiệp nói chung và ngành cơ khí nói riêng đòi hỏi đội ngũ kỹ sư và cán bộ kỹ thuật phải có kiến thức cơ bản tương đối rộng và phải biết vận dụng kiến thức đó để giải quyết vấn đề gặp trong sản xuất, sửa chữa và sử dụng.Để đạt được điều đó thì ngay từ khi còn học ở trường cao đẳng cơ khí Luyện Kim mỗi sinh viên phải nắm vững được những kién thức cơ bản nhất. Sau hai năm rưỡi học ở trường cao đẳng luyện kim Thái Nguyên, em đã tiếp thu được lượng kiến thức rất cơ bản về ngành chế tạo máy. Đề tài “ Thiết kế quy trình công nghệ gia công Tay Biên Sàn Nguội”. Với sự giúp đỡ tận tình của thầy giáo Nguyễn Trương Chuyên, cùng với sự nỗ lực của bản thân, quá trình làm đồ án Công nghệ Chế Tạo Máy của em đã hoàn thành. Đồ án giúp em tìm hiểu lại toàn bộ và rút ra những kiến thức cơ bản đã học suốt hai năm học, đồng thời góp phần giúp em mở rộng nâng cao vốn kiến thức về ngành Cơ Khí Chế Tạo Máy. Ngoài ra đồ án còn trình bầy cách giải quyết một vấn đề cụ thể mà công việc thực tế sản xuất đòi hỏi. Sau hai tuần làm đồ án được sự hướng dẫn và giúp đỡ hết sức tận tình của thầy giáo hướng dẫn và các thầy giáo khác, cùng với sự cố gắng tìm hiểu của bản thân em đã hoàn thành tốt đồ án. Tuy nhiên trong quá trình tính toán thiết kế, do kiến thức còn hạn chế, không tránh khỏi những thiếu xót, em mong các thầy cô giáo chỉ bảo để giúp em khắc phục thiếu xót. Em xin chân thành cảm ơn! Thái Nguyên, ngày 12 tháng 2 năm 2009 Sinh viên Tr¬ng Chuyªn 4 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y Nguyễn Thị Uyên Lớp CĐCK 44B Tài Liệu Tham Khảo 1. Sổ tay Công nghệ Chế Tạo Máy T 1,2,3 (NXB KH&KT ) 2. Chế độ cắt khi gia công cơ (Trường ĐHBK-1969). 3. Atlát đồ gá (NXB KH&KT ) 4. Đồ gá cơ khí tự động hoá (NXB KH&KT ) 5. Tập bản vẽ môn học đồ gá (Chu Thúc Độ) 6. Tập bản vẽ môn học CNCTM (Cao Đẳng Luyện Kim) 7. Hướng dẫn làm đồ án CNCTM (Cao Đẳng Luyện Kim) 8. Thiết kế đồ án CNCTM (Trần Văn Định) 9. Tập bẳng tra chế độ cắt-T1,2 (Cao Đẳng Luyện Kim) 10. Sách hướng dẫn làm đồ án Chi Tiết Máy (NXB KH&KT ) 11. Hướng dẫn làm đồ án dao (Cao Đẳng Luyện Kim) Tr¬ng Chuyªn 5 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y PHẦN I PHÂN TÍCH CHI TIẾT GIA CÔNG VÀ XÁC ĐỊNH DẠNG SẢN XUẤT 1.1)Phân tích chức năng và điều kiện làm việc của chi tiết - Tay biên nói chung và tay biên sàn nguội nói riêng đều là chi tiết dạng càng. Với tay biên sàn nguội có một lỗ chính được lắp với trục khuỷu một đầu được nối với sàn nguội - Tay biên có chức năng biến chuyển động tịnh tiến lên xuống của piston thành chuyển động quay của trục khuỷu và là chuyển động quay của máy - Cùng với nhưng chức năng như trên tay biên cũng có điều kiện làm việc rất phức tạp chịu tác dụng của lực quán tính và lực ép từ trên xuống, đồng thời chịu tác dụng của nhiệt độ cao. Những lực này có trị số rất lớn và thay đổi theo chu kì nhất định nên có tính va đập mạnh + Các lực gây ra ứng suất uốn và nén đồng thời gây ra hiện tượng dao động và làm động cơ mất thăng bằng Do các lực tác dụng lên tay biên như trên nên tay biên phải có kết cấu hợp lí cũng như độ bền cơ học an toàn khi động cơ làm việc 1.2)Phân tích tính công nghệ trong kết cấu và yêu cầu kĩ thuật của chi tiết a) Tính công nghệ Tính công nghệ trong kết cấu có ý nghĩa quan trọng vì nó ảnh hưởng đến năng suất và độ chính xác gia công, là một trong những tính chất quan trọng của sản phẩm cơ khí nhằm đảm bảo tiêu hao kim loại ít nhất giá thành thấp nhất. Tính công nghệ trong kết cấu của chi tiết có ảnh hưởng trực tiếp tới năng suất và độ chính xác gia công Tính công nghệ trong kết cấu của chi tiết phụ thuộc vào quy mô sản xuất và tính chất hàng loạt của sản phẩm và phụ thuộc vào điều kiện sản xuất cụ thể. Tính công nghệ trong kết cấu phải được đánh giá với tông thể chi tiết gia công Với chi tiết tay biên kết cấu đảm bảo độ cứng vững và độ bền khi làm việc, tiết kiệm vật liệu gia công, cho phép cắt gọt với chế độ cắt lớn, các bề mặt gia công đều là bề mặt quy chuẩn phải phân biệt rõ ràng. Mặt đầu tay biên là mặt phẳng, các mặt đầu nằn trên cùng một mặt phẳng song song tạo điều kện thuận lợi cho quá trình gia công chi tiết. Kết cấu của tay biên đối xứng qua mặt phẳng đối xứng với tâm của lỗ. Hình dáng thuận lợi cho việc sử dụng chuẩn thống nhất. Vật liệu để làm tay biên có thể được thay đổi bằng loại vật liệu khác có độ cứng độ bền độ dẻo dai và độ chịu va đập tương đối thép 45 và tuỳ Tr¬ng Chuyªn 6 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y theo điều kiện làm việc cụ thể. Tay biên có chỗ kích thức hợp lí đảm bảo tính năng lắp ráp đạt năng suất cao. Các bề mặt , các yêu cầu kĩ thuật đối với chi tiết có thể đạt được bằng các biện pháp công nghệ gia công thông thường Qua phân tích ở trên ta có thể kết luận tay biên là một chi tiết có tính công nghệ trong kết cấu b) Yêu cầu kĩ thuật Tay biên sàn nguội có một lỗ chính lắp với cổ trục khuỷu, một đầu được nối với sàn nguội chúng đều có các chuyển động tương đối với bề mặt lắp ghép, chịu mài mòn liên tục với các đặc điểm và điều kiện làm việc như trên để đảm bảo cho động cơ làm việc lâu dài với độ tin cậy cao khi chế tạo tay biên cần đạt các yêu cầu kĩ thuật dưới đây - Sai số bán kính lắp ghép với trục R= 140 0..054 0 014 - Sai số bặc chống trượt 320 - Độ bóng các bề mặt tiếp xúc với nửa còn lại của tay biên và với phần lắp ghép với sàn ngưội đạt R a = 1.25 - Bề mặt lỗ to được lắp với trục khuỷu có thể thông qua bạc hai nửađảm bảo cho chuyển động quay chính xác và tránh mòn khi làm việc, yêu cầu độ bóng bề mặt của lỗ đạt Ra = 0.63. Dung sai của lỗ đạt R= 140 0..054 0 014 - Nắp biên đựợc kẹp chặt với thân biên nhờ hai bu lông, hai bu lông này đóng vai trò là hai chốt định vị có tác dụng định vị chính xác nắp biênvà thân biên do đó mà hai lỗ phải được gia công chính xác về kích thước và hình dáng hình học. Ngoài ra còn phải đảm bảo độ vuông góc giữa mặt đầu và đường tâm hai lỗ để tránh bu lông không xuất hiện lực lệch tâm - Chi tiết không cho phép nứt rỗ cong vênh,đây cũng là yêu cầu quan trọng của chi tiết làm việc trong điều kiện khắc nghiệt, chịu lực lớn và thay đổi theo chu kì các khuyết tật này sẽ làm giảm độ bền của chi tiết tạo nên ứng xuất dư gây vỡ chi tiết - Độ cứng của tay biên đạt 217 -290 HB yêu cầu này đảm bảo cho chi tiết đủ độ cứng vững và chịu mài mòn trong quá trình làm việc - Ngoài ra với chi tiết tay biên việc cân bằng trọng lượng đóng một vai trò quan trọng vì nếu đảm bảo tốt việc cân bằng trọng lượng thì động cơ sẽ làm việc êm ít rung động c) Biện pháp công nghệ Qua các yêu cầu kĩ thuật đã nêu ra ở trên căn cứ vào độ bang cấp chính xác và dung sai kích thước ta đưa ra các biện pháp gia công lần cuối cho các bề mặt + Bề mặt lỗ: Để đạt được kích thước R = 140 0..054 và độ bang Ra=0.63 0 014 ta chọn biện pháp gia công tinh lần cuối là mài tinh Tr¬ng Chuyªn 7 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
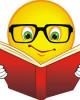
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y + Các mặt đầu và thân tay biên để đạt được kích thước và độ bóng bề mặt theo yêu cầu, đồng thời đảm bảo hiệu quả kinh tế ta chọn phương pháp phay + Bề mặt lắp ráp giữa nắp biên và thân biên để đạt được kích thước và độ bóng,đồng thời đảm bảo các yêu cầu về lắp ráp ta chọn phương pháp phay hạ bậc + Để đảm bảo độ vuông góc giữa đường tâm lỗ với mặt đầu khi gia công lỗ ta chọn mặt đầu làm chuẩn chính + Hai lỗ dùng để lắp ghép giữa thân biên và nắp biên cần phảI gia công chính xác và phải vuông góc với bề mặt lắp ghép do đó khi gia công ta chọn mặt đầu làm chuẩn để khoan sau đó tarô ren + Ngoài ra trên phần thân chi tiết có những đường gân gờ để tăng độ cứng vững cho chi tiết, tăng khả năng chịu uốn và xoắn, hình dáng kết cấu phù hợp đảm bảo yêu cầu kĩ thuật, tiết kiệm nguyên vật liệu và hợp lí về mặt công nghệ trong kết cấu 1.3) Bản vẽ chi tiết vào thuyết minh Tr¬ng Chuyªn 8 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y 160 40 110 20 2.5 65 2.5 8 Ø1 2.5 115 70 145 56 640 100 0.63 2.5 2.5 320-0.05 330 ±0.05 380 yªu cÇu kü thuËt -§é kh«ng song song cña t©m lç trong kho¶ng 0.03 mm ®Õn 0.05 mm trªn 100 mm chiÒu dµi -§é kh«ng vu«ng gãc cña t©m lç so víi mÆt ®Çu trong kho¶ng 0.05 ®Õn 1trªn 100mm b¸n kÝnh -KÝch thø¬c lç 280 gia c«ng víi cÊp chÝnh x¸c 8 Ra = 0.63 b¶n vÏ Chi TiÕt 1.4) Xác định dạng sản xuất Hình thức tổ chức sản xuất là một trong những yếu tố quyết điịnh năng suất và giá thành sản phẩm của sản xuất. Để xác định được hình thức tổ chức sản xuất thì điều kiện quan trọng trước tiên phảI là xác điịnh dạng sản xuất Tr¬ng Chuyªn 9 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y Dạng sản xuất là khái niệm đặc trưng có tính chất tổng hợp giúp cho việc xác điịnh hợp lí đường nối biện pháp công nghệ và tổ choc sản xuất để chế tạo ra sản phẩn đạt các chỉ tiêu kinh tế kĩ thuật. Trong thực tế hiện nay hai chỉ tiêu quan trọng nhất là chỉ tiêu về kinh tế và chỉ tiêu về kĩ thuật do vậy phải lựa chọn dạng sản xuất hợp lý + Xác định sản lượng cơ khí: Sản lượng hàng năm là: 3500 chiếc/ năm Tính sản lượng cơ khí: Nck=N. m i ( 1 )(1 ) 100 100 Trong đó : Nck: Sản lượng cơ khí N: Sản lượng sản xuất trong năm mi : Số chi tiết trong một sản phẩm. : số % chi tiết bị hư hỏng trong quá trình vận chuyển bảo quản. : Số % chi tiết dự phòng hư hỏng và phế phẩm trong quá trình bảo quản. Chọn = 3%, = 3% 3 3 Nck= 3500.1 (1 + ) = 3715 chi tiết/ năm ).( 1 + 100 100 + Xác định khối lượng chi tiết: Khối lượng chi tiết được tính theo công thức G = .v - Là khối lượng riêng của chi tiết với thép = 7,852 Kg/dm3. V - Là thể tích của chi tiết. V = v + 2v + v +v +v +v - v - v - v 1 3 7 8 6 9 2 4 5 (160 380) x390 x 20 2106000 (mm) 3 v1= 2 2v 2 = 20 x350 x 20 x 2 280000 (mm) 3 380 x 20 x 20 76000 (mm) 3 v= 2 3 v 4 = 145 x160 x 40 928000 (mm) 3 v = 115 x 65 x 20 149500 (mm) 3 5 v = x9 2 x 40 x 4 40694.4 (mm) 3 6 x175 2 x140 2 17309.25 (mm) 3 v= 2 7 (45 15) x100 x 2 6000 (mm) 3 v8= 2 v 9 = 3.14 x10 2 x60 18840 (mm) 3 Tr¬ng Chuyªn 10 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y V =2106000+280000+76000 +928000+17309.25 +6000-149500- 40694.4-18840 =3198874.83(mm) 3 =3.2(dm) 160 40 110 20 65 8 Ø1 V6 115 70 145 V4 640 V1 V2 V3 V8 V8 V7 100 V9 320-0.05 330 ±0.05 380 yªu cÇu kü thuËt -§é kh«ng song song cña t©m lç trong kho¶ng 0.03 mm ®Õn 0.05 mm trªn 100 mm chiÒu dµi -§é kh«ng vu«ng gãc cña t©m lç so víi mÆt ®Çu trong kho¶ng 0.05 ®Õn 1trªn 100mm b¸n kÝnh -KÝch thø¬c lç 280 gia c«ng víi cÊp chÝnh x¸c 8 Ra = 0.63 b¶n vÏ Chi TiÕt Vậy ta có trọng lượng của chi tiết là: G = .v =3.2 x7.825 = 25.04(kg) Tr¬ng Chuyªn 11 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y Tra bảng 1 (sách hướng dẫn thiết kế đồ án CNCTM) Ta có dạng sản xuất là loạt lớn PHẦN II CHỌN PHÔI VÀ THIẾT KẾ BẢN VẼ CHI TIẾT LỒNG PHÔI 2.1 Chọn phôi. Việc chọn phôi và phương pháp chế tạo phôi hợp lý sẽ giảm được qúa trình gia công cơ khí (giảm thời gian gia công cơ, giảm chi phí sản xuất ...). do vì vậy sẽ nâng cao được hiệu quả kinh tế. Để chọn được phương pháp chế tạo phôi cho tay biên một cách hợp lý (Tức là yêu cầu kỹ thuật lẫn chỉ tiêu kinh tế) ta cần dựa vào các yếu tố cụ thể sau: +Vật liệu chi tiết: Thép 45. + Khối lượng chi tiết m = 25.04 Kg. + Kết cấu hình dáng hình học của chi tiết với tay biên hình dáng không phức tạp lắm, dễ tạo hình. + Điều kiện làm việc của chi tiết (Tay biên làm việc ở điều kiện chịu uốn, nén với lực lớn và thay đổi). + Dạng sản xuất là loạt lớn. + Điều kiện trang thiết bị tự chọn. Do vậy chi tiết tay biên có các phương án chế tạo phôi như sau: 1. Phương pháp đúc: - Ưu điểm:Tạo được những kết cấu phức tạp cho chi tiết - Nhược điểm: Cơ tính của vật liệu không cao (rỗ co, lõm co) cấu tạo phức tạp, chi phí cho việc làm khuôn khuôn tốn kém, không phù hợp với vật liệu phôi là thép hợp kim và với chi tiết tay biên 2. Phương pháp rèn tự do: - Ưu điểm:Phương pháp gia công có tính linh hoạt cao,có thể gia công được các vật rén lớn Cơ tính của vật liệu tốt Thiết bị đơn giản,vốn đầu tư ít,chỉ phù hợp với dạng sản xuất đơn chiếc,loạt nhỏ với thiết bị đơn giản - Nhược điểm:Độ chính xác về kích thước và hình dáng thấp do đó để lại lượng dư gia công cắt lượng gọt lớn,chi phí gia công cơ tăng,do đó hiệu quả không cao Năng suất thấp,không tạo được những kết cấu phức tạp,không phù hợp với dạng sản xuất lớn. Độ chính xác phụ thuộc vào tay nghề công nhân 3. Phôi thép cán: Tr¬ng Chuyªn 12 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y - Ưu điểm:Độ chính xác chất lượng bề mặt cao thích hợp với các chi tiết dạng trục, bánh răng, bộ bơm cao áp. - Nhược điểm: Không tạo được kết cấu phức tạp Chỉ dùng trong sản xuất đơn chiếc 4. Phôi dập nóng: - Ưu điểm:Chế tạo được phôI có cơ tính đòng đều, không phụ thuộc vào tay nghề công nhân,các thớ kim loại và gân gờ tạo nên chi tiết có khả năng chịu lực tốt. Tiết kiệm được nguồn nguyên liệu cho năng suất cao, phù hợp với dạng sản xuất loạt lớn và hàng khối - Nhược điểm: Phải chế tạo khuôn Qua phân tích khả năng của các phương pháp chế tạo phôi trên có thể thấy rằng với dạng sản xuất là loạt lớn,yêu cầu về cơ tính và kích thước của phôi tương đối cao do vậy ta sẽ sử dụng phương pháp dập nóng để chế tạo phôi. 2.2 Bản vẽ phôi vào thuyết minh: Lượng dư và dung sai của lượng được tra trong bảng 3.17 trang 190 STCNCTM tập 1 Với chi tiết dập trong khuôn kín:Lượng dư về một phía đối với chi tiết có trọng lượng dưới 40 Kg kích thước dưới 800 mm ta lấy bằng 3 mm và vùng dung sai bằng 1mm Tr¬ng Chuyªn 13 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y 42.5±1 R 20 18 4 l? Ø 643 ±0.8 5 0. .3 ± 37 R1 2 l? M20 Sâu 60 65±2 y ªu cÇu kü thuËt -Ph«i kh«ng bÞ ch¸y -Lµm s¹ch c¸c bavia -Ph«i kh«ng bÞ cong vªnh,nøt ®å ¸n m«n häc c«ng nghÖ chÕ t¹o m¸y thiÕt kÕ quy tr×nh c«ng nghÖ gia c«ng ta y biªn sµ n nguéi Khèi lîng: Tû lÖ: Tr.nhiÖm Hä tªn Ký Ngµy b ¶ n v Ï lång ph«i H. DÉn Ng. Tr¬ng Chuyªn Tê: Sè tê: T rêng cao ®¼ng c¬ k hÝ L uyÖn Kim Duy Öt Khoa: C¬ khÝ NguyÔn ThÞ Uyªn Th. KÕ L íp: C§CK 44B PHẦN III Tr¬ng Chuyªn 14 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT 3.1 Chọn chuẩn Chọn chuẩn là một vấn đề rất quan trọng nó ảnh hưởng đến độ phức tạp của qui trình công nghệ. Chọn chuẩn hợp lý sẽ giảm được sai số chuẩn do vậy nó cho độ chính xác gia công cao. Việc chọn chuẩn gồm: chọn chuẩn thô và chọn chuẩn tinh nhằm đảm bảo các yêu cầu sau: - Đảm bảo quan hệ giữa bề mặt gia công và bề mặt không gia công . - Đảm bảo quan hệ giữa các bề mặt gia công với nhau. - Đảm bảo phân phối đều giữa các bề mặt cần gia công với nhau. Ngoài ra việc chọn chuẩn phải đảm bảo thoả mãn yêu cầu như nâng cao năng suất, giảm bớt tiêu hao vật liệu và hạ giá thành sản phẩm ) Những lời khuyên khi chọn chuẩn: a) Chọn chuẩn phải theo các nguyên tắc sau: - PhảI tuân theo nguyên tắc định vị sáu điểm tuyệt đối tránh các hiện tượng siêu định vị, thiếu định vị, thừa định vị không cần thiết. - Chọn chuẩn sao cho kết cấu đồ gá đơn giản thuận tiện khi sử dụng. - Chọn chuẩn sao cho khi gia công chi tiết ít bị biến dạng do ảnh hưởng của lực kẹp và lực cắt,đồng thời tận dụng khả năng có lực kẹp nhỏ nhất b) Yêu cầu và lời khuyên khi chọn chuẩn tinh: Yêu cầu: Đảm bảo phân bố đủ lượng dư cho các bề mặt gia công Đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công với Nhau Lời khuyên: Nên chọn chuẩn tinh chính nhằm đảm bảo tính thống nhất giữa các quá trình gia công và lắp ráp. Nếu điều kiện gá đặt và quy trình công nghệ cho phép thì nên chọn chuẩn tinh sao cho đảm bảo tính trùng chuẩn( chuẩn khới xuất trùng chuẩn định vị) nhằm giảm bớt sai số tích luỹ từ nguyên công trước để lại Nếu điều kiện gá đặt và quy trình cônh nghệ cho phép nên chọn chuẩn tinh thống nhất cho hai hay nhiều lần gá Áp dụng vào chi tiết: Tr¬ng Chuyªn 15 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y Vì chi tiết thuộc dạng càng nên có hai phương pháp chọn chuẩn tinh - Phương án 1:Chọn hai lỗ và mặt phẳng vuông góc với hai lỗ đó: Ưu điểm: Đồ gá đơn giản Phạm vi gia công rộng, có thể gia công được nhiều mặt phẳng Nhược điểm: Dễ bị xoay trong quá trình định vị - Phương án 2: Dùng hệ ba mặt phẳng vuông góc: Ưu điểm: Độ cứng vững cao Nhược điểm: Không gian gia công bị hạn chế Đồ gá phức tạp Phải gia công thêm chuẩn tinh phụ Đối với chi tiết ta chọn chuẩn tinh là hệ ba mặt phẳng vuông góc ( hình vẽ) W c) Yêu cầu và lời khuyên khi chọn chuẩn thô Chuẩn thô là các bề mặt dùng làm chuẩn chưa qua gia công cơ lần nào. Chuẩn thô thường dùng ở nguyên công đầu.Việc chọn chuẩn thô có ý nghĩa quan trọng nó quyết định quá trình công nghệ vì nó ảnh hưởng trực tiếp đến các nguyên công sau nó.Chọn chuẩn thô cần thoả mãn hai yêu cầu và theo những lời khuyên sau: Yêu cầu: Phân bố đủ lượng dư cho các bề mặt sẽ gia công. Tr¬ng Chuyªn 16 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y Phải đảm bảo độ chính xác cần thiết về vị trí tương quan giữa những bề mặt không gia công với những bề mặt gia công. Lời khuyên: Theo một phương nhất định của chi tiết gia công nếu trên chi tiết gia công có một bề mặt không gia công thì ta nên chọn bề mặt đó làm chuẩn thô. Theo một phương kích thước nhất định của chi tiết gia công nếu trên chi tiết có hai hay nhiều bề mặt có đủ điều kiện để làm chuẩn thô thì ta nên chọn bề mặt nào bằng phẳng nhất, trơn chu nhất để làm chuẩn thô. Theo một phương kích thước nhất định của chi tiết gia công ta không nên chọn chuẩn thô quá một lần trong suốt cả quá trình gia công. Nếu vi phạm người ta gọi là phạm chuẩn thô sẽ làm sai số về vị trí tương quan giữa các bề mặt gia công là rất lớn. Vì vậy tuyệt đối tránh phạm chuẩn thô. Dựa vào những lời khuyên trên ta căn cứ vào yêu cầu cụ thể của chi tiết gia công ta có phương án chọn chuẩn thô như sau: - Phương án 1: Chọn chuẩn thô là bề mặt thân tay biên để gia công hai mặt đầu thì thân tì vào đồ định vị khống chế bốn bậc tự do Ưu điểm:Khi định vị vào thân tay biên đảm bảo độ chính xác tương quan giữa thân không gia công với hai mặt đầu Nhược điểm: Tốn kém trong việc chế tạo đồ gá Tính thống nhất không cao làm tăng chủng loại đồ gá Độ cứng vững không cao - Phương án 2: Chọn chuẩn thô là mặt đầu kết hợp với hai vành ngoài của lỗ,khi này mặt đầu tì vào phiến tì khống chế ba bậc tự do hai vành ngoài một vành khống chế hai bậc tự do một vành khống chế một bậc Ưu điểm:Kết cấu của đồ gá đơn giản hơn, tăng được độ cứng vững khi gá đặt chi tiết Nhược điểm :Yêu cầu phôi tương đối chính xác Vậy qua việc phân tích hai phương án chọn chuẩn thô để gia công chuẩn tinh ta chọn phương án 2 làm chuẩn thô. Tr¬ng Chuyªn 17 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y W 3.2 Chọn phương án gia công: Đối với dạng sản xuất loạt lớn trong điều kiện sản xuất của nước ta hiện nay thì đường lối công nghệ thích hợp nhất là phân tán nguyên công(ít bước công nghệ trong một nguyên công) ở đây ta dùng các loại máy vạn năng kết hợp với các loại đồ gá chuyên dùng và các loại máy chuyên dùng dễ chế tạo Đối với các bề mặt yêu cầu đạt độ nhẵn bang Ra =2.5 ta dùng phương pháp phay tinh. Đối với lỗ của tay biên yêu cầu độ nhẵn bóng bề mặt Ra =0.63 ta chọn phương pháp gia công lần cuối là phương pháp mài. 3.3 Thuyết minh từng nguyên công 3.3.1) Nguyên công I: Phay mặt Ađạt kích thước 63 0.5 mm; Ra = 2.5 1) Sơ đồ gá đặt:Ta có sơ đồ gá đặt như hình vẽ Tr¬ng Chuyªn 18 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y n A W 40 ±0.1 62.5 ±0.1 S 2) Phân tích định vị, kẹp chặt Ta dùng bề mặt B của chi tiết để làm chuẩn. Và bề mặt B khống chế 3 bậc tự do bằng chi tiết định vị là chốt tì Phương, chiều và vị trí đặt lực kẹp như hình vẽ 3) Tính sai số chuẩn Ta định vị bằng mặt phẳng B khống chế ba bậc tự do để gia công mặt phẳng A do đó ta có chuẩn định vị trùng chuẩn khởi xuất nên sai số chuẩn của kích thước A bằng không 4) Chọn máy Để gia công mặt phẳng A ta dùng máy phay đứng 6H12 - Công suất động cơ: 7 Kw - Hiệu suất máy: = 0.75 - Bề mặt làm việc: 320 x1250 mm 2 Tr¬ng Chuyªn 19 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
- §å ¸n m«n häc C«ng nghÖ chÕ t¹o m¸y - Số vòng quay trục chính: n = 30 vòng/phút min n max = 1500 vòng/phút - Bước tiến bàn máy: S min =30 mm/phút S max = 150 mm/phút Lực lớn nhất cho phép cơ cấu tiến của máy F= 1600 Kg 5) Chọn dụng cụ cắt Chọn dao phay mặt đầu răng gắn mảnh hợp kim cứng T15K6 Tra bảng 4-94 STCNCTM tập1 ta chọn dao có kích thước sau: - Đường kính dao: D= 200 mm - Chiều dài dao: B= 46 mm - Đường kính lỗ ghép dao: d= 50 mm - Số răng: Z=20 6) Tra lượng dư Tra bảng 3- 142 trang 282 STCNCTM – tập 1 Ta có lượng dư khi phay mặt A là: 2.5 mm , dung sai = 1mm 7) Tra chế độ cắt a) Chiều sâu cắt Chiều sâu cắt t = 2.5mm b) Lượng chạy dao Tra bảng 5- 125 STCNCTM – tập 3 ta có Lượng chạy dao S Z = 0.12 (mm/ răng) c) Tốc độ cắt Tra bảng 5- 126 STCNCTM tập 3 ta có +)Tốc độ cắt V b= 136(m/phút) Vt = V b .K1.K2.K3.K4.K5.K6 K1.K2.K3.K4.K5.K6 là các hệ số phụ thuộc vào các yếu tố tra bảng 5-126 (STCNCTM-T1) ta có - K1 = 1,12. Hệ số phụ thuộc vào cơ tính của thép Hệ số phụ thuộc vào chu kỳ bền - K2 = 1. Hệ số phụ thuộc vào nhãn hiệu hợp kim cứng - K3 = 1. - K4 = 0,9. Hệ số phụ thuộc vào trạng tháI bề mặt gia công - K5 = 0,89. Hệ số phụ thuộc vào chiều rộng phay - K6 = 1,2. Hệ số phụ thuộc vào góc nghiêng chính Vt = 316.1,2.1.1.0,9.0,89.1,2 = 280 (m/ph) +) Số vòng quay của dao là 1000.Vt 1000.280 nd = 750 (vg/ph) .D 3,14.120 D là đường kính dụng cụ cắt = 120 (mm) Tr¬ng Chuyªn 20 GVHD: NguyÔn SV:NguyÔn ThÞ Uyªn
CÓ THỂ BẠN MUỐN DOWNLOAD

-

Đồ án tốt nghiệp: Thiết kế quy trình công nghệ gia công cụm máy đánh tơi NPK
 202 p |
202 p |  1348
|
1348
|  486
486
-

Đồ án: Thiết kế cung cấp điện và năng lượng mặt trời - ĐH Công nghiệp TP.HCM
 64 p | 3222
| 474
64 p | 3222
| 474
-

Đồ án Thiết kế chi tiết máy: Hộp giảm tốc côn trụ hai cấp - SVTH: Phạm Văn Luật
64 p | 1597
| 340
-

Đồ án công nghệ chế tạo máy " Thiết kế quy trình công nghệ gia công bích đuôi "
51 p | 1227
| 299
-

Đồ án tốt nghiệp: Nghiên cứu thiết kế quy trình công nghệ hàn khung xe Wave 110cc - GVHD Nguyễn Ngọc Thành
67 p | 1476
| 271
-

Đồ án thiết kế thi công cầu - Dương Đức Minh
44 p | 667
| 198
-

Thuyết minh đồ án công nghệ chế tạo máy: Thiết kế quy trình công nghệ gia công chi tiết - Càng Gạt Trục Thẳng
65 p | 1058
| 169
-

Đồ án: Thiết kế phân xưởng sản xuất nước ép dứa dạng trong với năng suất 2 triệu lít/năm
51 p | 926
| 155
-

Đồ án: Thiết kế sấy thùng quay sấy đậu xanh nguyên hạt
61 p | 845
| 151
-
Đồ án: Thiết kế tháp chưng cất loại mâm chóp để chưng cất hỗn hợp axit axetic - nước - ĐHBK TP. HCM
57 p | 678
| 138
-

Đồ án tốt nghiệp: Thiết kế quy trình công nghệ gia công chi tiết Giá đỡ trục
74 p | 572
| 103
-

Đồ án Thiết kế sản phẩm với CAD: Hộp giảm tốc khai triển
95 p | 451
| 90
-

Đồ án: Thiết kế quy trình gia công bánh răng
95 p | 494
| 87
-

Đồ án: Thiết kế nhà máy sản xuất nước dứa năng suất 2 triệu lít/năm
 24 p | 474
| 86
24 p | 474
| 86
-

Báo cáo khoa học: Các tiêu chuẩn an toàn đánh giá chất lượng đồ án thiết kế đường ô tô và kiến nghị các nghiên cứu để thiết kế tuyến đảm bảo an toàn giao thông - ThS. Võ Xuân Lý
8 p | 270
| 25
-

Đồ án gia công cơ khí: Thiết kế quy trình công nghệ gia công chi tiết: Chi tiết dạng hộp – Gối đỡ H31
39 p | 144
| 24
-

Đồ án môn học Công nghệ chế tạo máy: Thiết kế quy trình công nghệ gia công chi tiết càng gạt
54 p | 70
| 23
-

Đồ án tốt nghiệp: Thiết kế quy trình công nghệ làm khô khí trên giàn Hải Thạch
87 p | 46
| 11



Chịu trách nhiệm nội dung:
Nguyễn Công Hà - Giám đốc Công ty TNHH TÀI LIỆU TRỰC TUYẾN VI NA
LIÊN HỆ
Địa chỉ: P402, 54A Nơ Trang Long, Phường 14, Q.Bình Thạnh, TP.HCM
Hotline: 093 303 0098
Email: support@tailieu.vn
Giấy phép Mạng Xã Hội số: 670/GP-BTTTT cấp ngày 30/11/2015 Copyright ©2025 TaiLieu.VN. All rights reserved.

