Chương 11
Kanban và OPT
11.1 Kanban
11.1.1 Nguyên tắc Kanban:
Trong phương pháp MRP, ta xác định các ngày triển khai sản xuất (OF) hay các ngày đặt hàng.
Phương pháp này đảm bảo rằng toàn bộ vật liệu (bán thành phẩm và vật liệu cung ứng) cần thiết để thực
hiện OF hiện tại trong kho lưu trữ khi OF được tung ra. Các OF kết thúc, các bán thành phẩm được
chuyển đến khâu tiếp theo.Ta nói rằng sự luu chuyen được đẩy. Ngược lại, ta co sự luu chuyen được
kéo.Trong trường hợp này, đó là đầu ra (khách hàng) khoi động sản xuất. Co nhiều cách để vận dụng các
cách quản lý này.Phương pháp được biết đến và sử dụng nhiều nhất là phương pháp Kanban(theo tieng
Nhật). Những phương pháp khác cung được giới thiệu: ”luong hàng ton kho cơ bản”, Kanban tong quat
(Buzacott) hay Kanban mở rộng (Dallery).Chúng ta chỉ neu chúng ra đây nhưng không tim hieu hon ve
chúng, bởi vì hien giờ chúng ít được ứng dung trong thế giới công nghiệp.
Kanban là phương pháp của T .Ohno, kỷ sư Toyota, người đã giới thiệu nó trong công ty này năm
1953. Ohno kể rằng ý tưởng Kanban đến từ nghiên cứu họat động của siêu thị. Siêu thị là nơi mà người
tiêu dùng có thể mua những hàng hoa mà họ cần và với số lượng cần thiết.Việc cung ung biến thien theo
cái mà người tiêu dùng mua. Khi cac quay hàng trong, kho hàng của siêu thị se lai cung cấp cho chúng, va
nhà cung cấp tiếp tế thêm hàng khi vị trí trong kho cua cac mat hàng nay được giải phóng.Trong một siêu
thị hiện đại, các hàng hóa da ban được ghi nhan o quay thu tien, và các thông tin này se được báo trực
tiếp đến nhà cung cấp.
Để giải thích cho nguyên tắc Kanban, chúng ta bắt đầu từ một trường hợp rất đơn giản của một máy
A(nha cung ứng), may nay sản xuất theo yêu cầu những sản phẩm cho máy B (khách hàng).Các sản phẩm
được di chuyen trong những container và trên mỗi container đầy hàng được dán một cái nhãn (một
Kanban) trên đó có ghi những thông tin tối thiểu về :
- Tham khảo về sản phẩm trong container.
- Số lượng.
- Xuất xứ(máy A).
- Nơi nhận hàng(máy B).
Họat động được triển khai theo logic sau:
Máy B. Phia trước máy B, co một khu dung de dự trữ. Luc dau hãy giả thiết rằng, ít ra cũng có một
container đầy hàng trong khu dự trữ. B cần nhiều linh kien. Người điều khiển lấy 1 container và rút nhãn
nó (Kanban). Kanban này được mang về máy A và được moc trên một bảng trước máy nay gọi là bảng
Kanban.
Máy A. Co một Kanban trên bảng Kanban của A. Người thao tac máy A se tiến hành sản xuất q sản phẩm
để cho đầy 1 container.Khi container đầy, ngừng sản xuất ,rút Kanban từ bảng và moc nó tren
container.Container được để lại khu dự trữ trước máy B.

Câu hỏi là cần bao nhiêu Kanban phải được sử dụng để B có thể sản xuất không có sự thieu nguồn tiếp
tế .Giả thiết là B sử dụng C = 20 sản phẩm trong 1 giờ và container chứa q = 10 sản phẩm.Do đó B sử
dụng 2 container trong 1 giờ, là 1 container trong ½ giờ.
Goi Tcycle thời gian cua 1 Kanban, tu thời điểm mà nó được rút ra từ container bởi người điều khiển B
và thời điểm mà nó trở lại khu dự trữ được moc tren 1 container đầy.Thời gian của một chu ky được phân
tích thành:
Tr thời gian trở lại của Kanban từ khu dự trữ trên bảng A.
Tl thời gian chuyển đổi của máy A(điều chỉnh và chuẩn bị).
Tp thời gian sản xuất q sản phẩm.
Tt thời gian vận chuyển container của A đến khu dự trữ B.
Chúng ta có thể kiểm tra dễ dàng rằng:
Nếu Tcycle ≤ ½ h, chỉ 1 Kanban đuợc đáp ứng
Nếu ½ h < Tcycle ≤ 1 h, cần 2 Kanban
Nếu (n-1)/2 h< Tcycle ≤ n/2 h, cần n Kanban.
Tổng quát ,nếu B sử dụng C sản phẩm trong 1 giờ và container chứa q sản phẩm,số Kanban được đưa
ra là :
⎥
⎦
⎤
⎢
⎣
⎡
=q
CT
ncycle
Để tính đến rủi ro trong quản lý , ta cần them hệ số hiệu chỉnh α < 1 và công thức (công thức Toyota)
trở thành:
(
)
⎥
⎦
⎤
⎢
⎣
⎡+
=q
CT
ncycle
α
1
Chú ý: trong phương trình này, các hệ số phải đồng nhất.Nếu C = 160 sản phẩm/ ngày (1 ngày :8 giờ)
và nếu thời gian của 1 vòng là 25 phút, phải đua các du lieu ve cùng 1 đơn vị thời gian , ví dụ là giờ, cho C
= 20 sản phẩm trong 1 giờ và Tcycle = 25/60 h.
Ở đây ta rút Kanban từ container ngay khi bat dau su dung hang trong container. Nếu Kanban được rút ra
sau khi container trống, phải thêm 1 Kanban.
Trường hợp này làm rõ hơn các yếu tố quan trọng của Kanban:
1. Kanban cho phép tránh việc sản xuất thừa, vì việc sản xuất được tiến hành theo yêu cầu. Nếu
với lý do nào đó mà máy B không sử dụng các sản phẩm trong thời gian nào đó, A sẽ không có
các Kanban trở lại trên bảng của nó và không thể sản xuất sản phẩm cho B.
2. Số Kanban xác định so luong ban thanh pham (encours) cực đại.Trong các trường hợp xấu nhất,
ta chỉ có thể có n container đầy ở khu dự trữ và encour cực đại được giới hạn bởi n.q sản phẩm.
11.1.2 Kanban trong 3 vùng:

Ví dụ đầu tiên để giới thiệu khái niệm Kanban.Chúng ta coi như A được dùng hòan tòan cho sản xuất
chỉ một lọai ban thanh pham cho máy B.Nhung thong hường xuyên, máy A sản xuất nhiều loại sản phẩm
Pi (hoặc là chỉ cho B hoặc cho nhieu đầu ra, dieu nay không lam thay đổi lập luận) và tồn tại thời gian
chuyển đổi giữa các chuỗi sản xuất.
Hãy xem xét một ví dụ nhỏ: máy A sản xuất 2 lọai sản phẩm.Thời gian chuyển đổi giữa 2 chuỗi là
Tl=1h.Thời gian sản xuất 1 container là Tp = ¼ h (đối với 2 lọai). Kích thước lô là L = 8 container (2h sản
xuất với 1h chuyển đổi).Một Kanban mất Tr = 15 phút để trở lại từ B đến bảng A và một container đầy
mất Tt = 15 phút để đi từ A đến khu du tru cua B. Hai sản phẩm duoc tieu thu một container trong một
giờ.
Giả thuyết 1:các container được đưa trở lại từ A đến B khi lô kết thúc.Người điểu khiển A doi có 8
Kanban của một sản phẩm để tiến hành sản xuất. Giữa thời điểm mà B su dung container 8 và thời điểm
mà lô hang đến khu dự trữ B, tốn mất 3h30phút: 15 phút để Kanban đến A, 1 giờ để điều chỉnh (nếu A sử
dụng được liên tiếp), hai giờ để sản xuất và 15 phút cho đường đi giữa A và B.Trong thời gian đó, B cần 4
container, nghia la can 3 và container 8. Do đó cần tổng cộng là 11 Kanban. Nếu yêu cầu là thường xuyên
và máy A có khả năng vận hành tốt ở chế độ ổn định, 11 Kanban này thì vừa đủ cho moi sản phẩm. Người
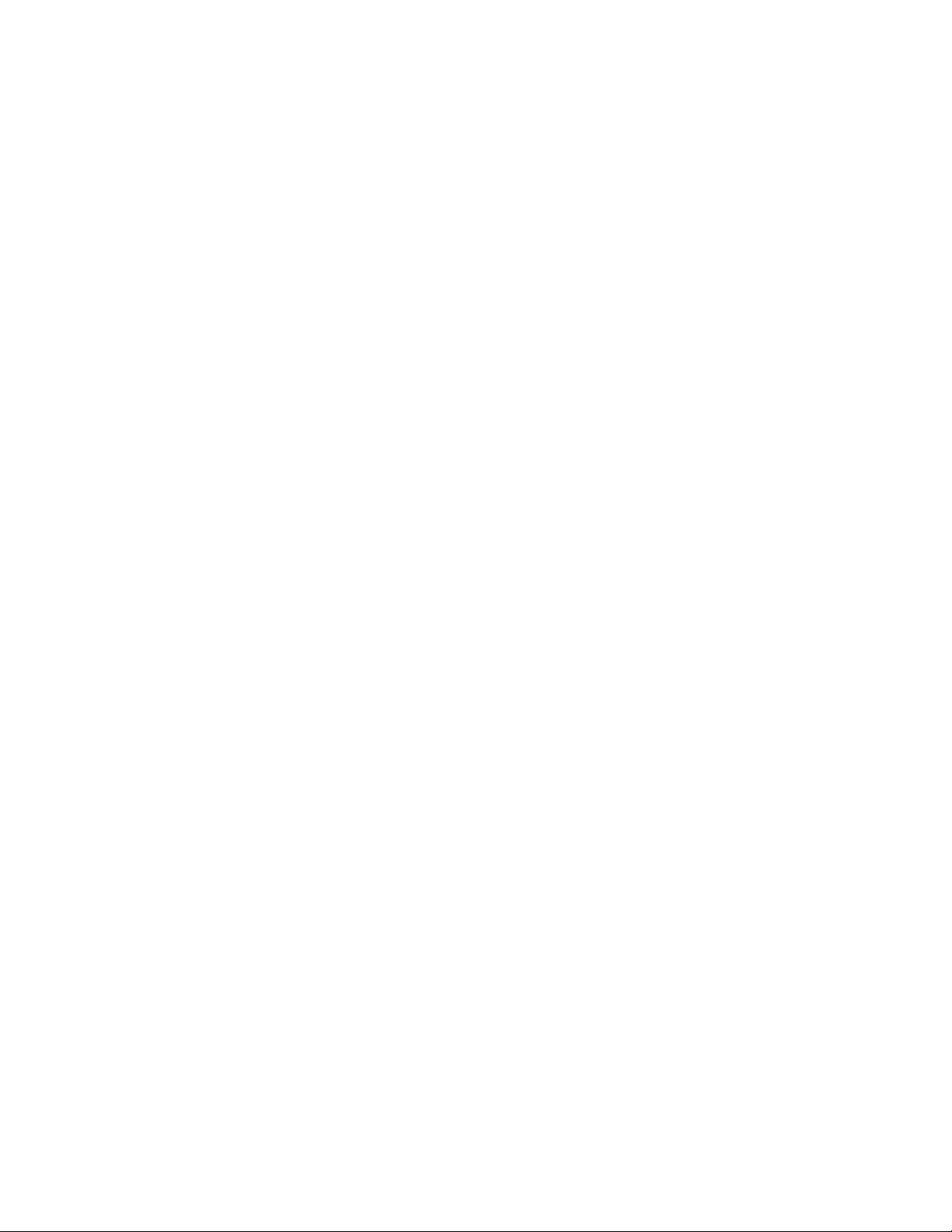
điều khiển A tiến hành sản xuất 1 lô sản phẩm i / 8 giờ.Biểu đồ 11 cho ta sự phát triển theo thời gian so
luong du tru cac sản phẩm và của các bảng Kanban trong 1 chu ky: triển khai sản xuất lô sản phẩm 1, sau
đó lô sản phẩm 2 .Máy không phải làm liên tục mà có một khỏang thời gian chết 2 giờ giữa 2 chy ky.
Giả thuyết 2:máy A có thể hỏng ; do đó nó không thể luon luon san sang được sử dụng ngay khi mà
Kanban 8 trên bảng và thời gian sản xuất của một lô đôi khi lớn hơn 3 giờ .Trong sự vận hành lý tưởng
hien tai, du tru bi trong trong ½ giờ.Thời gian sử dụng container cuối cùng là 1 giờ , chung ta có giới hạn
an tòan là ½ giờ trên 1 chu ky 8 giờ. Một hư hỏng quá 30 phút se dẫn đến sự thieu hang. Nếu rủi ro xay ra,
tuy theo thoi gian cua hư hỏng, theo tần số xuất hiện và theo rủi ro thieu hang có thể chấp nhận được hay
khong, chúng ta phải thêm vào 1 hay nhiều Kanban.
Giả thuyết 3:chất lượng sản phẩm sản xuất ra không đồng đều và thậm chí của ca container phải sua lai
hoac huy bo. Nhu voi rủi ro hư hỏng , so luong Kanban cần thêm vào se tuy theo ty le hu hong và rủi ro
thieu hang chấp nhận được hay khong.
Ngay khi có điều truc trac (hư hỏng , chất lượng kém) , ta tìm lại van de nan giai trong viec quản lý hang
du tru: tìm sự cân bằng giữa sự tăng dự trữ và sự giãm rủi ro cua viec thieu hang.
Giả thuyết 4:ngay khi 2 container đầy, chúng được đưa từ A lại B.Ta nói rằng lô chuyển giao có l = 2. Giua
thời điểm mà B su dung container 8 và thời điểm mà 1 container đầy mới den B giam con 2 giờ ( 15 phút+1
giờ điều chỉnh+30 phút sản xuất + 15 phút đi đường), nghia la them 1 Kanban vao sô luong 8. Ta được 2
Kanban .Công thức chung để tính tóan số Kanban là :
(
)
(
)
⎥
⎦
⎤
⎢
⎣
⎡++++
+−= q
TtTplTlTrC
Ln
α
1.
1
Sự phát triển của lô hàng thứ 1
Sự phát triển của lô hàng thứ 2
Sự phát triển bảng Kanban của lô hàng thứ 2
Sự phát triển bảng Kanban của lô hàng thứ 1
Điều
chỉnh
Sản xuất P1
Điều
chỉnh
Điều
chỉnh
Sản xuất P2
Hình 11. Họat động theo che do ổn định của 2 lọai sản phẩm
Ở đây ta thay lợi ích cua viec phân chia nhung lô sản xuất thanh nhieu lô chuyển giao.
Công thức trước co giả thuyết là việc tiêu thụ C ổn định. Bây giờ hãy giả thiết rằng việc tiêu thụ P1 là
không đều đặn và nó có thể lên đến 1 container trong 45 phút ở một thời điểm nào đó.Để tránh tất cả sự

thieu hut, chúng ta phải tu dat trong trường hợp xấu nhất.Với giả thuyết 1, cần hơn 4 Kanban để co the cung
cap trong 3 giờ 30 phút với su tiêu thụ lớn nhất.Nếu các đinh tiêu thụ là phụ và xảy ra nhanh , ta có thể đánh
giá rằng them 3 Kanban là đủ.
Nhu chung ta có thể thay trong ví dụ này chỉ sản xuất 2 lọai sản phẩm. Trong trường hợp đa sản phẩm,
việc xác định số Kanban không phải là một vấn đề dễ dàng. Neu tren 2 lọai sản phẩm, tình trạng trở nên rắc
rối .Gia su la 3 sản phẩm. Người điểu khiển A vừa mới kết thúc lô sản phẩm P1 và thay trên bảng n2
Kanban P2 và n3 Kanban P3. Tuy ho lựa chọn. Giả thiết rằng ho trien khai sản xuất sản phẩm P2.Trong suốt
thời gian này,Kanban P3 đến và lên qua ngưỡng n3. Để tránh sự thieu hut của P3, ta phải hoac la co một số
lớn Kanban P3 ,(se co nhieu san pham P3 chua su dung), hoac quyết định rằng neu qua số Kanban cua P3, thi
phải ngừng sản xuất P2 để qua P3.
Như vậy ,ta dẫn đến định nghĩa, cho mỗi tham khảo, 3 vùng trên 1 bảng Kanban.
• Vùng 1, từ 0 đến k1 Kanban: cấm sản xuất.Ta chua có số sản phẩm cho phép sinh loi tren thời gian
chuyển đổi.
• Vùng 2, từ k1+1 đến k1+k2 Kanban: cho phép triển khai sản xuất một lô.
• Vùng 3, từ k2+1 đến k2+k3 Kanban: khách hàng thì gần như thieu hang. Ta đạt tới ngưỡng bao dong
và cần phải triển khai sản xuất khẩn cấp.
Cả 3 vùng này thì duoc bieu dien 1 cach khác nhau tuy theo các xưởng: với 3 màu, với các chữ tượng
hình . Theo chúng ta biết thì không tồn tại công thức cho tat ca đưa ra kích thước của các vùng khác nhau.
Tuy nhiên ta có thể trình bày quy tắc chung sau:
1. Kích thước của vùng 1 được xác định bởi kích thước của lô sản xuất L và ta có k1 = L-1. Kích
thước này của lô hoặc là được tính tóan hoặc là tùy thuộc vào khả năng luu chuyen (chuong
13.8.1).
2. Vùng 2 phải được phép cung cấp cho khách hàng trong suốt quá trình sản xuất lô, giải quyết các
việc gián đọan và hư hỏng của máy A và sự thay đổi của việc tiêu thụ trung bình. Sự thay đổi nay
duoc phát biểu hoac bởi sự chênh lệch tiêu thụ, hay hieu so giữa tiêu thụ tối đa và tiêu thụ trung
bình.
3. Toàn bộ các vùng 1 và 2 tương ứng với các container hiện dang sử dụng.
4. Kích thước của vùng 3 xác định du tru an toàn và định nghĩa thiếu hut có thể chấp nhận được: đó
là du tru tối thiểu cho phép sự cung cấp thức thời.
Các công ty sử dụng hoặc là những công thức cơ bản dua trên các nguyên tắc nay, hoặc là xác định kích
thước của các vùng bởi mô phỏng.Trong trường hợp này, ta dùng các nguyên tắc này để xác định khỏang
cach cac giá trị can kiểm tra.
11.1.3 Mat xich (khau, maille) Kanban
![Tài liệu học tập Quản trị sản xuất [mới nhất/ đầy đủ/ chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250722/vijiraiya/135x160/79101753176590.jpg)

![Tài liệu học tập Quản trị sản xuất Phần 2: [Mô tả chi tiết nội dung, ví dụ: Kinh nghiệm, bài tập,...]](https://cdn.tailieu.vn/images/document/thumbnail/2021/20210705/lovebychance06/135x160/1831048346.jpg)
![Tài liệu học tập Quản trị sản xuất Phần 1: [Mô tả chi tiết nội dung phần 1]](https://cdn.tailieu.vn/images/document/thumbnail/2021/20210705/lovebychance06/135x160/755757382.jpg)


![Đáp án đề thi Quản trị sản xuất và chất lượng [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2017/20170827/nguyenhaisu/135x160/3501503851454.jpg)





![Case study 7 bước tiếp cận: Tài liệu [mô tả/định tính]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260526/vispacex_27/135x160/6471779797448.jpg)









![Tài liệu tham khảo Quản trị sản xuất [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/hoacattuong2026/135x160/4161778813944.jpg)
![200 câu hỏi trắc nghiệm môn Quản trị chiến lược [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/hoacattuong2026/135x160/65371778813945.jpg)


%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)