
4.3. Tổ chức sản xuất dây chuyền liên tục
54
- Phạm vi nghiên cứu: chỉ xem xét với 1 loại dây chuyền: liên
tục - một sản phẩm.
- Các lý thuyết về dây chuyền sản xuất 1 sản phẩm là căn cứ lý
thuyết để tổ chức dây chuyền liên tục nhiều sản phẩm.
- Các sản phẩm di chuyển qua các nguyên công là liên tục.
- Hoạt động của các máy móc, thiết bị công nghệ và công
nhân trên dây chuyền là liên tục hoặc gần như liên tục.
𝐓𝐓𝐓𝐓
𝐂𝐂𝐓𝐓 ≈ 𝐓𝐓𝐓𝐓+𝟏𝟏
𝐂𝐂𝐓𝐓+𝟏𝟏 ≈ Takt
55
BỘ MÔN QUẢN LÝ CÔNG NGHIỆP, ĐẠI HỌC BÁCH KHOA HÀ NỘI
Các đối tượng sản xuất được vận chuyển giữa các
nguyên công theo hình thức song song và mang tính
liên tục (thời gian gián đoạn là rất bé).
Để đạt được tính liên tục với hình thức vận chuyển đối
tượng sản xuất là song song cần đảm bảo sự đồng bộ
về các thời gian công nghệ với cả thời gian vận
chuyển.
56
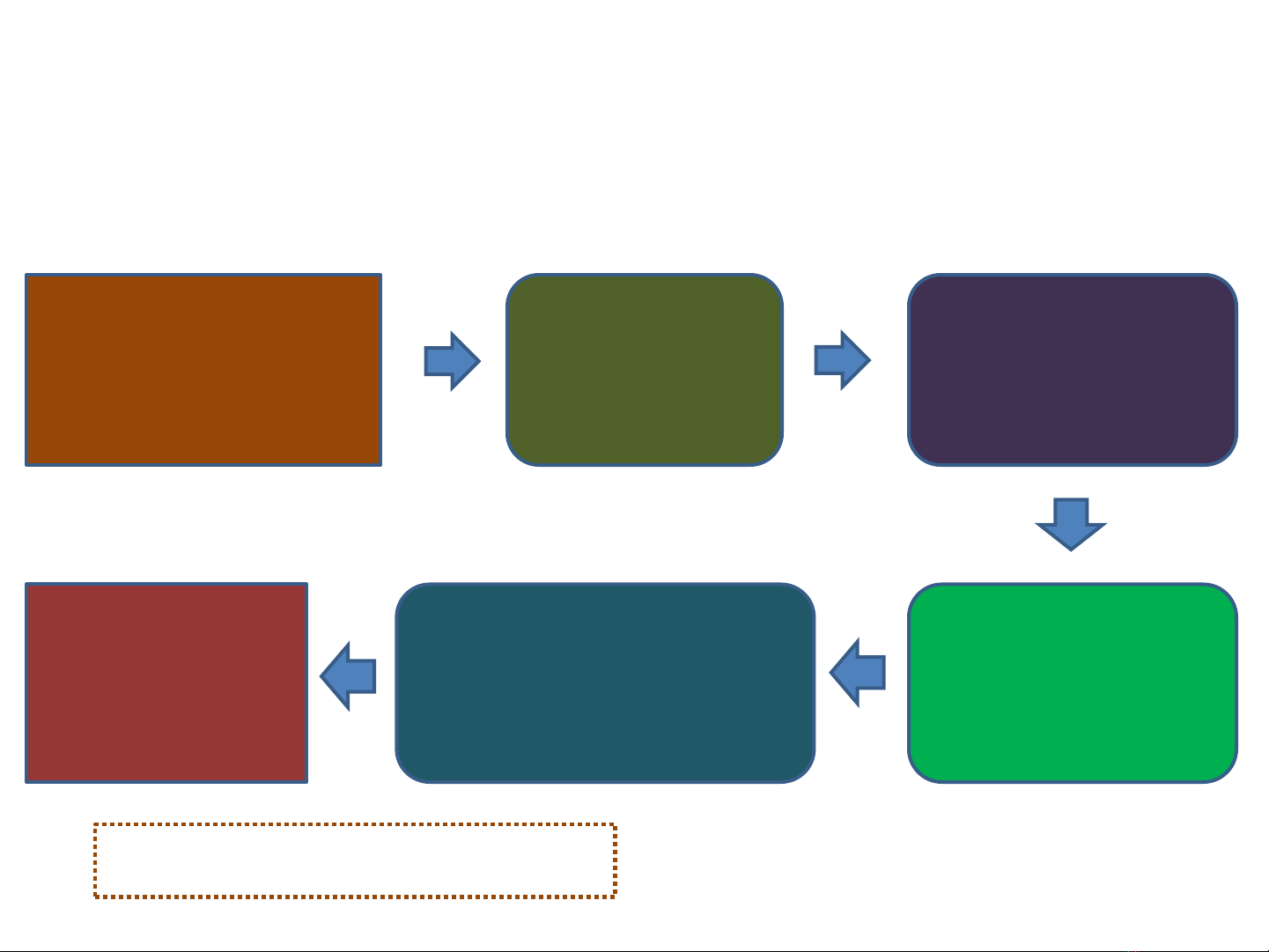
QTCN của SP
mẫu (hoặc QTCN
ban đầu)
Các NC Các bước
NC
Các thao tác
đơn giản nhất
Ghép các thao tác,
bước NC thành các
NC mới
QTCN mới -
cân bằng hơn
Ti/Ci ≈ Ti+1/ Ci+1 ≈ Takt
CÂN BẰNG DÂY CHUYỀN
(Trong thiết kế chuyền)

Các nguyên công là: một phần của quá trình công nghệ,
được hoàn thành một cách liên tục tại một chỗ làm việc do một
hay một nhóm công nhân thực hiện.
Các bước nguyên công là: một phần của nguyên công
tiến hành gia công một hoặc một tập hợp bề mặt bằng một hay
nhiều dụng cụ với chế độ làm việc của máy không đổi.
Các thao tác (động tác) là: một hành động của công
nhân, điều khiển máy thực hiện việc gia công hoặc lắp ráp.

Đồng bộ hóa thời gian công nghệ :
Được thực hiện trong thiết kế chuyền với
việc: chia quá trình công nghệ thành các
nguyên công, nguyên công chia nhỏ thành
các bước thao tác và kết hợp một cách
hợp lý các thao tác thành nguyên công mới,
kết hợp các nguyên công nhỏ thành các
nguyên công lớn hơn để thời gian thực hiện
mỗi nguyên công bằng bội số của nhịp sản
xuất (Takt).






![Bài giảng Quản lý sản xuất cho kỹ sư: Chương 3 - Đường Võ Hùng [Chuẩn Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250812/oursky02/135x160/10441768298495.jpg)


















