Ch ng 4. ươ
Dung sai kích th c và l p ghép ướ ắ
c a các m i ghép thông d ngủ ố ụ

I. Dung sai ren h métệ
1. Các thông s c b nố ơ ả
Trong m i ghép ren g m 2 chi ti t. ố ồ ế
- Chi ti t bao có ren trong là đai c. ế ố
- Chi ti t b bao có ren ngoài là bu lông. ế ị
- Yêu c u các chi ti t l p ghép ph i đm b o tính đi l n do ầ ế ắ ả ả ả ổ ẫ
v y c n ph i quy đnh sai s c a các y u t t o thành ren. Các ậ ầ ả ị ố ủ ế ố ạ
sai s cho phép đó c a m i ghép ren g i là dung sai ren (v i ren ố ủ ố ọ ớ
h mét ta có dung sai ren h mét).ệ ệ
- B m t ren là b m t xo n vít, đ chính xác t o hình c a nó ề ặ ề ặ ắ ộ ạ ủ
ch y u do 3 thông s kích th c c b n quy t đnh : đng ủ ế ố ướ ơ ả ế ị ườ
kính d2 (D2), b c ren p và góc prôfinướ
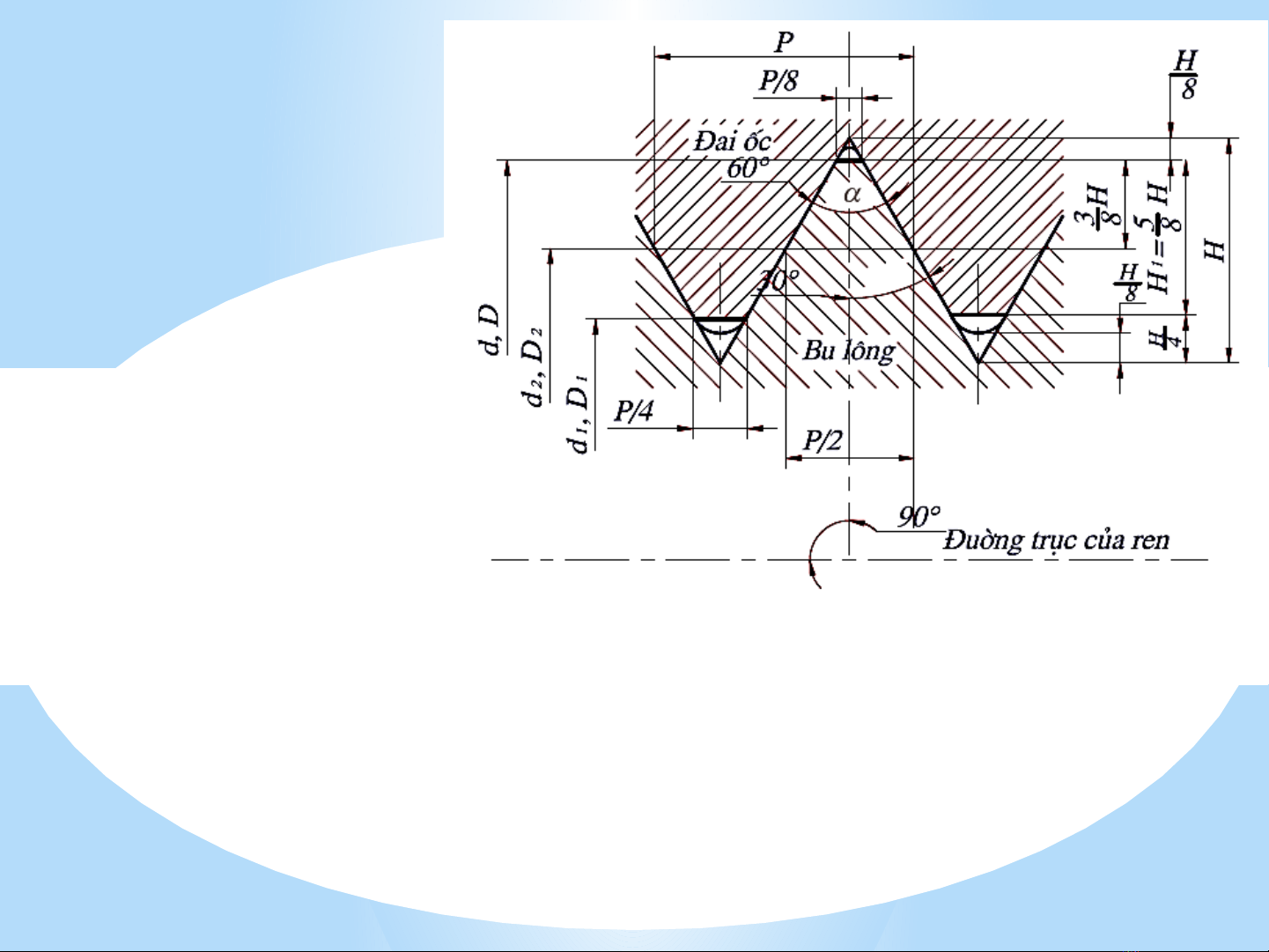
d: Đng kính ngoài ườ
c a ren ngoàiủ
(đng kính đnh ườ ỉ
ren bu lông )
D: đng kính ngoài ườ
c a ren trong ủ
(đng kính chân ren ườ
đai c )ố
d2 : Đng kính trung ườ
bình c a ren ngoàiủ
D2: Đng kính trung bình c a ren ườ ủ
trong
d1 : Đng kính trong c a ren ngoàiườ ủ
D1: Đng kính trong c a ren trongườ ủ
P : B c renướ
: Góc prôfin ren ( ren h mét = 60 αệ
¨và ren h Anh là 55 ¨)ệ

Khi có sai s b c ren, dù cho đng kính trung bình c a bu lông ố ướ ườ ủ
và đai c b ng nhau thì v n không l p vào đc. Mu n l p đc ố ằ ẫ ắ ượ ố ắ ượ
thì ho c gi m đng kính trung bình c a bu lông ho c tăng ặ ả ườ ủ ặ
đng kính trung bình c a đai c 1 l ng là fp.ườ ủ ố ượ
2. nh h ng sai s các y u t đn tính l p l n c a renẢ ưở ố ế ố ế ắ ẫ ủ
a. nh h ng c a sai s b c ren Ả ưở ủ ố ướ ΔP
Sai s b c ren là hi u gi a b c th c và b c danh nghĩa. G m ố ướ ệ ữ ướ ự ướ ồ
có sai s tích lũy, sai s chu k và sai s c c b . T l gi a các ố ố ỳ ố ụ ộ ỷ ệ ữ
thành ph n đó tùy thu c vào công ngh ch t o ren, đ chính xác ầ ộ ệ ế ạ ộ
c a máy và d ng c c t ren.ủ ụ ụ ắ
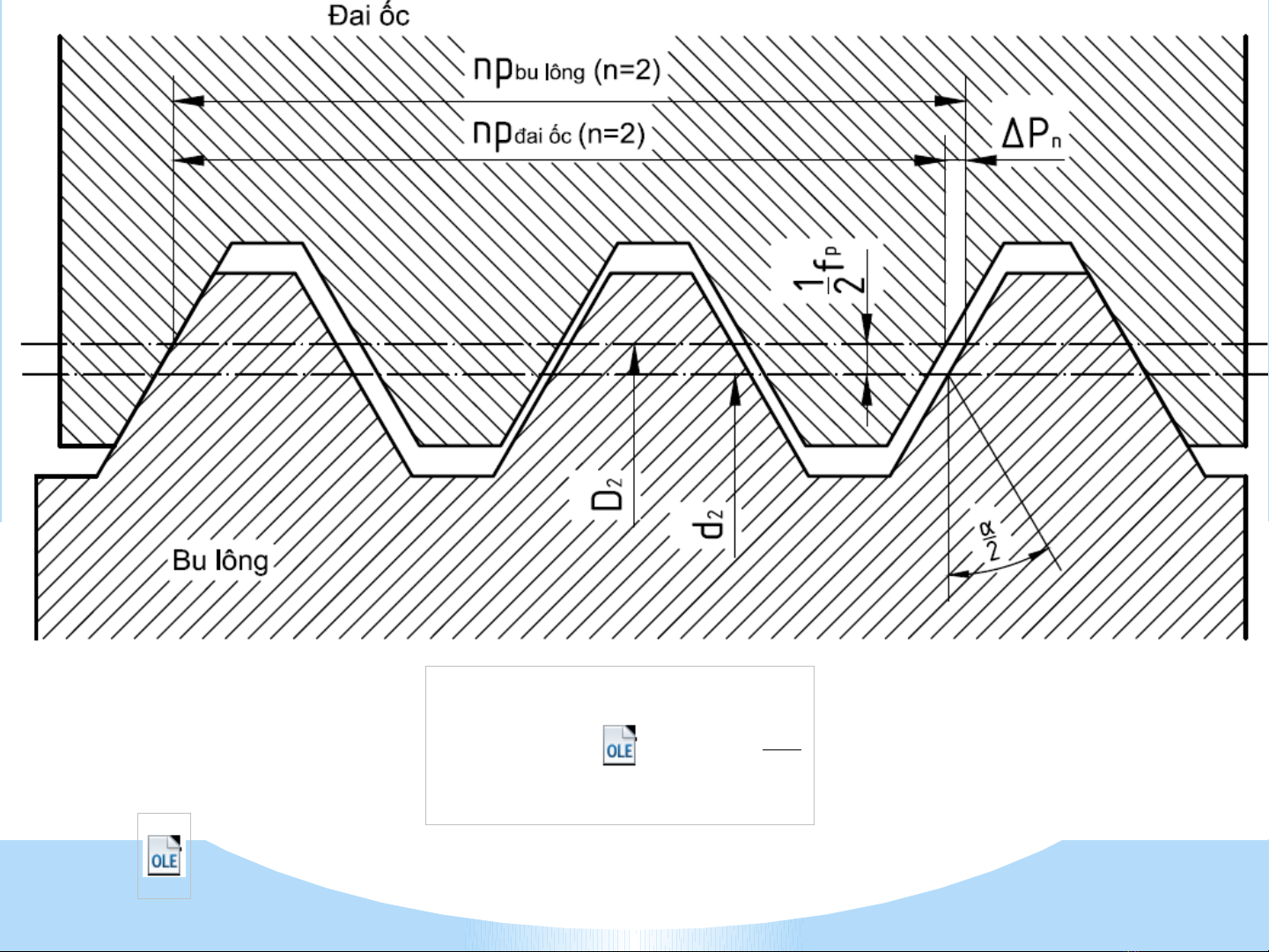
- là l ng b i th ng đng kính c a sai s b c renượ ồ ườ ườ ủ ố ướ
p n
α
f P .cotg 2
= ∆
p
f

![Bài giảng Đo lường nhiệt PGS.TS Hoàng Dương Hùng [Full/Chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250212/tuetuebinhan666/135x160/2865289_7611.jpg)






![Bài giảng Ứng dụng tin học trong Kỹ thuật phương tiện thủy [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251216/anhquangvu03@gmail.com/135x160/12021765937860.jpg)





![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)





