Qu n tr ch t l ng trong t ch cả ị ấ ượ ổ ứ
SV: ĐOÀN TH KHUÊ-L P TM02.K33Ị Ớ
BÀI T P CÁ NHÂNẬ
MÔN: QU N TR CH T L NGẢ Ị Ấ ƯỢ
H và tên SV: ĐOÀN TH KHUÊọ Ị
L P : TM02 K33- Khoa TM-DL-MARKETINGỚ
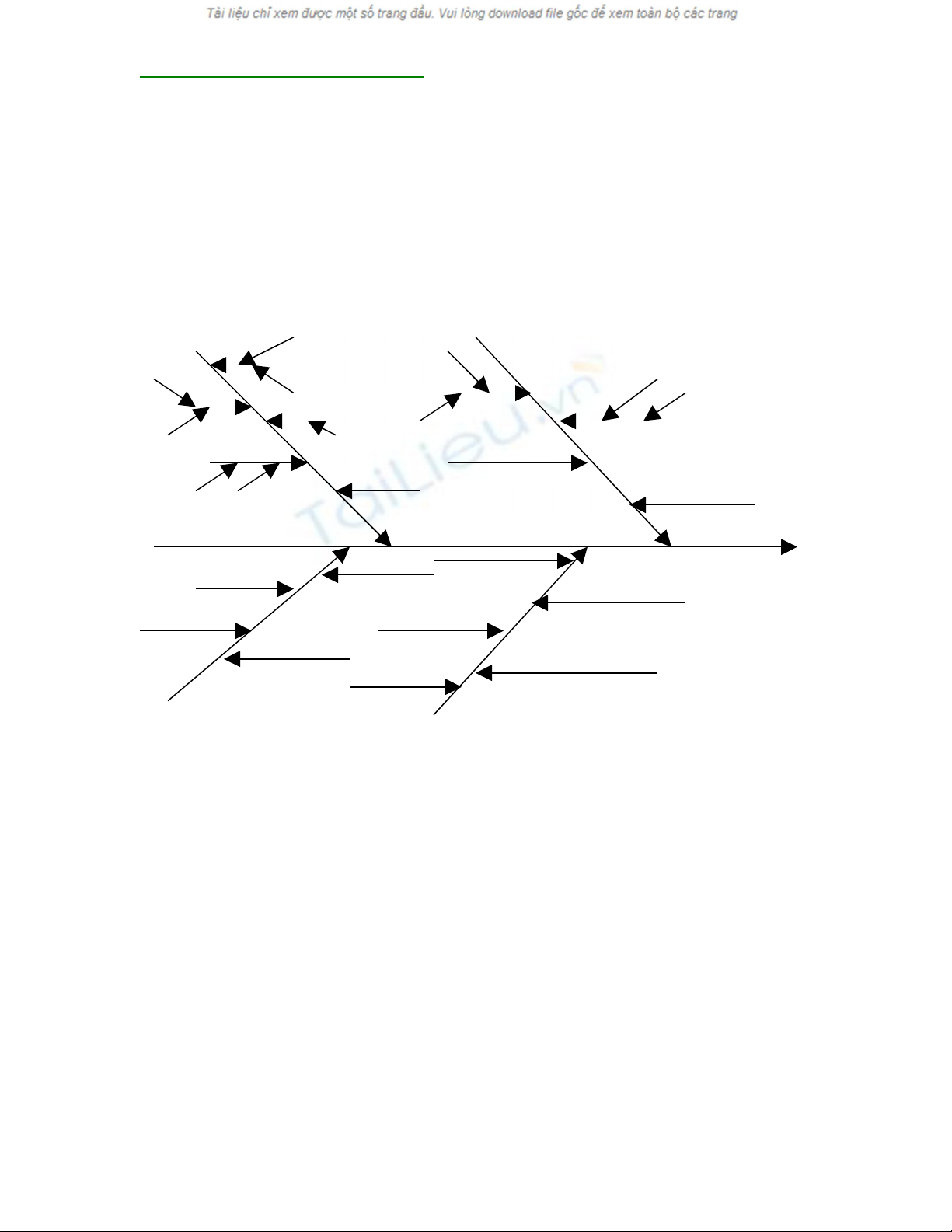
Bài 3.6(Trang 44-SBT):Quá trình n u c m t ng t nh quá trình s n xu t c aấ ơ ươ ự ư ả ấ ủ
m t nhà máy. Hãy xây d ng bi u đ nhân qu cho th y các y u t c n có độ ự ể ồ ả ấ ế ố ầ ể
n u c m ngon.ấ ơ
Ng i n uườ ấ vui N i, d ng c n uồ ụ ụ ấ
Tâm lí
Sáng thích n u ănấN i ồ
M tắTay B p ế
Không b nhệ
S thích ăn s chở ạ đũa, thìa
Khô M mềgiá đãi g oạ
Ph ng pháp n uươ ấ
v giácịQuá trình n u c m ngonấ ơ
G o N cạ ướ s c khoứ ẻ
Ph giaụs thíchở
Cách ăn
Tâm lí
Nguyên li u n uệ ấ Ng i ănườ
Qu n tr ch t l ng trong t ch cả ị ấ ượ ổ ứ
SV: ĐOÀN TH KHUÊ-L P TM02.K33Ị Ớ
Bài 3.12 (trang 48 SBT)
Trong bài t p này ta s s d ng phi u ki m soát ậ ẽ ử ụ ế ể
X
- R đ ki m tra đ chính xác c aể ể ộ ủ
các chi ti t máy đ c s n xu t trên dây chuy n A.ế ượ ả ấ ề
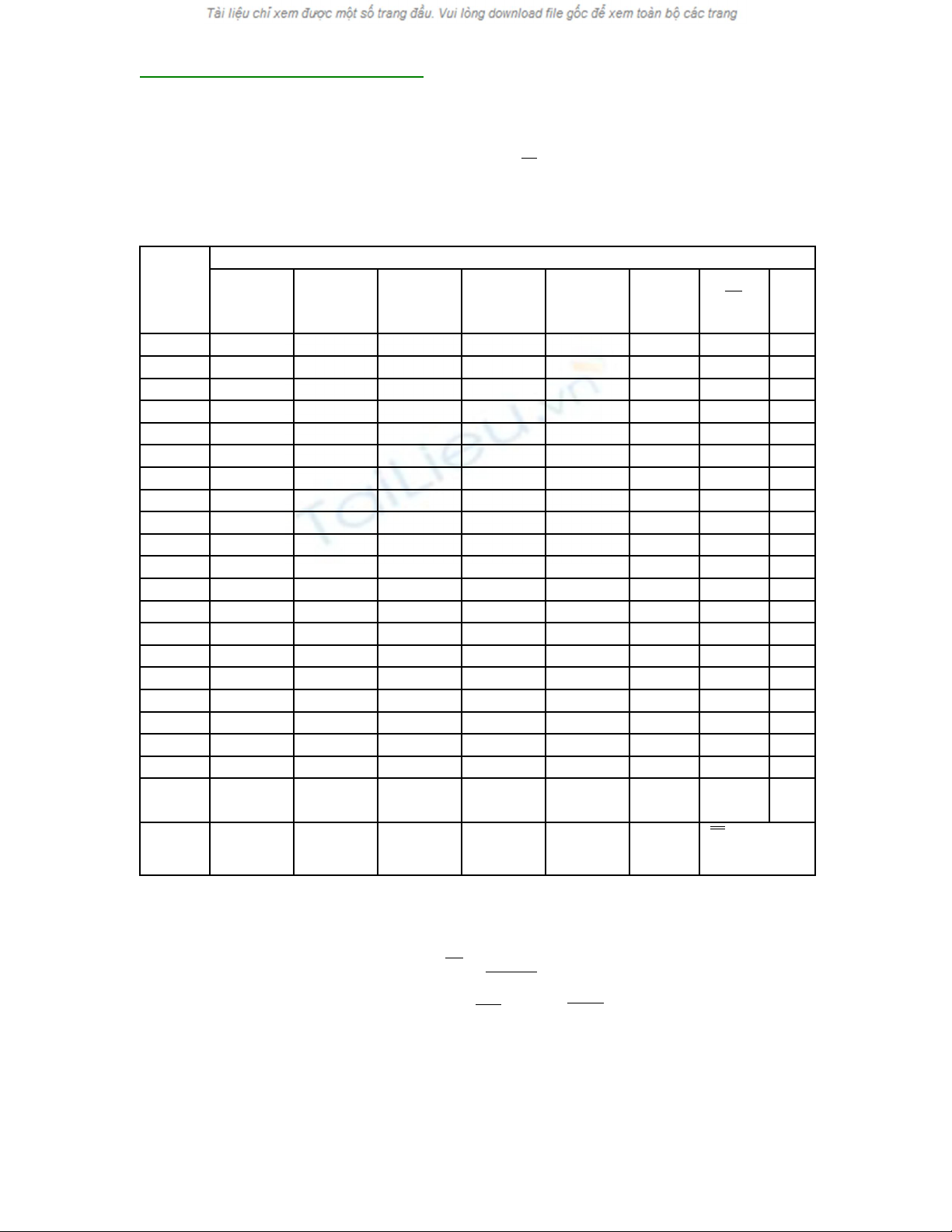
K t qu phi u ki m tra đ chính xác c a các chi ti t máy có đ c nh b ng sau:ế ả ế ể ộ ủ ế ượ ư ả
M uẫ
K t qu đo (mm)ế ả
Chi ti tế
1
(X1)
Chi ti tế
2
(X2)
Chi ti tế
3
(X3)
Chi ti tế
4
(X4)
Chi ti tế
5
(X5)
∑
X
R
1 80 86 88 83 82 419 83.8 8
2 85 83 81 82 83 414 82.8 4
3 87 87 87 88 82 431 86.2 6
4 84 85 84 85 87 425 85 3
5 87 84 83 89 87 430 86 6
6 85 81 78 80 86 410 82 8
7 85 89 84 82 84 424 84.8 7
8 84 85 85 88 87 429 85.8 4
9 78 87 82 82 87 416 83.2 9
10 86 84 83 84 85 422 84.4 3
11 82 88 85 81 88 424 84.8 7
12 79 84 81 79 87 410 82 8
13 85 85 82 85 85 422 84.4 3
14 85 84 88 86 83 426 85.2 5
15 88 83 80 85 88 424 84.8 8
16 89 83 85 84 85 426 85.2 6
17 83 90 92 93 98 456 91.2 15
18 84 84 82 86 83 419 83.8 4
19 81 82 85 87 87 422 84.4 6
20 84 86 85 85 87 427 85.4 3
T ngổ
số 1695.2
12
3
Trung
bình
X
= 84.76
R = 6.15
•C m u: n = 5; s m u k = 20ỡ ẫ ố ẫ
•Giá tr trung bình c a m i m u con: ị ủ ỗ ẫ
n
X
X
n
1i ij
∑
=
=
V i ớ
ij
X
: giá tr đo chi ti t ị ế i c a m u ủ ẫ j (
5;1i =
và
20;1j =
)
•R: đ r ng (kho ng sai bi t) c a m i m u conộ ộ ả ệ ủ ỗ ẫ
jminjmaxj XXR −=
Qu n tr ch t l ng trong t ch cả ị ấ ượ ổ ứ
SV: ĐOÀN TH KHUÊ-L P TM02.K33Ị Ớ
(
jminjmax X,X
là giá tr l n nh t và nh nh t trong các giá tr đo c a các chi ti t m u j)ị ớ ấ ỏ ấ ị ủ ế ẫ
•Giá tr trung bình c a ị ủ
X
(
X
)
k
X
X
k
1i j
∑
=
=
•Giá tr trung bình c a R ị ủ (
R
)
k
R
R
k
1j
j
∑
=
=
♦Bi u đ ki m soát ể ồ ể
X
•Đ ng tâm: ườ CL =
X
= 84.76
•Gi i h n trên: ớ ạ UCL =
X
+ A2
R
= 84.76 + 0.58
×
6.15 = 88.327
•Gi i h n d i: ớ ạ ướ LCL =
X
- A2
R
= 84.76 - 0.58
×
6.15 = 81.193
♦Bi u đ ki m soát ể ồ ể
R
•Đ ng tâm: ườ CL =
R
= 6.15
•Gi i h n trên: ớ ạ UCL =
RD4
= 2.11
×
6.15 = 12.9765
•Gi i h n d i: ớ ạ ướ LCL =
RD3
= 0
×
6.15 = 0
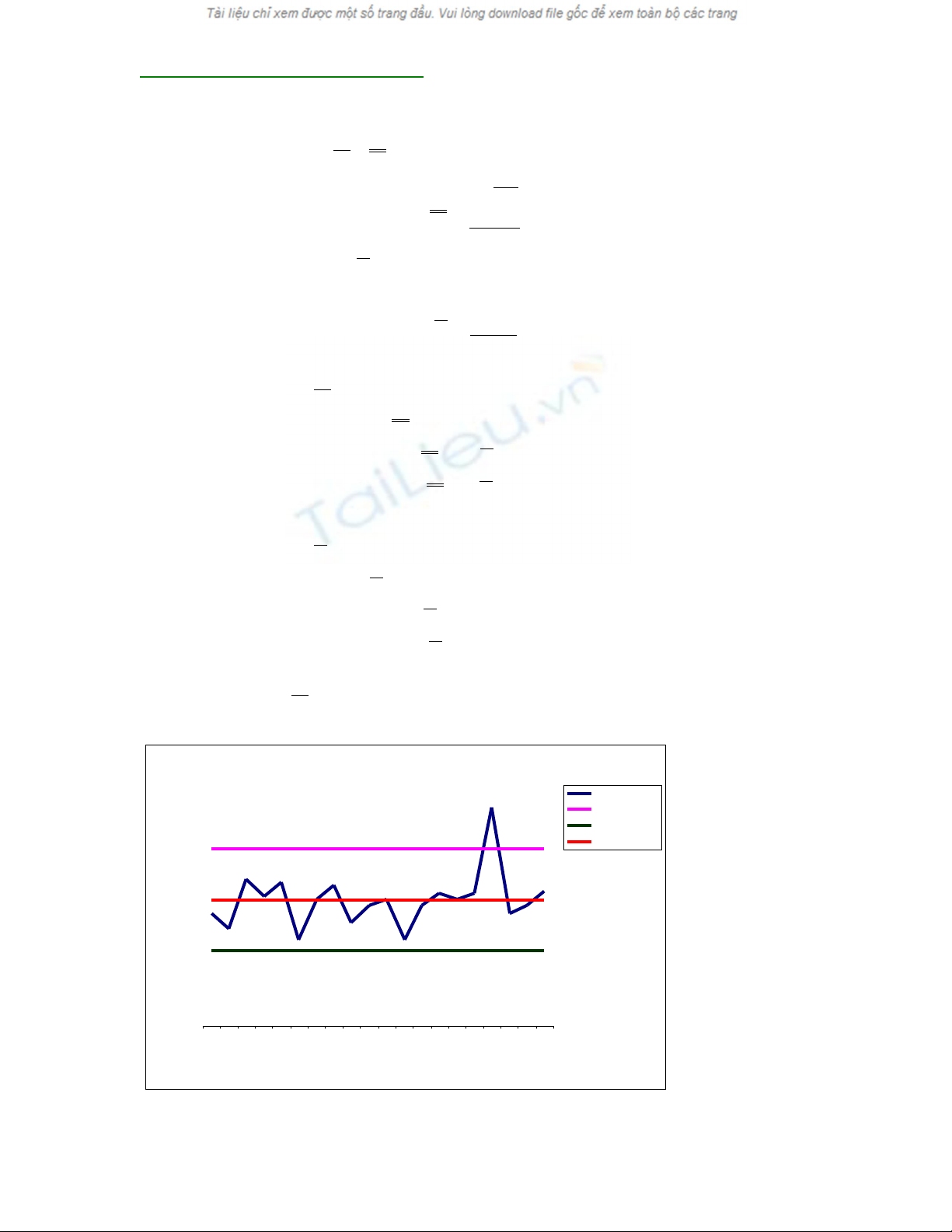
Bi u đ ki m soát ể ồ ể
X
- R đ c bi u di n nh hình sau:ượ ể ễ ư
Bi u đ ki m soát X-Rể ồ ể
76
78
80
82
84
86
88
90
92
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
M u ki m traẫ ể
K t qu đo(mm)ế ả
Series1
GHT- UCL
GHD-LCL
Đ NG CLƯỜ
UCL = 88.327
U
= 84.76
LCL = 81.193
L
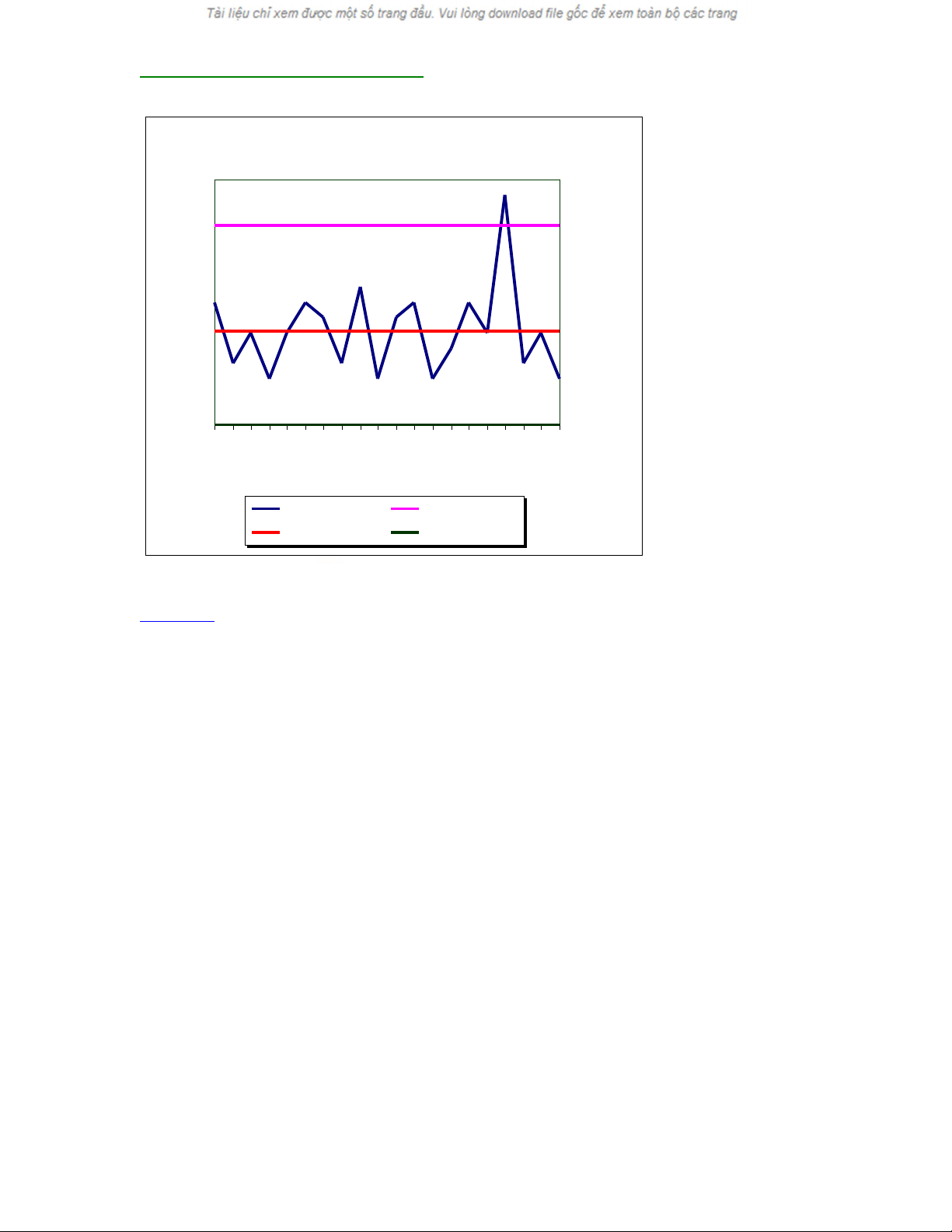
= 6.15
UCL = 12.9765
Qu n tr ch t l ng trong t ch cả ị ấ ượ ổ ứ
SV: ĐOÀN TH KHUÊ-L P TM02.K33Ị Ớ
Bi u đ ki m soát X-Rể ồ ể
0
2
4
6
8
10
12
14
16
1 2 3 4 5 6 7 8 91011121314151617181920
M u ki m traẫ ể
Đ r ng m u(mm)ộ ộ ẫ
Series1 GHT-UCL
Đ ng CLườ GHD-LCL
Nh n xétậ :
T bi u đ cho ta th y:trong quá trình ki m tra 20 m u phát hi n có m t m u v t raừ ể ồ ấ ể ẫ ệ ộ ẫ ượ
ngoài gi i h n ch p nh n m t cách quá xa so v i nh ng đi m khác( m u ki m traớ ạ ấ ậ ộ ớ ữ ể ẫ ể
17),m t khác các m u còn l i tuy n m trong kho ng cách gi a đ ng gi i h n trên vàặ ẫ ạ ằ ả ữ ườ ớ ạ
d i nh ng có s chênh l ch rõ r t, đi u này ch ng t đ chính xác c a các chi ti tướ ư ự ệ ệ ề ứ ỏ ộ ủ ế
máy là không cao, và không đ ng đ u.Do s l ng m u ki m tra là ít, nên trongồ ề ố ượ ẫ ể
tr ng h p này công ty c n l y thêm m u, ti n hành ki m tra l i và n u tình tr ngườ ợ ầ ấ ẫ ế ể ạ ế ạ
trên di n ra h u h t các s n ph m thì công ty nên ti n hành xác đ nh nguyênễ ở ầ ế ả ẩ ế ị
nhân(m c dù các m u đa s n m trong gi i h n cho phép).ặ ẫ ố ằ ớ ạ
UCL = 88.327
U
= 84.76
LCL = 81.193
L
= 6.15
UCL = 12.9765
Qu n tr ch t l ng trong t ch cả ị ấ ượ ổ ứ
SV: ĐOÀN TH KHUÊ-L P TM02.K33Ị Ớ
Bài 3.16 (trang 51 SBT)
a/ Theo b ng s li u trên ta có:ả ố ệ
n = 100;
max
X
= 1.8;
min
X
= 0.1
⇒
Đ r ng c a toàn b s li u ộ ộ ủ ộ ố ệ
7.11.08.1XXR minmax =−=−=
S l p ố ớ
10100nk ===
Đ r ng c a l p ộ ộ ủ ớ
18.0
110
7.1
1k
R
h=
−
=
−
=
L p đ u tiên:ớ ầ
01.0
2
18.0
1.0
2
h
XBÐD min =−=−=
19.0
2
18.0
1.0
2
h
XBÐT min =+=+=
1.0
2
19.001.0
2
BÐDBÐT
X01 =
+
=
−
=
L p th 2:ớ ứ
19.0
2
18.0
1.0
2
h
XBÐD min =+=+=
BĐT = BĐD l p 2 + h = 0.19 + 0.18 = 0.37ớ
28.0
2
37.019.0
2
BÐDBÐT
X02 =
+
=
−
=
Tính t ng t cho các l p còn l i và l p b ng phân b tân s ta đ c nh k t quươ ự ớ ạ ậ ả ố ố ượ ư ế ả
nh b ng sau:ư ả
B NG PHÂN B T N SẢ Ố Ầ Ố
STT
l pớGi i h nớ ạ
kho ngả
Trung tâm
kho ng (ả
x
)
D u hi u t nấ ệ ầ
sốT n sầ ố
(p)
1 0.01 - 0.19 0.1 I1
2 0.19 - 0.37 0.28 IIIII 5
3 0.37 - 0.55 0.46 IIIII IIIII 10
4 0.55 - 0.73 0.64 IIIII IIIII IIII 14
5 0.73 - 0.91 0.82 IIIII IIIII IIIII III 18
6 0.91 - 1.09 1 IIIII IIIII 10
7 1.09 - 1.27 1.18 IIIII IIIII IIIII II 17
8 1.27 - 1.45 1.36 IIIII IIIII III 13
9 1.45 - 1.63 1.54 IIIII IIII 9
10 1.63 - 1.81 1.72 III 3












![Case study 7 bước tiếp cận: Tài liệu [mô tả/định tính]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260526/vispacex_27/135x160/6471779797448.jpg)









![Tài liệu tham khảo Quản trị sản xuất [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/hoacattuong2026/135x160/4161778813944.jpg)
![200 câu hỏi trắc nghiệm môn Quản trị chiến lược [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/hoacattuong2026/135x160/65371778813945.jpg)


%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)