
4.5. Tổ chức dây chuyền gián đoạn
•Phạm vi nghiên cứu: dây chuyền gián đoạn
1 sản phẩm;
•Lý thuyết về dây chuyền này sẽ là căn cứ để tổ
chức cho dây chuyền gián đoạn nhiều sản
phẩm;
•Do đặc điểm về thiết kế sản phẩm và đặc tính
kỹ thuật của các máy móc thiết bị công nghệ
có sẵn mà không thể đồng bộ được thời gian
công nghệ giữa các nguyên công, có nghĩa:
105
BỘ MÔN QUẢN LÝ CÔNG NGHIỆP, ĐẠI HỌC BÁCH KHOA HÀ NỘI
•
𝐓𝐓𝐓𝐓
𝐂𝐂𝐓𝐓 ≠ 𝐓𝐓𝐓𝐓+𝟏𝟏
𝐂𝐂𝐓𝐓+𝟏𝟏 ≠ Takt
Nếu tổ chức vận chuyển các đối tượng sản xuất giữa
các nguyên công theo hình thức song song và cưỡng
bức theo nhịp ổn định như với dây chuyền liên tục sẽ
làm giảm hiệu suất (Hpt) của các nguyên công cũng
như toàn dây chuyền. Vì vậy dây chuyền gián đoạn
được tổ chức với NHỊP TỰ DO.
106
BỘ MÔN QUẢN LÝ CÔNG NGHIỆP, ĐẠI HỌC BÁCH KHOA HÀ NỘI

107
BỘ MÔN QUẢN LÝ CÔNG NGHIỆP, ĐẠI HỌC BÁCH KHOA HÀ NỘI
Các đối tượng sản xuất được vận chuyển giữa các nguyên
công theo hình thức gần giống KẾT HỢP để giảm thời
gian gián đoạn trên các nguyên công khi vận chuyển theo
hình thức song song như trong dây chuyền liên tục.
- Chuyển động của các đối tượng sản xuất qua các nguyên
công công nghệ sẽ bị gián đoạn (có thời đối tượng sản xuất
phải nằm chờ tại các nguyên công);
- Hoạt động của các máy trên dây chuyền bị gián đoạn;
- Hoạt động phục vụ máy của các công nhân trên chuyền
cũng bị gián đoạn;

-Hoạt động của cả dây chuyền được lặp lại hoàn
toàn sau những khoảng thời gian nhất định gọi là chu
kỳ phục vụ chuyền (R).
-Sau mỗi chu kỳ R thì các hoạt động phục vụ máy
của các công nhân được lặp lại hoàn toàn và số
sản phẩm làm ra tại mỗi nguyên công sau mỗi chu
kỳ R đều bằng nhau.
- R có công thức tính, tuy nhiên phức tạp nên trong
thực tế người ta lấy R theo đơn vị ca sản xuất. Ví dụ:
R= 1/3 ca; ½ ca; 1 ca.
108
BỘ MÔN QUẢN LÝ CÔNG NGHIỆP, ĐẠI HỌC BÁCH KHOA HÀ NỘI
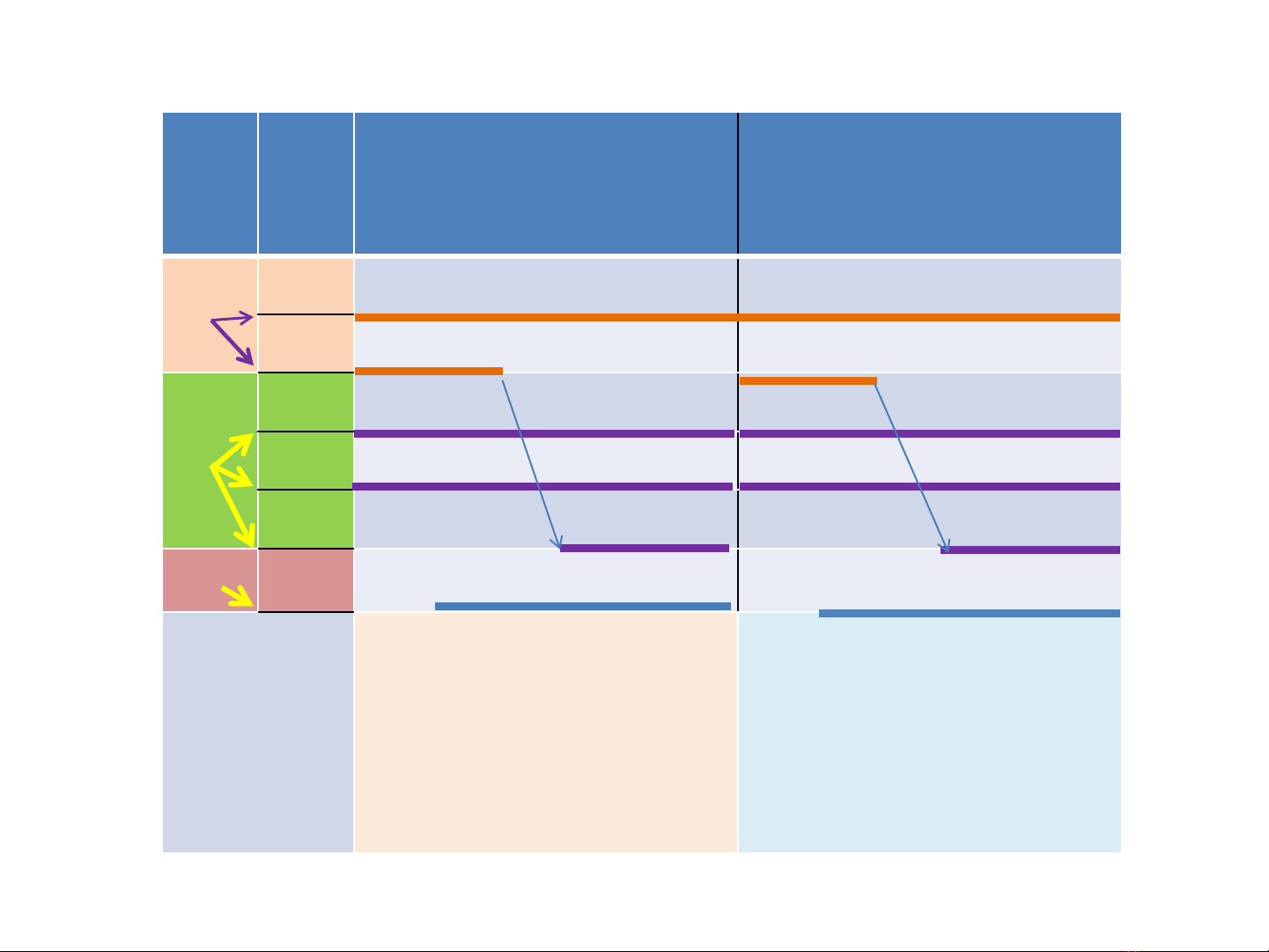
Ví dụ 9: MINH HỌA SƠ ĐỒ CHUẨN TẮC CỦA
CHUYỀN GIÁN ĐOẠN
No
NC
No
máy
R- Chu kỳ phục vụ R- Chu kỳ phục vụ
1
CN-A
CN-B
2
CN-C
CN-D
CN-B
3 CN-E
Có 6 máy trên chuyền
nhưng chỉ cần 5 công nhân
là A; B; C; D; E.
CN B phục vụ 2 máy: 2 &
5 => Giảm số CN phục vụ
chuyền
Hoạt động cả chuyền lặp
lại hoàn toàn sau mỗi R
1
2
3
4
5
6
109
BỘ MÔN QUẢN LÝ CÔNG NGHIỆP, ĐẠI HỌC BÁCH KHOA HÀ NỘI

















![Tối ưu hóa hiệu suất hệ thống: Bài thuyết trình [Chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251107/hiepdz2703@gmail.com/135x160/35941762488193.jpg)



![Bài giảng Quản trị chất lượng trong công nghiệp thực phẩm [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250805/vijiraiya/135x160/637_bai-giang-quan-tri-chat-luong-trong-cong-nghiep-thuc-pham.jpg)

